
25MN压力机立柱铸造工艺设计
2014-11-24 08:22辽阳锻压机床股份有限公司辽宁111000张怀敏
金属加工(热加工) 2014年3期
辽阳锻压机床股份有限公司(辽宁 111000)张怀敏
我公司是锻压机床专业定点厂,25MN压力机(见图1)是我公司自主研发的重点产品,其机身分为横梁、立柱、底座三部分,其中立柱在工作过程中起支撑作用,承受高达40MN的频繁冲击,技术上对铸件质量要求很高,尤其是导轨处要求更为严格,铸件时效处理后需进行整体超声波无损检测,此件具有较大的外形尺寸及重量,相对我公司的现有铸造能力,是一个较大挑战。下面简述其铸造工艺设计过程。

图1 25MN压力机
一、铸件结构及工艺分析
铸件材质为HT250,具有较大的外形尺寸:3010mm×1500mm×720mm,单件净重8500kg。立柱是整个机床的重要件,其质量是保证机床精度的首要因素。铸造要求严格,尤其是导轨面,加工要求严,质量要求高,导轨面要求耐磨,此处也较厚大,表面粗糙度要求Ra达到3.2μm,不得有砂眼、夹砂、缩松及气孔等铸造缺陷,铸件时效处理后需进行整体超声波无损检测,这样就要求我们采用可行的铸造工艺来保证铸件质量。将导轨面放到下部或侧面,浇注铁液沿导轨纵向流入,使之平稳地充满型腔,结合我公司的实际生产情况,采用表干型铸造。
二、分型面及加工余量的选择
25MN压力机立柱结构比较复杂,砂芯较多,为保证铸件质量使金属液体平稳流入型腔,将立柱平置浇注,由于立柱结构较复杂,砂芯又多,为保证铸件质量,且便于工人操作,尽可能地把砂芯放到下箱,这样就把分型面确定在两侧砂芯的上平面,这样两侧凸台做成活块,即可解决起模问题。因为立柱是手工造型,单件小批生产,所以采用灰铸铁的三级精度,根据铸件在铸型中的摆放位置和铸件的最大尺寸,确定铸件底面和侧面的加工余量为10mm,留起模斜度为2mm。
三、内浇道的数量、类型及位置的选择
1.内浇道数量的选择
内浇道的数量主要取决于铸件结构和合金的性质,内浇道的数量多,能够将液体金属分散引入型腔,可以减少局部过热,对消除热裂、缩孔、粘砂等缺陷起着重要作用,但如果数目太多,又受到结构所限,造型麻烦,增加了清理工作量,同时又增加了流动阻力,因此选择两侧对浇,每侧4个内浇道较好。
2.浇注系统类型的选择
浇注系统主要有三种形式,第一种是封闭式浇注系统,即F直>F横>F内,此类型浇注系统内浇道截面最小,在浇注时整个浇注系统很快流入金属液,流入内浇道的速度是由整个浇注系统的金属压头所决定的,故流速较大,液态金属流入型腔易发生喷射现象,液体产生飞溅、氧化和卷入气体。第二种是开放式浇注系统,即F直<F横<F内,这种浇注系统内浇道截面最大,金属液流入时速度最小,流动平稳,冲击较小,同时也不易产生飞溅、氧化和卷入气体,但这种浇注系统除渣能力很差,铸件易产生夹渣缺陷。第三种是半封闭式浇注系统,即F横>F直>F内,这种浇注系统横浇道截面最大。由于直浇道较小,横浇道较大,金属液流动平稳,且撇渣能力也较强。通过以上三种类型浇注系统的比较,采用半封闭式浇注系统较为理想,它既避免了封闭式浇注系统的喷射、氧化和卷入气体的缺点,又解决了开放式浇注系统撇渣能力差的不足,故选择半封闭式浇注系统。
3.浇注位置的选择
为保证导轨的质量,能使铁液沿着导轨纵向流入,选择在两侧浇注为好;为造成立柱的顺序凝固,内浇道应设在壁较厚处;另外,还不能妨碍铸件的收缩,以免产生裂纹和变形;内浇道的安放还要便于清理,这样就将内浇道设置在立柱两侧需机械加工面的厚壁处,立柱铸造工艺如图2所示。

图2 立柱铸造工艺
四、浇注系统尺寸的计算
因已选择了半封闭式浇注系统,所以初步将浇道面积比定为F内:F直:F横=1:1.2:1.4。立柱在铸型中的位置如图3所示。

图3 立柱在铸型中的位置
通过计算,内浇道总截面积为87cm2,两侧各放置4道,每个内浇道截面积约11cm2,取梯形截面尺寸为50/60mm×20mm;横浇道总截面积为61cm2,取梯形截面尺寸为70/90mm×75mm(因横浇道两侧分流,故计算时取1/2F内的面积);直浇道截面积为52.2cm2,取φ80mm圆形截面。
五、冒口位置、种类及尺寸的确定
1.冒口位置的确定
金属液流入型腔后,由于型壁的激冷作用,在型壁附近的金属液体具有很大的过冷度n(见图4),使之在型壁处产生大量的晶核,铸型表面金属的凝固产生了细晶区,同时伴随着体积的收缩,在凝固区液体的收缩就能从前沿液体中得到补充,伴随温度的降低,凝固从表层向内部发展,最后在铸件的较厚处或较高处易出现缩孔、缩松等缺陷。根据立柱的结构,将冒口放在两侧,共5个冒口(见图2)。
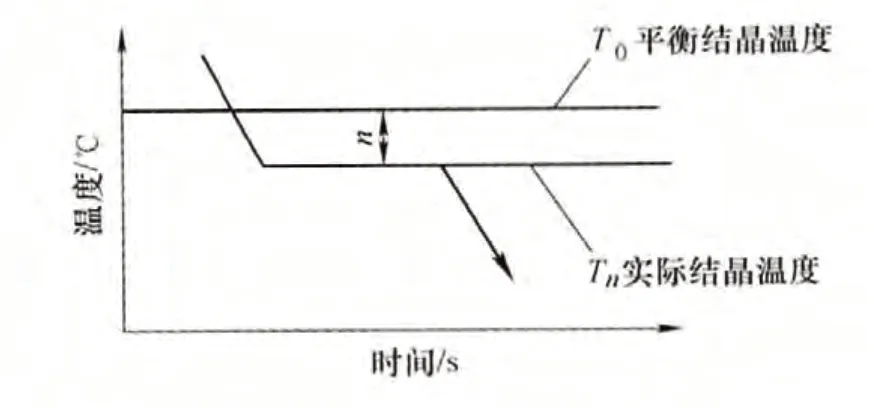
图4 热分析冷却曲线
2.冒口种类的选择
我们选用瓶形明冒口,因明冒口方便造型,又能通过冒口观察液面上升情况,不受砂箱高度的限制,同时又能起到排渣、出气的作用,但其保温性差,可采用高温铁液点补冒口和撒发热剂、保温剂等来提高冒口的补缩率。由于瓶形冒口在相同体积下表面积最小,因此散热慢,凝固时间就长,补缩效果也就越好。
3.冒口尺寸的确定
冒口的大小是根据被补缩部位的热节圆直径的大小来确定的,立柱的热节圆如图5所示。
据两侧拉筋孔处热节圆直径,又要考虑到冒口根部的断面宽度,确定为瓶形冒口,根部直径为φ80mm。

图5 立柱热节圆示意
六、工艺措施
(1)控制化学成分 此件材质为HT250,铸件目标化学成分为:wC=2.8%~3.1%,wSi=1.2%~1.4%,wMn=1.0%~1.2%,wp<0.1%,wS<0.1%。即达到了铸件的强度要求,又能在凝固时有较高的石墨化膨胀能力,减少铸件产生缩孔、缩松倾向的可能性,为生产合格铸件提供了前提条件。
(2)控制浇注温度 因我公司目前只有一个5t/h熔炼能力的冲天炉,前炉铁液存储量为2.5t,两个5t浇包,立柱需浇注近10t的铁液,要2h才能产出,而因前炉铁液存储量有限,先出炉的铁液需在炉外静置时间较长,如果铁液温降较多,就无法保证铸件质量。
为保证铁液温度,我们采取了图6所示的倒包浇注工艺,即一个浇包经两次出铁接满后保温静置,待第三次出铁前将第一个浇包中的铁液倒入第二个浇包中一半,第二个浇包温度低,铁液降温快,所以铁液一经倒入第二个浇包后,立即用第三次刚出炉的高温铁液将其补满后保温静置,第四次出铁再将第一个浇包补满静置,出净渣气后,待温度降至1310~1330℃时再浇注。经这样处理,两包铁液温度比较接近,就不易产生冷隔缺陷,也不会产生因一包铁液出炉时间过长,使温度降低而达不到工艺要求的情况,防止了铸件产生浇不足的可能性,因为铁液静置时间足够长,就大大减少了因浇注温度过高,金属的总收缩量增加,吸气增多,氧化严重,铸件容易产生缩孔、缩松、粘砂、气孔、粗晶等缺陷的机会,这一因生产能力不足而采取的无奈之举,不仅解决了不能生产较大吨位铸件的难题,更实现了在保证足够流动性的前提下尽量降低浇注温度,减少液态收缩,排净渣气,为获得优良铸件打下了较好的基础。

图6 倒包工艺
(3)控制铸型刚度 严格操作规程,在造型时严格要求,使每层填砂高度不许超过150mm,均匀舂实,使型砂紧实度均匀一致,保证铸件尺寸要求及外观质量。采用表干型铸造,铸型经表层烘干,使铸型表层水分减少,强度高,透气性好,可避免由湿型而引起的一些铸造缺陷如夹砂、气孔、冲砂、粘砂等,又比干型成本低且效率高。
(4)工艺方面 ①因此件采取的是顶注快浇工艺,铁液上升速度快,不容易氧化,铁液对型腔的烘烤时间短,减小涂层开裂、脱落的可能性,减少铸件夹渣等缺陷的产生;防止出现浇不足、冷隔缺陷;铸件各部的温度差小,防止裂纹发生;使型腔内气压增大,气体容易从铸型向外排出,铸件不容易产生气孔等孔洞类缺陷。②应用8个冷筋出气冒口,在浇注过程中起排气作用,浇注近结束时起一定的补缩液体的作用,在浇注结束后调节铸件中间部位的温度场,造成铸件在凝固过程中胀缩同步的条件,提高了两端冒口的补缩效率。③为保证铸件在需要补缩之前冒口有足够的高温铁液补缩,在浇注后不断用高温铁液点补冒口,既保证补缩通道的畅通,又保证了补缩量。
七、实践效果
25MN压力机是我公司的新产品,要求非常严格,所以既要保证铸件强度性能及外观尺寸、质量的要求,又要便于工人操作,采用半封闭式浇注系统、顶注快浇工艺、倒包浇注、冷筋出气冒口与明顶冒口结合应用等工艺,生产出的铸件经清理后外观平整光滑,无粘砂、砂眼等缺陷,经检验化学成分、力学性能、外观质量均达到了技术要求,铸件经超声波检测无缩孔、缩松、冷隔、裂纹等缺陷,加工后(见图7)也未发现任何铸造缺陷,在熔炼能力不足的情况下,成功铸造出高品质、高工艺出品率的合格大型铸件,证明工艺设计是成功的,实现了我公司在生产大型铸件上的技术突破。

图7 立柱加工后状态
猜你喜欢
铝加工(2022年4期)2022-11-24
铸造设备与工艺(2022年3期)2022-07-13
铸造设备与工艺(2021年4期)2021-10-17
中国临床医学影像杂志(2021年6期)2021-08-14
金属加工(热加工)(2020年3期)2020-05-13
TMR Modern Herbal Medicine(2020年2期)2020-05-07
中国铸造装备与技术(2017年2期)2017-06-01
铝加工(2017年1期)2017-03-07
上海金属(2016年3期)2016-11-23
大型铸锻件(2015年4期)2016-01-12
