
基于宏程序的孔系加工程序优化设计
2014-11-28 08:16袁永富刘存平肖善华熊福林
机械工程师 2014年6期
袁永富,刘存平,肖善华,熊福林
(1.宜宾职业技术学院 现代制造工程系,四川 宜宾 644003,2.宜宾市商业职业中等专业学校,四川 宜宾 644002)
0 引言
孔系的加工在生产中比较普遍,在企业不断追求降低成本的今天,在保证质量的前提下,如何提高零件加工的效率,是对加工程序编制主要要求之一。在一定的切削用量条件下,尽量缩短走刀路线,减少空行程,对提高孔系加工的效率极为重要。宏程序可使用变量进行程序的编制,并具有算术与逻辑运算功能,可比较不同走刀路线的长度,从而选择最短的路线进行编程,保证以最短的走刀路线进行加工,提高零件加工的效率。
1 孔系走刀路线长度计算数学模型的建立
在如图1 所示孔系中,左下角第一个孔在XY 平面内的坐标为(c,d),孔系共有n 行,m 列,每行对X 轴倾斜角度为α,每列对Y 轴倾斜角度为β(α,β取值有正负之分,逆时针为正,顺时针为负)。其两种主要走刀路线为:1)按行加工,一行一行地逐步加工完整个孔系,走刀路线如图2所示;2)按列加工,一列一列地逐步加工完整个孔系,走刀路线如图3 所示。设沿孔系的中心线孔距分别为a、b,则按行(列)加工时孔与孔之间走刀路线的总长度计算数学模型为:s行=(m-1)na+(n-1)b;s列=(n-1)mb+(m-1)a。
依据该数学模型,利用宏程序可比较两种方式走刀路线的长短,然后选择最短的走刀路线进行编程加工。
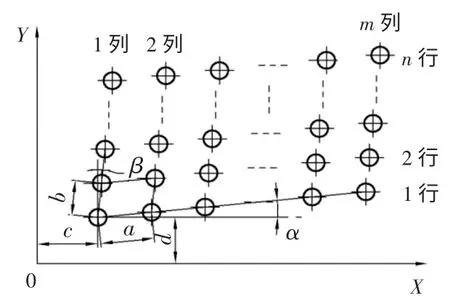
图1 孔系

图2 按行加工走刀路线
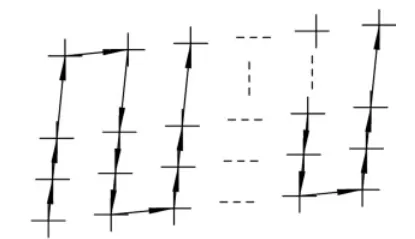
图3 按列加工走刀路线
2 孔系优化加工程序的设计
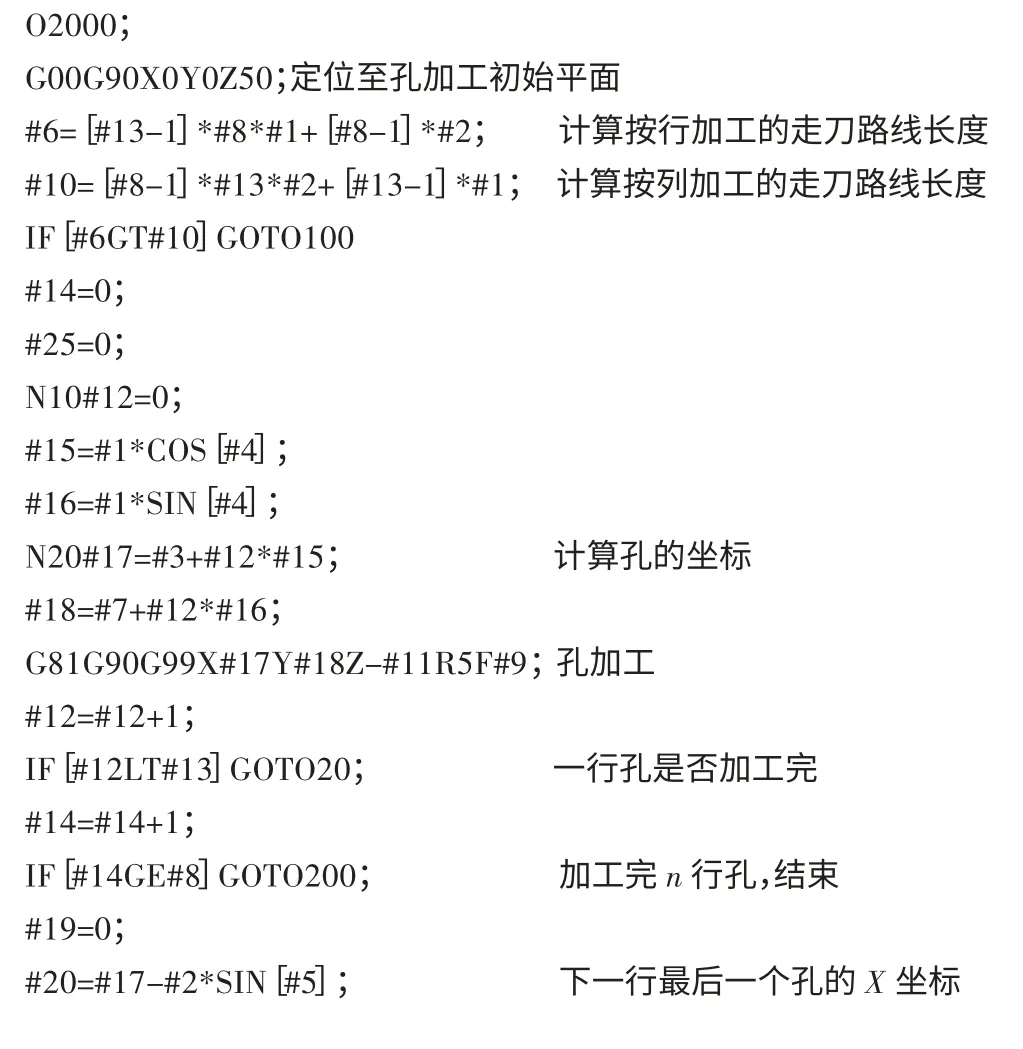
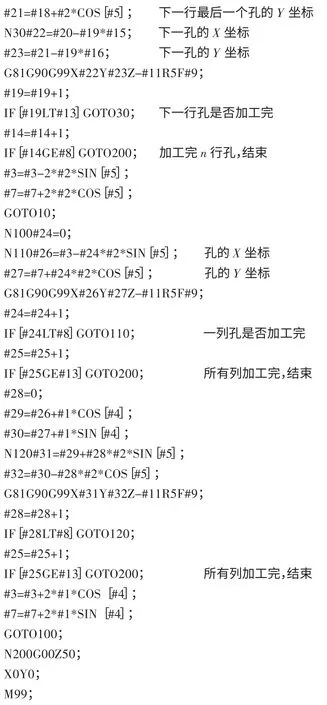
设孔深为h(只取正值),孔加工进给速度为f,编程坐标系设在孔系顶面。主程序中调用宏程序的指令为:G65P2000AaBbCcIαJβDdEnFfHhMm
宏程序如下:
3 结语
利用宏程序的算术及逻辑运算功能,能对不同工艺方案走刀路线的长度进行运算与比较,从而选择最短的走刀路线进行编程,实现对程序的优化,可提高零件加工的效率,降低制造的成本。
[1]袁周华,袁永富.数控机床操作实训[M].北京:中国农业出版社,2006.
[2]袁永富,熊福林.偏心轴零件的数控车削加工研究[J].煤矿机械,2009,30(8):126-128.
[3]袁永富,熊福林.基于最短走刀路线的数控加工程序优化设计[J].机床与液压,2010,38(12):33-38.
[4]胡俊平.宏指令在孔系加工中的应用[J].机械工程师,2010(1):91-92.
[5]韩全立,王宏颖.宏程序在数控编程中的应用技巧及编程实例[J].机床与液压,2010,38(12):35-38.
猜你喜欢
中国现代医生(2022年21期)2022-08-22
Chinese Physics B(2022年3期)2022-03-12
智能制造(2021年4期)2021-11-04
装备维修技术(2021年20期)2021-03-29
制造技术与机床(2017年11期)2017-12-18
河南科技(2016年11期)2016-11-11
小小说大世界(2016年9期)2016-05-14
深圳职业技术学院学报(2015年5期)2015-11-30
焊接(2015年9期)2015-07-18
