
圆柱斜齿轮滚轧成形工艺数值模拟*
2014-11-29 03:31李晓冬薛克敏
精密制造与自动化 2014年3期
乔 硕 孙 振 李晓冬 薛克敏
圆柱斜齿轮滚轧成形工艺数值模拟*
乔 硕 孙 振 李晓冬 薛克敏
(合肥工业大学材料科学与工程学院 合肥 230009)
对螺旋角为20°和30°的圆柱斜齿轮的滚轧成形工艺进行了研究。依据体积不变原理,在确定齿坯直径的基础上计算了滚轧轮齿顶圆直径、齿形尺寸等;利用有限元软件DEFORM-3D仿真分析了圆柱斜齿轮在滚轧成形过程中金属的流动规律和等效应变场。
斜齿轮 滚轧 数值模拟
圆柱斜齿轮是汽车及机械行业中应用极为广泛的传动零件。由于其形状较为复杂且存在一定的螺旋角,目前国内外生产该类型齿轮采用先粗锻制坯再切削加工齿形的方法。切削加工使得金属纤维组织切断,降低了齿轮强度且材料利用率低,能源和工时消耗大[1]。
齿轮的滚轧成形是利用齿轮啮合原理的一种成形工艺,可高效率、高精度、低消耗地成形机械零件的渐开线花键、各类齿形、油槽等。基于齿轮的滚轧成形工艺,利用有限元模拟软件DEFORM-3D对圆柱斜齿轮的滚轧过程进行研究,分析了成形时各因素的影响规律[2,3],齿轮参数见表1。
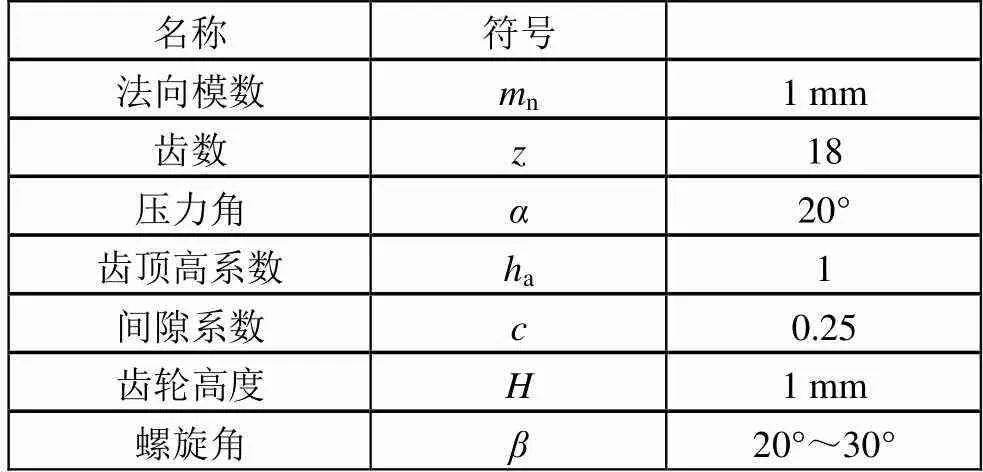
表1 影响成形的因素
1 理论计算
1.1 滚轧轮齿形的确定
要准确地在齿坯外圆进行分齿且轧制出的齿形接近标准齿形,轧轮的齿形参数(如齿顶圆直径、齿根圆直径、齿顶高、齿根高等)起决定性作用。由于在工艺设计时,滚轧齿轮锻件的尺寸已经确定,因此在设计轧轮齿形时,需根据齿轮锻件的尺寸来确定轧轮尺寸。
如图1所示,要轧制出合格的锻件,齿轮锻件的齿根高(+c)与齿顶高分别同轧轮的齿顶高和齿根高相等,且两者齿厚需满足:01=-02。式中,01为齿轮锻件上分度圆齿厚;02为轧轮上分度圆齿厚;为周节。
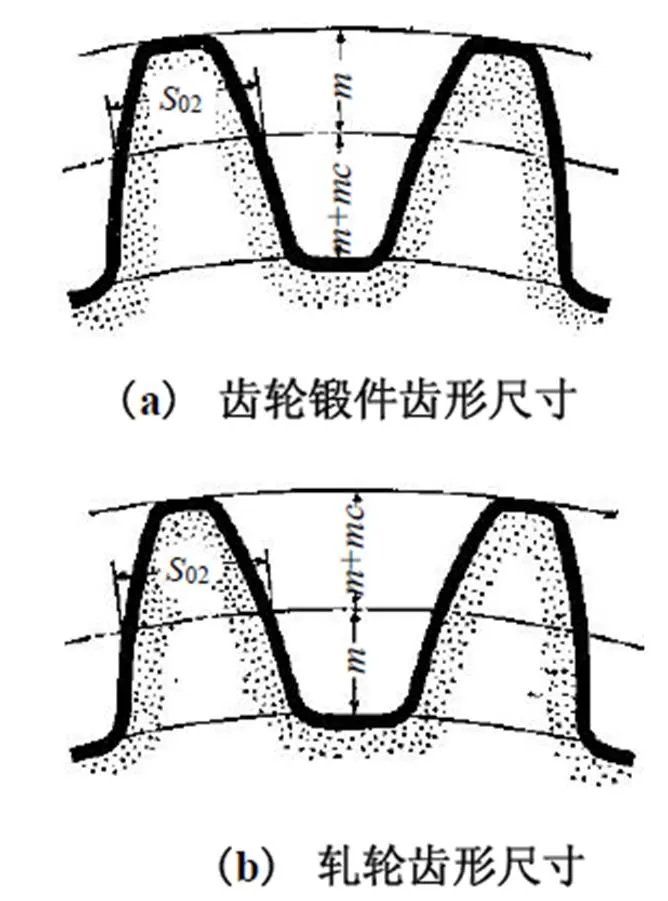
图1 齿轮锻件与轧轮齿形尺寸示意图
1.2 齿坯尺寸的确定
齿坯在滚轧过程中为局部成形,变形部分主要发生在齿形。由于滚轧轮做的是旋转与进给的复合运动,且轧轮齿形凹槽与齿坯存在一定的摩擦力,因此滚轧结束后所获得锻件不可能完全接近标准齿形,需要给锻件留有一定的机械加工余量,便于后续通过机械加工来保证齿轮件的精度。
为节省计算时间,将齿轮锻件厚度取为1 mm。由体积不变原则计算,得到螺旋角为20°和30°的斜齿轮滚轧件对应的坯料尺寸为:19 mm×1 mm,21 mm×1 mm。
1.3 滚轧轮尺寸的确定
滚轧轮齿数的选取需要综合考虑成型设备的相关参数,以便安装、拆卸方便。为了简化模型和计算方便,滚轧轮齿数暂取为36。
1.4 齿形尺寸的确定
圆柱斜齿轮在滚轧过程中,由于滚轧轮做进给与旋转的复合运动,齿坯上的金属反挤充填齿槽。因此在成形过程中需要对滚轧轮齿形采用公式进行相关计算[4],由表1可得:
滚轧齿轮锻件
齿顶高:=a×n=1 mm;
齿根高:+=1+0.25=1.25 mm;
滚轧轮
齿根高:=a×n=1 mm;
齿顶高:+=1+0.25=1.25 mm;
设在滚轧成形过程中滚轧齿轮锻件分度圆上圆弧齿厚为1,周节为,滚轧轮分度圆上圆弧齿厚为2,如图2所示。
S2=t-S1
1.5 齿顶圆尺寸的确定
由螺旋角为20°和30°的圆柱斜齿轮对应的齿坯直径分别为19 mm和21 mm,因此根据文献[5]有:
(1)对螺旋角为20°圆柱斜齿轮有

(2)对螺旋角为30°圆柱斜齿轮有
2 圆柱斜齿轮滚轧过程有限元仿真
2.1 有限元模型的建立
利用DEFORM-3D有限元软件对斜齿轮滚轧过程进行数值模拟[6]。坯料选用20CrMnTi,采用刚塑性有限元法将模具视为刚性体,齿坯视为塑性体,成形温度为20℃。划分网格时,由于变形部分主要集中在齿坯周边,故对该部分进行局部网格细化,细化比例为10:1。两滚轧轮进给速度为=0.3 mm/s,旋转速度为=40 r/s。
2.2 圆柱斜齿轮滚轧成形过程分析
2.2.1 滚轧成形分析
图3所示为螺旋角20°圆柱斜齿轮滚轧成形效果图[7]。

图3 斜齿轮滚轧成形过程图
2.2.2 滚轧成形等效应变场分析
圆柱斜齿轮在滚轧过程中,随着滚轧轮的不断旋转与进给,发生变形的区域逐渐增大,如图4所示。当滚轧轮的进给量达到25%时,除了齿数分度正确,轮齿已初步成形,此时发生应变的区域主要集中在齿形。随着进给量的逐渐增大,齿形产生的等效应变也逐渐增大,当进给量达到100%时,轮齿完全成形,此时等效应变沿着齿廓均匀分布。从整个成形过程可以看出,等效在齿廓处累积变形量最大,而由齿廓向齿形内部逐渐减小[8]。

图4 圆柱斜齿轮滚轧过程等效应变场
3 结语
通过对螺旋角为20°和30°的圆柱斜齿轮滚轧成形工艺进行的数值模拟,得到如下结论:
(1)在确定齿坯直径的基础上,计算了滚轧轮齿顶圆直径和齿形凹槽相应尺寸。通过滚轧过程的有限元模拟分析,得到了良好的材料流动和等效应变场。
(2)圆柱斜齿轮在滚轧过程中,由于滚轧轮齿形对齿坯施加的摩擦力作用,导致齿形金属充填齿腔存在速度差异,这在后续的成形过程中会形成折叠。另外,这种速度的差异也与金属是否存在加工硬化有关。
[1] 吴昊,伍万斌,薛克敏.圆柱斜齿轮闭式温锻数值拟[J].合肥工业大学学报,2008,31(1):96-99.
[2] 韩凤磷.渐开线花键冷滚轧工艺及设备研究[D].秦皇岛:燕山大学硕士学位论文,2005.
[3] 张梦寅.渐开线花键轴向进给冷滚轧轧轮的设计[J].锻压技术,1991,16(5):35-36.
[4] 傅则绍.微分几何与齿轮啮合原理[M].东营:石油大学出版社出版社,1999.
[5] 张光裕.渐开线花键冷滚挤成形[J].制造技术与机床,2003(1):58-61.
[6] Reimund Neugebauer,Dirk Klug,Udo Hellfritzsch. Description of the interactions during gear rolling as a basis for a method for the prognosis of the attainable quality[J].Prod. Eng. Res. Devel. (2007) 1:253–257.
[7] 孙桓,陈作模.机械原理[M].北京:高等教育出版社,1999.
[8] 刘建生,陈慧琴,郭晓霞.金属塑性加工有限元模拟技术与应用[M].北京:冶金工业出版社,2003.
编号:2011CXCY090
*大学生创新实验计划项目
猜你喜欢
金属热处理(2022年7期)2022-11-16
中国水运(2022年4期)2022-04-27
中国应急管理科学(2022年1期)2022-04-18
一重技术(2021年5期)2022-01-18
建材发展导向(2021年13期)2021-07-28
昆钢科技(2021年1期)2021-04-13
西安交通大学学报(2021年1期)2021-02-01
看世界·学术下半月(2020年6期)2020-09-10
大型铸锻件(2020年3期)2020-05-18
科学与财富(2018年19期)2018-08-20
