取向膜印刷精度的改善研究
2014-11-09 09:08郑先锋祝迎花金相旭左长云刘志强张建政
液晶与显示 2014年5期
郑先锋,祝迎花,金相旭,左长云,刘志强,张建政,陈 力
(合肥京东方光电科技有限公司Cell技术部,安徽 合肥 230012)
1 引 言
近年来新型显示器件,特别是以液晶显示器(LCD)为首的各种新型平板显示器件(Flat Panel Display,FPD)得到了迅速发展,液晶显示器作为重要的信息电子产品,变得举足轻重。随着液晶产品拥有量的增大和使用的深入,人们对液晶产品的各种特性也提出了更高的要求,轻薄成为IT设备的大趋势。同时窄边框潮流也在兴起,具体边框宽度是指AA(Active Area)区到Panel边缘距离,从手机、平板到笔记本、显示器,“窄边框”、“超窄边框”、“无边框”等词在近几年不断被提起。窄边框设计的兴起,除满足消费者对视觉美的追求外,更兼顾了握持、便携等多方面因素。窄边框的流行,可以看作设备便携性的进一步细分,其中更侧重对用户使用体验的满足[1]。
在近年的平板显示展会上,部分厂商展出了移动显示窄边框技术产品。2010年以前,友达(AUO)和日立(Hitachi)分别展示过0.9mm 和1.0mm边框的显示屏,但量产的显示屏的边框只做到1.5~2.0mm。2010~2011年间,AUO和LGD展示的研发屏的边框可达到0.7~0.8 mm,TMD研发屏边框可做到0.5mm,正常量产保持在1.2mm 左右[2-5]。
友达光电于2012年8月29日至31日的Touch Taiwan 2012触控面板暨光学膜制程、设备、材料展览会上,展示了全系列各尺寸的显示器先进技术及产品解决方案。本次展出的重点包括由全球最窄的高分辨率超窄边框46in(1in=2.54cm)液晶面板组成的大屏幕显示墙、创新应用于智能型自动贩卖机的50in透明液晶面板、全球首款量产的55in 4K×2K超高分辨率裸眼3D电视面板、新尺寸应用的50in超窄边框3D液晶电视面板,以及4.7in至27in全系列采用单片玻璃触控结构(One Glass Solution Touch)的整合式触控解决方案[6-7]。
在笔记本电脑越来越普及的今天,消费者的需求已不仅仅是性能和外观,而是希望在同质化严重的市场中发现更易用、更适合自己的产品。三星300V和305V最大的亮点是窄边框设计,屏幕看起来更大,机身更加纤巧精致,大大地提高了产品的便携性。仿金属拉丝工艺令笔记本看起来更有质感,特殊防划痕表面使用户不必担心机器被划伤[8-10]。
为了达到窄边框的技术要求,就需要尽可能的缩小Seal Area(AA(Active Area)区到 Panel边缘距离),能实现的主要方法为:
(1)降低PI Edge Margin(取向膜印刷精度,简称EM:AA区到PI印刷边缘的距离);
(2)减小Sealant Width(封框胶宽度);
(3)PI与Sealant重叠。
对取向膜印刷工程来说,能够降低PI EM即可有效的降低Seal Area,从而实现窄边框的效果。而PI印刷是通过印刷机将PI转印到玻璃基板上的过程,首先转印辊将PI转印到APR版(取向膜转印版)上,再由APR版转印到玻璃基板上。而PI EM的精度主要取决于以下3个方面:
(1)印刷机的设备精度:包括印刷机的印刷精度和对位精度;
(2)APR版的制作精度:主要为APR版制作设备的精度;
(3)APR版的设计属性:包括版的Offset,收缩率,开口率等参数。正因为印刷机和APR版制作设备的使用寿命较长,在实际使用过程中可变更空间较少,所以APR版设计属性在提高取向膜印刷精度的过程中起到了巨大的作用。
本文就是从APR版的设计属性出发,进行大量实验设计并付诸实验,采集了多组数据,从而找到了PI EM的管控方法。
2 PI印刷的介绍
如引言所述,为了达到窄边框的技术要求,就需要尽可能的缩小Seal Area(图1),从图1可见降低了PI EM即降低了Seal Area,下面介绍什么是PI印刷。

图1 周边设计图Fig.1 Design of seal area
PI通过PI下吐出系统均匀滴到刮刀和转印辊之间,通过刮刀刮匀后,转印辊将PI均匀的转印到APR版(转印版)上,APR版再将PI均匀地转移到玻璃基板上完成印刷过程。而PI EM即是在挤压转印过程中产生的,其定义为AA区到PI边缘的距离,而在靠近边缘部分由于挤压出现的突起部分称之为Halo区(图2)。

图2 PI印刷示意图Fig.2 Schematic diagram of PI coating
从图3可以看出,APR版及转印辊都是有微细的凸起(称之为网点,采用目数表示网点的疏密情况),在几个微细的凸起间形成沟槽,用于储存PI液,同时达到控制药液量及药液均匀性的效果,通过对APR版挤压可以将沟槽中的PI药液挤出转印到玻璃上:因此,网点大小、网点间沟槽深度及网点的分布均匀性会对印刷的精度及均匀效果产生影响。一般网纹辊上的网点成倒金字塔型,目数为400目,角度为45°;印刷版上的网点一般为圆形或正六角形,目数为300或400目,角度为45°或75°。
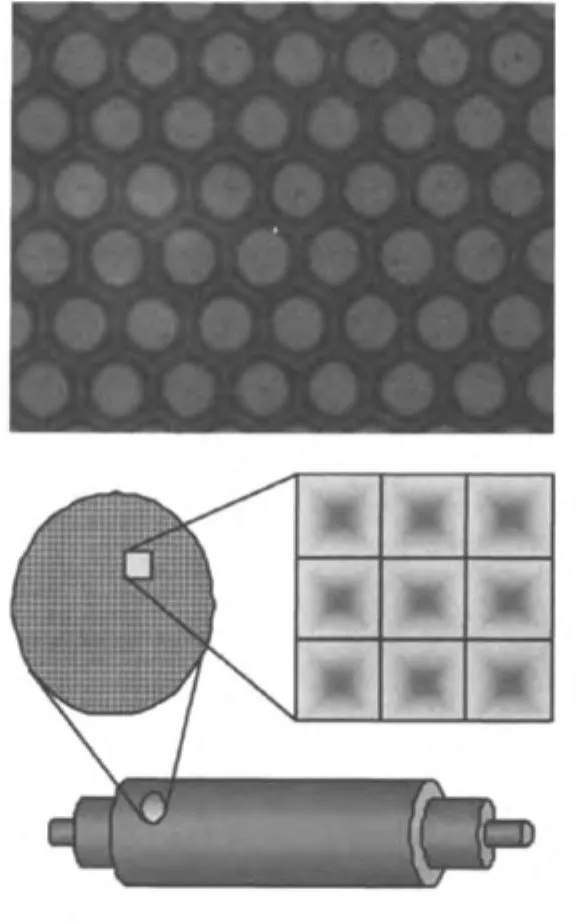
图3 APR版和转印辊结构Fig.3 Structure of APR plate &anilox roll
3 PI EM管控的方法
为了实现管控PI EM 的目的,进行以下实验。
3.1 APR版Offset &收缩率优化
APR版的每个Panel称之为一个Pattern,每个Pattern的Panel Size是一定的,由于APR版是树脂材料,所以其具有一定的收缩率,而这个收缩率是与安装APR版的印刷辊的辊径相关的。
以下以某尺寸产品为例简单介绍APR版Offset &收缩率调整方法:
安装APR版的印刷辊的收缩率是固定的(选取1种6G产线0.99256为例),选取某种产品的理论Pattern Size为300μm,Pattern左边缘离中心距离为1000μm,Pattern右边缘离中心距离为700μm,Pattern的Offset为左右各0.5,选取中心为基准:
实际pattern size=(理论pattern size-Offset)×收缩率,图4为例,实际pattern size=(300-0.5-0.5)×0.99256=296.78μm。
实际Pitch=理论各Pattern中心距离×收缩率,图4为例,实际Pitch=850×0.99256=843.68μm。
如果实际印刷数据的各边PI EM达不到EM设计值,需变更Pattern Size,如果一侧偏大,一侧偏小,则需调整Pitch。
以V3到V4版本优化为例,由于其印刷数据之和达到设计值大小之和,即只需要将图5中最左边3个Panel的中心位置向右移50μm即可,其他优化方法以此类推。

图4 APR版收缩率介绍Fig.4 Offset of APR plate
本文固定设备和作业方法,选取某种生产型号对其APR版Offset &收缩率进行优化,观察PI EM的变化(定义APR版Offset初版本为Version 1(简写V1),优化后以此类推为V2,3,4):

图5 APR版收缩率调整Fig.5 Offset adjustment of APR plate

图6 过程能力提升趋势Fig.6 Trend of process capability
PI EM的控制能力以过程能力指数(过程能力指数是指过程能力满足产品质量标准要求(规格范围等)的程度)来表征,在PI EM印刷上就是PI EM满足设计值的程度,而该程度通常通过涉及长期过程能力的两大指数Pp和Ppk来衡量。分析:从图6可见,随着对APR版Offset &收缩率进行优化,可以明显提高PI EM的过程能力(产品Type 1),同时为后续新尺寸设计积累经验,在产品Type 2的首版数据即可大幅提高过程能力,完善工程管控。
3.2 EM边缘波动改善1—新夹具+IPA(异丙醇)测试
固定设备和作业方法,对固定APR版夹具进行优化,观察PI EM的变化:
原先APR版夹具通过螺丝固定,易发生拉伸导致EM无法使用,新优化的夹具通过咬合方式固定,并通过IPA喷雾版晍与树脂版背面之间形成真空,强化附着力[11],从而达到管控EM的目的。
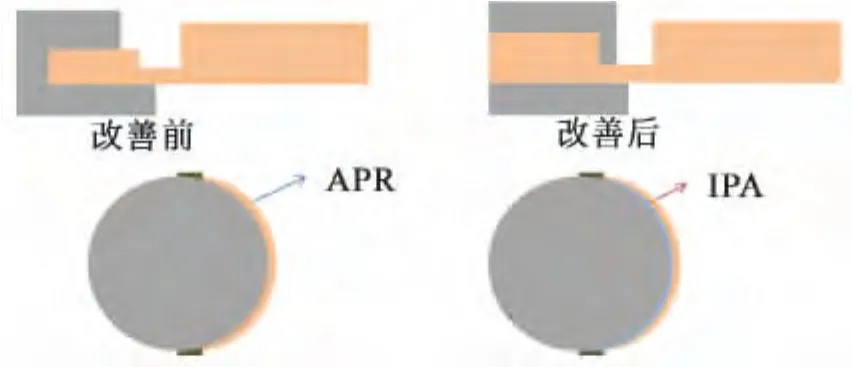
图7 夹具变更Fig.7 APR Jig change
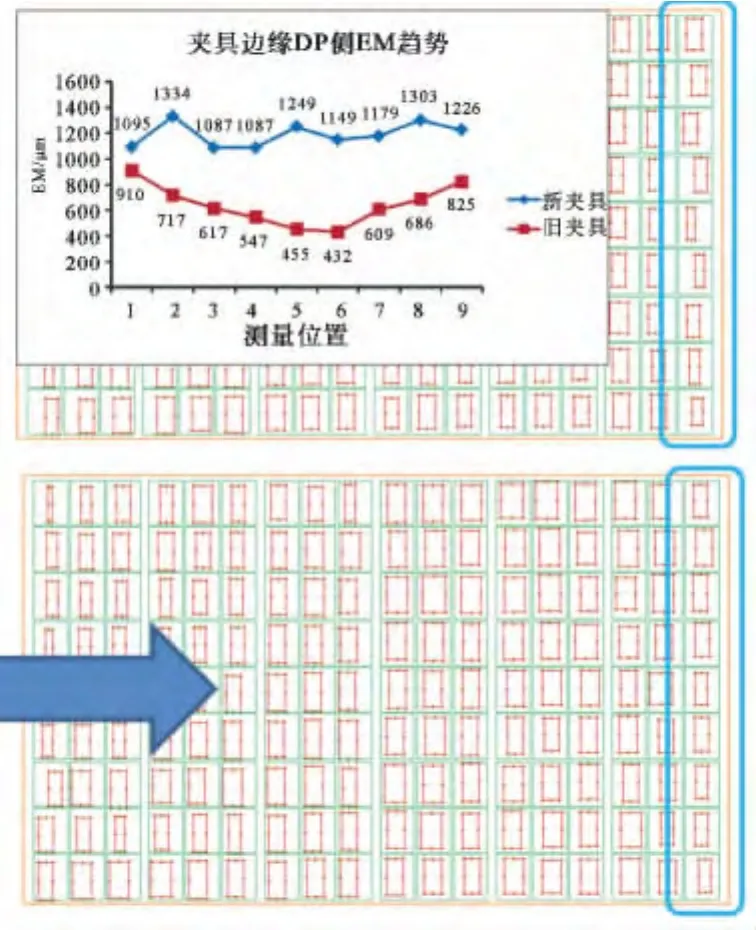
图8 夹具变更及APR版挂版方式优化效果Fig.8 Optimization result of APR jig change
分析:从图7可见针对由于夹具受力不均匀引起的EM边缘波动(弧形),通过改变夹具设计和挂版方式边缘弧形得到明显改善(边缘与中间Panel EM波动范围477μm→138μm)。
3.3 EM边缘波动改善2—APR版边缘角度变更
固定设备和作业方法,对APR版边缘角度进行优化,观察PI EM的变化(以PI EM最大和最小位置间的距离表征边缘波动,至少采集25张数据,且每张基板100个数据):
分析:原先APR版全部位置都为75°排列(受限于与转印辊参数匹配),在Panel边缘切割成型时,出现75°的角度,从而导致边缘波动较大,EM较难管控。

图9 APR版边缘角度变更Fig.9 Edge angle change of APR plate
现通过对Panel边缘300μm的角度进行调整75°→45°(图9,DP:Data Pad,DPO:Data pad opposite;GP:Gate Pad,GPO:Gate pad opposite),根据印刷方式,印刷的结束端易出现较大波动,从图10数据看,边缘角度变更对波动改善明显。
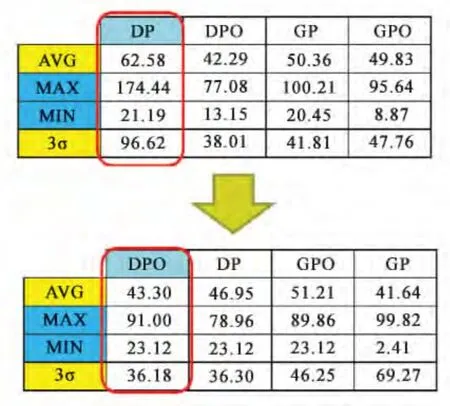
图10 APR版边缘角度优化效果Fig.10 Optimization result of APR plate edge angle change
3.4 EM边缘波动改善3—APR版边缘开口率变更
固定设备和作业方法,对APR版边缘开口率进行优化(图11),观察PI EM的变化。

图11 APR版边缘开口率优化Fig.11 Aperture ratio optimization of APR plate edge
分析:由图12数据可见,针对Panel边缘300 μm的角度进行调整75°→45°后波动改善明显,进一步调整开口率30%→35%,降低载液量,边缘波动得到进一步优化。

图12 APR版边缘开口率优化结果Fig.12 Aperture ratio optimization result of APR plate edge
4 PIEM管控探讨
由于6G产线基板较大(1850mm×1500 mm),APR版制作过程中需要涉及到拼接工艺,鉴于APR版的制作精度为150μm,拼接工艺的精度为100μm,目前能达到6GAPR版的精度为最大400μm,通过加强管控,实际制作公差可以管理到250μm,而通过设备升级,将拼接版升级为单张版对应话,APR版制作精度可以提高到150μm,为管控EM进一步增加Margin(图13)。

图13 拼接版→单张版Fig.13 Splice APR→Integrate APR

图14 不同Pattern设计的EM效果Fig.14 EM effect of different pattern design
随着Mobile产品的导入,Pattern的设计变得越来越重要,如图14,在常规设计1时,容易出现下述EM中间偏大问题,通过Pattern 2的设计方式,可以实现对EM的管控。
5 结 论
本文根据现代TFT LCD窄边框发展的要求,通过对APR版收缩率、APR版固定夹具、APR边缘角度、APR边缘开口率进行优化测试,提出了多种PI EM的管控和改进方法,为实现窄边框找到了方向。
(1)通过对APR版收缩率进行优化后,可以明显改善PI EM 的过程能力(Ppk0.66→1.31);
(2)通过对APR版的夹具固定方式和挂版方式进行改善,边缘波动可以明显改善(边缘与中间Panel EM波动范围477→138μm);
(3)通过对APR版边缘300μm的角度变更(75°→45°),边缘波动改善明显(63→43μm);
(4)通过对APR版边缘300μm的开口率优化(30%→35%),降低载液量,边缘波动得到进一步优化(43→22μm)。
[1]Dying.没有最窄只有更窄聊聊时下流行的窄边框[J].电脑迷,2013:26-28.Dying.No more narrow,narrowest only[J].PC Fan,2013:26-28.(in Chinese)
[2]刘亮,王向楠,赵德友,等.TFT LCD移动显示窄边框技术进展[J].液晶与显示,2013,28(2):228-232.Liu L,Wang X N,Zhao D Y,et al.Slim border trend of TFT LCD mobile display panel[J].Chinese Journal of Liquid Crystals and Displays,2013,28(2):228-232.(in Chinese)
[3]徐伟,彭毅雯.雷有华,等.TFT-LCD横向线状未确认 Mura分析及改善研究[J].液晶与显示,2013,28(4):539-546.Xu W,Peng Y W,Lei Y H,et al.Analysis and improvement of TFT-LCD horizontal line unknown Mura[J].Chinese Journal of Liquid Crystals and Displays,2013,28(4):539-546.(in Chinese)
[4]李兴华,贺伟,朴承翊,等.TFT-LCD产品开机边缘白化现象研究[J].液晶与显示,2013,28(4):572-576.Li X H,He W,Piao C Y,et al.Edge albino in turn-on TFT-LCD [J].Chinese Journal of Liquid Crystals and Displays,2013,28(4):572-576.(in Chinese)
[5]齐鹏,施园,刘子源.TFT-LCD Touch Mura不良的研究和改善[J].液晶与显示,2013,28(4):204-209.Qi P,Shi Y,Liu Z Y.Research and improvement of touch Mura in TFT-LCD [J].Chinese Journal of Liquid Crystals and Displays,2013,28(4):204-209.(in Chinese)
[6]友达光电.窄边框、超轻薄、透明显示加值应用及全系列触控解决方案[J].现代显示,2012(10):54-55.AUO.Narrow frame,ultra-thin,transparent display and a full range of value-added applications and touch solutions[J].Advanced Display,2012(10):54-55.(in Chinese)
[7]友达光电.友达发布超窄边框手机及触控屏整合技术[J].电脑与电信,2012(10):7.AUO.Ultra-narrow bezel and touch screen mobile phone integration technology[J].Computer & Telecommunica-tion,2012(10):7.(in Chinese)
[8]三星.窄边框三星3系列笔记本[J].办公自动化,2012(4):50.Samsung.Samsung 3series laptop with narrow bezel[J].Office Automation,2012(4):50.(in Chinese)
[9]孙铁刚.仿拉丝网版印刷工艺[J].丝网印刷,2010(12):10-11.Sun T G.Screen printing technology for false wiredrawing apperance[J].Screen Printing,2010(12):10-11.(in Chinese)
[10]杨国波,王永茂,王向楠,等.ODF工艺中液晶滴下量的优化[J].液晶与显示,2011,26(3):324-328.Yang G B,Wang Y M,Wang X N,et al.Optimization of LC drop amount in ODF and PS process[J].Chinese Journal of Liquid Crystals and Displays,2011,26(3):324-328.(in Chinese)
[11]金谷.表面活性剂化学[M].合肥:中国科学技术大学出版社,2008.Jin G.Chemistry of Surfactant [M].Hefei:University of Science and Technology of China Press,2008.(in Chinese)
猜你喜欢
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
上海塑料(2021年3期)2022-01-06
数学物理学报(2021年6期)2021-12-21
液晶与显示(2020年8期)2020-08-08
氯碱工业(2020年1期)2020-05-12
摄影之友(影像视觉)(2018年1期)2018-03-22
摄影之友(影像视觉)(2017年11期)2017-11-27
小雪花·成长指南(2016年9期)2016-10-12
中国照明(2016年6期)2016-06-15