
不能装夹在回转中心上零件的加工
2014-11-22 02:11艾心灵仇振安孙广举
机械工程师 2014年3期
艾心灵,仇振安,孙广举
(1.中航工业郑州飞机装备有限责任公司,郑州 450005;2.陆航驻洛阳地区军事代表室,郑州 450005)
0 引言
为了满足产品高精尖性能要求,越来越多的零件加工难度增加。有些零件就需要在A 轴(或卧加)上加工,这些零件共同特征是:斜面、斜孔多,规则弧面不同心,多用两高精度孔定位。加工这些零件的难点在于:一是零件编程中心很难或无法装在A 轴旋转中心;二是某些规则弧面编程中所用方程复杂。
对于上述问题,目前通常的处理办法主要有如下几种:1)制做专用工装,确保编程中心与A 轴中心重合,该方法的缺点是工装不具通用性,可能一种零件就需要一套工装,工装制造周期长、成本高;2)将编程中心选在定位销中心上,A 轴旋转至一个面,对一次刀,建立一个坐标系,面越多,越费事,并且不能发挥A 轴优势;3)弧面不同心时,需求解弧面轨迹插补方程,程序编制麻烦。
1 方法依据
通过坐标系转换,可在一定程度上解决上述困难。本文所述方法如下:1)零件绕任意轴线旋转角度θ,零件上与该轴线平行(重合)平面亦转过角度θ,而与轴线位置无关;2)A 轴机床X、Y、Z 轴方向固定不变,与A 轴转角无关;3)通常将零件某一点(如零件几何中心、编程中心、销子中心或与之相关联的某一点)装至A 轴旋转中心很困难,然而夹具装在机床后,找到该点与A 轴中心位置关系却相对简单,可设定A0面,通常是两销子连线所在平面,然后对刀找出销子相对A 轴轴心所在位置,供后续编程使用。
以两种典型零件的加工为例,其中一个零件面多,一个存在非同心圆,都需要上A 轴进行加工,零件结构如图1所示。

图1 两种斜面、斜孔较多,规则弧面不同心的典型性零件剖面图
2 编程方法
如图2 所示,直线1、2、3、4、5 所在方向均需钻孔,通常期望B 点可装在A 轴中心上,编程对刀均方便。实际上,装好后发现A 轴中心在A 点位置,这时就需要坐标的转换。

图2 坐标系转换示意图
通过前面叙述,零件绕A 点旋转与绕B 点旋转对零件各直线、面方向的影响相同。也就是说如果直线1 绕A转50°变水平,那么它绕B 转50°同样变水平,其区别仅在于直线1 上某点相对于旋转中心的位置不同。
设零件上有某点C,那么AC=AB+BC,实际上,在B点建立G52 坐标系正常编程,加工时在A 点(实际旋转中心)建立G54 坐标系,可以推导出B 点相对于A 点的关系:#3=1AB1=f(#1,#2),#4=θ=g(#1,#2),θ 值为初值,执行时加入以下语句:
G52Y[-#3*COS[#4±#5]]Z[-#3*SIN[#4±#5]]
其中:#5为转过角度;正负号中顺时针选负值,逆时针取正值(沿X 轴正向看去)。
上述表达式不唯一,此例供参考。
3 加工实例
1)本程序为在圆周上钻一周孔,装夹时圆周中心不在A 轴中心,如图1(a)。
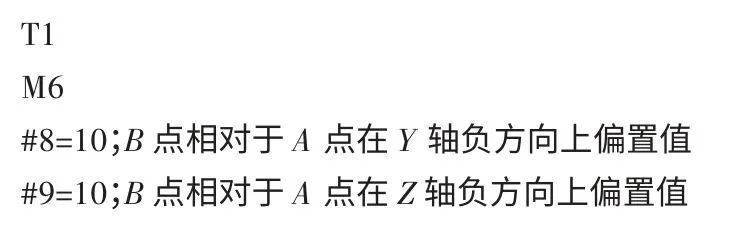
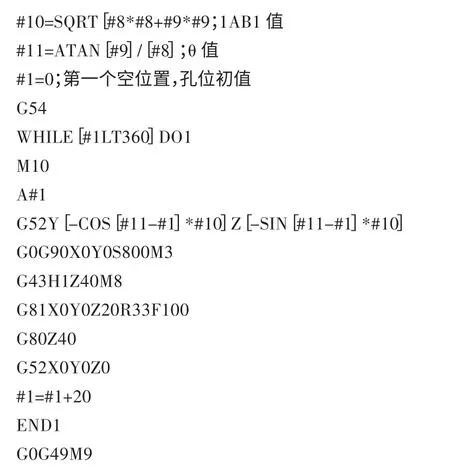
2)本程序为非同心圆的实例,如图1(b)。

4 结语
通过建立编程坐标系与旋转中心坐标系之间的位置转换,通过虚拟加工及实际加工过程验证,解决了在某些斜面、斜孔较多和规则弧面不同心零件的加工过程中,不能保证零件编程中心能够准确装夹在A 轴(或卧加)旋转中心的问题,实现了零件仅一次装夹就可完成多方位加工,对实际生产中类似零件的加工具有一定的借鉴意义。
猜你喜欢
家园·建筑与设计(2021年12期)2021-12-20
陕西科技大学学报(2020年2期)2020-05-13
中国石油石化(2020年14期)2020-01-18
制造技术与机床(2019年8期)2019-09-03
精密制造与自动化(2018年1期)2018-04-12
科技创新与应用(2017年16期)2017-06-10
化工管理(2015年3期)2015-03-23
建筑工程技术与设计(2014年35期)2014-10-21
中小企业管理与科技·中旬刊(2014年8期)2014-09-22
决策与信息(2014年20期)2014-03-11
