
基于多色集合理论的螺栓装配工艺建模方法
2014-12-02 01:15刘晓卫
计算机集成制造系统 2014年8期
王 崴,马 跃,徐 浩,刘晓卫
(空军工程大学 防空反导学院,陕西 西安 710051)
0 引言
螺栓是机械结构中最常用的连接方式,螺栓的装配质量直接影响装备的总体性能。现代制造业为了提高批量螺栓的装配质量,已经从传统的检测实物质量转移到如今的对装配工艺的设计和控制。
工程上将影响螺栓装配质量的工艺因素分为设备、材料、操作者、工艺方法和环境(Machine,Material,Man,Method and Environment,4M1E)[1]5个相互独立的因素。因此,螺栓装配工艺设计包括拧紧设备和装配材料的选取、操作人员的选配、工艺方法的施加和装配环境的控制5个不同方面。国内外学者对螺栓装配工艺开展了大量研究工作:日本学者Tatsumi等[2]通过试验对扭矩法、扭矩转角法、伸长量控制法等拧紧方式进行对比分析,得到了各种拧紧方式的优缺点及其适用场合;奥克兰大学的Nassar等[3]和日本学者Fukuoka等[4]采取解析结合实验的方法研究了螺栓和被连接件的材料、尺寸、结合面粗糙度、介质等因素对螺栓连接预紧力、压力分布等指标的影响,以及拧紧顺序、拧紧速度、预紧批次等工艺方法和装配环境对螺栓连接性能与性能保持性的影响规律;陈海平等[5]运用有限元仿真软件作为技术手段,通过构建高精度的螺栓连接有限元模型来仿真研究工艺对装配质量的影响。然而,以上成果主要是研究某一工艺因素对螺栓连接的某个性能指标的影响规律,缺少多因素复合作用对螺栓连接的综合性能指标的研究,对将由仿真、实验和质量检测获取的数据信息反馈于装配工艺设计建模方面的研究也较少。由于螺栓装配工艺涉及因素很多,因素间相互作用,对装配质量的影响规律十分复杂,普通建模工具无法对工艺设计过程进行信息化建模。工艺设计时若考虑因素不全,螺栓的装配质量将达不到性能设计指标。因此,需要有一种新的信息建模语言,将复杂的装配工艺因素简洁、清楚地表述出来,以便于工艺设计人员综合考虑工艺信息,设计出满足装配连接质量的合格工艺。
俄罗斯学者巴甫洛夫(V·V·Pavlov)[6]提出的多色集合理论是一种新的系统理论和信息处理工具。本文将其运用于螺栓装配工艺设计建模中,首先建立工艺因素对装配质量影响的层次关系模型;然后构建工艺因素、属性及装配质量的多色集合信息模型,并提出利用多色集合模型进行工艺设计的方法;最后通过发动机缸体连接螺栓组的装配实例,对多色集合理论在螺栓装配工艺建模方面的应用进行验证。
1 螺栓装配工艺分析
1.1 螺栓装配工艺对装配质量的影响
螺栓的装配质量取决于装配的工艺过程,装配质量的评定标准较多,本文选取螺栓组的装配精度、预紧力离散度、连接强度和连接刚度作为装配质量的衡量指标。装配工艺施加过程中,装配质量的检测和工艺过程的控制会产生许多检测数据,如各质量指标的检测、拧紧设备状态、工艺成本和工位耗时等。对这些检测数据进行数学处理,如数理统计或结合支持向量机(Support Vector Machine,SVM)、神经网络等算法,可以得到各主要工艺因素(4M1E)及其属性。不仅如此,将处理后的数据信息反馈到螺栓装配工艺设计的各个阶段,可以提高工艺设计和装配质量的一致性。工艺设计一般划分为目标设计、初步设计、详细设计和工艺方案四个阶段,各个阶段的设计内容以及装配质量和工艺过程中产生的数据对装配工艺设计的反馈支持关系框图如图1所示。
1.2 螺栓装配工艺因素层次模型

螺栓装配工艺因素包括拧紧设备、装配人员、装配材料、装配环境和工艺方法5类相互独立的因素(4M1E),即工艺设计的主要内容。这5 类因素又包括多种子项,具有一定的层次结构性,子工艺因素具备各自的属性。本文通过对因素的分类分层分析,构建了工艺因素的层次结构模型,如图2所示。
图2中螺栓装配工艺因素及其属性层次结构模型的第一层为4M1E层,为装配工艺设计的5类相互独立因素;第二层和第三层为4M1E 的子结构层,是对4M1E 层的细化分类;第四层是各子因素的属性层,各工艺因素对装配质量评定指标的影响有一定规律,用“好、中、差”等定性语言和通过统计分析得到的权重等定量语言来表示工艺因素对质量的影响规律,即因素的属性层;第五层为对属性归类后的4M1E属性层,反映了影响装配质量的工艺因素的总体属性;最后一层为装配质量评定指标层,在此指将装配连接的精度等级、预紧力离散度、连接强度和连接刚度作为装配质量的评定指标。
以工艺方法为例,说明工艺因素对装配质量的影响:螺栓在拧紧过程中,由于粗糙结合面、螺纹牙特殊结构的存在,以及螺栓组中各螺栓间的弹性相互作用,施加力和最终螺栓上形成的预紧力存在较大的离散型和非线性,工艺方法不同导致装配质量也不同。工艺方法包括螺栓组的拧紧顺序,力施加的分步情况,力、转角和伸长量大小,预紧速度等,其中力矩、转角和伸长量的大小对连接刚度的影响较大,拧紧顺序、速度和分步情况关系着预紧力的离散度。

分析了螺栓装配工艺设计对装配质量的影响,进而分析了反馈数据对工艺设计的支持;建立起螺栓装配工艺因素(4M1E)及其属性的层次关系模型,反映了螺栓装配工艺因素(4M1E)具有层次结构性,为进一步的多色集合信息化建模提供了依据。
2 基于多色集合的螺栓装配工艺设计
2.1 多色集合理论
多色集合理论是一种新的信息数学建模工具,该理论方法的思想核心是使用相同的数学模型仿真不同的对象,描绘元素间的复杂层次结构关系,运用集合层和逻辑层组织和处理信息,其在问题的形式化研究方面具有明显的优势[7]。
多色集合一般由6 个成分组成,表示为如下形式:

式中:A=(a1,a2,…,ai,…,an)表示集合元素;F(a)表示多色集合元素的个人颜色;F(A)=(F1,F2,…,Fj,…,Fm)表示多色集合的统一颜色;A×F(a)和A×F(A)分别表示多色集合所有元素的个人着色和统一着色,用布尔矩阵表示;A×A(F)表示多色集合统一颜色存在的所有体的元素组成,有析取和合取两种运算法则,用布尔矩阵表示。
在运用多色集合分析处理问题时,上述六部分不一定都要考虑,视处理问题需要进行取舍[8]。
2.2 螺栓装配工艺因素多色集合模型的构建
要想建立装配工艺因素的多色集合模型,就必须对装配质量的评定指标和工艺因素进行信息语言的表述。本文选取工艺因素(4M1E)为集合的元素,因素属性为集合元素的个人颜色,装配质量为集合的统一颜色。
2.2.1 集合元素信息表示
螺栓装配的工艺因素(4M1E)为集合的元素,包括拧紧设备、装配人员、装配材料、装配环境和工艺方法5类,分别用a1,a2,a3,a4,a5表示,则元素集合A表示为

2.2.2 元素属性信息表示
多色集合的个人颜色即为各工艺因素的属性,即图2的4M1E属性层。不同的拧紧方式对应不同的拧紧设备,设备反映了不同拧紧方式对装配质量的影响,设备属性又分为设备类型属性、装配能力属性和设备状态属性,分别用a11,a12,a13表示;装配人员属性用a2表示;装配材料即螺栓,有材料属性、尺寸属性和强度属性,分别用a31,a32,a33表示;装配环境主要为温度,即温度属性,用a4表示;工艺方法主要有装配顺序、拧紧速度、分步情况、力矩大小、转角大小和伸长量5种因素,每种因素又包括子项,为建模方便,工艺方法属性即包括装配顺序属性、拧紧速度属性、分步属性、力矩属性、转角属性和伸长量属性,分别用a51,a52,a53,a54,a55,a56表示,则集合的个人颜色,即元素属性信息F(a)表示为

2.2.3 装配质量信息表示
螺栓装配质量选取精度等级、预紧力离散度、连接强度和连接刚度作为评定指标。精度等级反映了螺纹连接的精度和配合情况;预紧力离散度反映了对螺栓预紧力的控制能力和装配质量的稳定性;连接强度反映了装配连接的抵抗破坏能力;连接刚度指结合面抵御变形的能力,能够反映连接结构的动力学性能。装配质量的评定指标为集合的统一颜色,精度等级、预紧力离散度、连接强度和连接刚度分别用F1,F2,F3,F4表示,则集合统一颜色表示为

2.3 工艺因素及装配质量多色集合模型
元素、个人颜色和统一颜色规定以后,利用多色集合理论对图2中因素、属性和装配质量之间的复杂关系进行建模。构建元素和个人颜色的多色集合布尔矩阵时,若元素ai∈F(a),则cij=1,否则cij=0,则元素及其颜色的多色集合布尔矩阵表示为

布尔矩阵中第i行表示元素ai的个人着色,如最后一行(00000000111111)表示工艺方法a5的个人颜色有拧紧顺序、拧紧速度、分步情况、力矩大小、转角大小和伸长量大小。
同理,元素和统一颜色的布尔矩阵表示为

集合元素和统一颜色布尔矩阵中,第i行表示集合元素ai,第j列表示集合统一颜色Fj,如第一列[1 1 1 0 0]T表示影响集合统一F1(颜色精度等级)的元素有a1(拧紧设备)、a2(装配人员)和a3(装配材料)。
个人颜色和统一颜色的多色集合布尔矩阵表示为
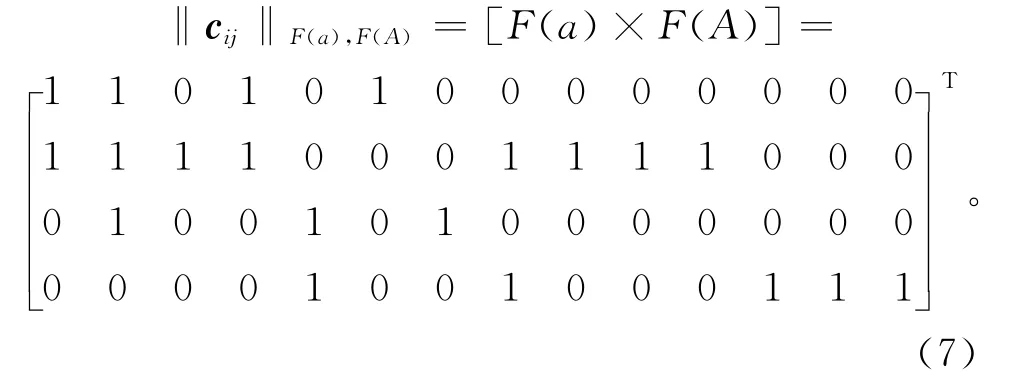
矩阵中第i行表示元素的第i个个人颜色,第j列表示集合的第j个统一颜色,如矩阵第三列[0100101000000]T表示多色集合的个人颜色设备装配能力属性F(a12)、材料属性F(a31)、强度属性F(a33)能够影响集合统一颜色连接强度F3。
2.4 螺栓装配工艺设计
构建螺栓装配工艺因素、因素属性和装配质量层次结构模型的多色集合模型,用布尔矩阵表示工艺因素、因素属性和装配质量间的映射关系。由于某些质量指标的实现需要多个工艺因素的共同作用,而另一些质量指标则可由多个工艺因素实现,布尔矩阵无法对其进行表示,因此需要借助工艺因素的映射模型和多色图模型来辅助表示。装配工艺设计的运算采取多色集合特有的合取和析取运算法则,需要多个因素共同作用的采取合取运算,质量指标对应多个方案的采取析取运算,具体运算法参考文献[9]。工艺设计人员根据多色集合布尔矩阵模型,借助映射模型和多色图的辅助表示,根据因素间的围道约束和质量要求,即可运用集合的合取与析取运算法则对螺栓装配工艺进行设计,具体过程见案例分析。通常,满足某一质量要求的工艺方案有多种,这时结合遗传算法、模糊评价等数学工具可以对满足要求的工艺进行优化,寻求工艺成本低、装配效率高、装配质量好的拧紧工艺,设计流程如图3所示。

3 案例分析
发动机由活塞、曲轴、气缸盖和气缸体等部分组成,不同部分由螺栓组进行连接,螺栓连接的质量直接影响发动机的总体性能。本文选取气缸盖和气缸体之间的螺栓组作为分析对象,该螺栓组由10根六角头螺栓构成,呈双排矩形均匀分布。通过对该螺栓组装配工艺因素和质量要求进行分析,建立其多色集合模型,通过围道约束和布尔矩阵运算法则,对该螺栓组的装配工艺进行设计。
3.1 缸体连接螺栓组装配质量信息表示
装配质量评定标准由精度等级、预紧力离散度,连接强度和连接刚度四项构成,对每一项指标进行分级,用于装配质量优劣的评定。其中:
精度等级的划分参照GB/T3103.1-1982分为A 级(公差小、高精密)、B 级(精密、常拆卸)和C 级(普通);
预紧力离散度ε一般介于5%~25%[10-11],根据工程实验数据的统计分析,本文将其划分为四个等级,其分级情况为

其中离散度等级Ⅰ级最小,对螺栓预紧力控制能力最强,结合面性能的稳定性和均匀性最好,Ⅱ级、Ⅲ级和Ⅳ级性能依次降低;
连接强度反映了弹体连接部位抵抗破坏的能力,缸体连接强度介于800 MPa~1 200 MPa[11],将其以800 MPa,900 MPa,1 000 MPa,1 200 MPa为节点划分为四个等级,分别称为强度Ⅰ级、强度Ⅱ级、强度Ⅲ级、强度Ⅳ级,强度依次增加;
连接刚度会影响发动机运行时的振动模态,刚度不足易造成颤振,工程上对刚度没有标准的层级划分规定,发动机缸体连接螺栓组的刚度一般介于106N·m~107N·m 之间,对刚度的等级划分采用对刚度取常用对数后保留一位小数的方法,具体划分为

例如,螺栓连接刚度要求达到5×106N·m,取常用对数后可知,刚度应达到6.6级。
3.2 缸体连接螺栓组工艺因素多色集合模型构建
在缸体螺栓组装配过程中,装配环境相对稳定,拧紧过程使用自动拧紧,无需人员手工操作,因此考虑4M1E时仅考虑拧紧设备、装配材料和工艺方法三个因素。拧紧设备的选取取决于拧紧方法选择,目前达到工业应用级的拧紧设备有扭矩法用设备、T-θ法用设备和伸长量控制法用设备;被连接件恒定,装配材料仅考虑螺栓,其尺寸为M12,材料为合金钢,装配车间有M12*105-8.8-C,M12*105-9.8-B,M12*105-10.9-B,M12*105-12.9-A 四种型号螺栓可供选用;工艺方法中,拧紧顺序分为顺序拧紧、对角拧紧和同时拧紧;由于分步到3次以后,其对预紧力离散度影响不大[12],因此仅选取1步、2步和3步;受限于拧紧设备的功能,速度不作变量考虑;其中拧紧力矩和拧紧转角分别对连接体刚度的影响关系如图4所示。

通过仿真计算和实验[11]可得,采用扭矩法、扭矩转角法(90N·m+X°)和预拉伸法时,达到6.0级、6.3级、6.6级和6.8级刚度对应的扭矩、转角和伸长量期望值的对应情况,如表1所示。

表1 刚度等级与参变量对应值
构建缸体连接螺栓组装配质量及工艺因素的多色集合映射模型,F1~F15为集合统一颜色,f1~f25为集合个人颜色,“·”表示个人颜色fi与统一颜色Fj之间存在映射关系,空格表示不存在映射关系。采用多色图对缸体装配质量对应的冗余因素属性和组合因素属性进行描述,其中:节点表示因素属性,箭头表示组合方向。缸体连接螺栓组装配质量及工艺因素的映射模型和多色图如图5所示。
多色图中,虚线表示达到某个质量指标有多种途径,对应个人颜色的析取运算,如达到刚度等级6.8级对应析取运算f17∨f21∨f25;实线表示某质量指标需几个因素共同作用才能完成,对应个人颜色的合取运算,如达到离散度Ⅱ级对应合取运算(f2∧f10∧f13)和(f3∧f9∧f12),即达到离散度Ⅱ级时,有两种拧紧方案可供选择:①采用扭矩-转角法,按同时拧紧顺序分三步进行拧紧;②采用伸长量控制法,按对角拧紧顺序分二步进行拧紧。
3.3 缸体连接螺栓组装配工艺设计建模过程
已知缸体连接螺栓组装配连接的质量要求为:精度等级B 级;离散度达到Ⅱ级以上;强度等级达到Ⅲ级;刚度等级达到6.3级。对其进行工艺设计步骤如下:
步骤1 对装配质量进行数字建模,得到装配质量指标的布尔矩阵

步骤2 根据图5所示装配质量及工艺因素的多色集合映射图和多色图,由析取和合取运算法则得到满足F(T)的四种运算方案,具体如下:

以方案A 为例,其运算过程为:

满足质量要求。
步骤3 根据各工艺的成本、效率和可操作性,对满足装配质量的四种工艺方案进行评价筛选,得到最优装配工艺。
步骤4 根据元素及其个人颜色着色关系,将个人颜色还原成元素,即影响装配质量的工艺因素(4M1E),以B方案为例,则其工艺规划为:
应用扭矩—转角法拧紧设备,按同时拧紧的顺序对型号为M12*105-9.8-B的螺栓先施加90N·m 的扭矩,再分3次拧紧150°,每次旋转50°。
4 结束语
本文通过对影响螺栓装配质量的工艺因素(4M1E)及其属性进行分析,建立了其层次关系模型,并运用多色集合理论对其进行了信息化建模,提出根据多色集合模型、映射图和多色图进行工艺设计的方法。由发动机缸体连接螺栓组装配工艺设计的实例得到:螺栓装配工艺因素具有一定的层次结构性,装配过程中的检测及仿真等数据信息对工艺设计具有反馈指导意义;多色集合理论简洁、直观的特点,能克服传统的集合论在复杂信息建模方面的不足,将其应用到螺栓装配工艺设计过程,可以很好地反映工艺因素及其属性的复杂关系。

本文主要研究了运用多色集合理论对螺栓装配工艺设计进行建模的方法,其信息模型便于在计算机中表示,为进一步与遗传算法、模糊评价等数学工具相结合,对螺栓装配工艺进行优化设计做好了铺垫。
[1]TONG Shurong,XU Xianlong.Relationships network model of factors influencing manufacturing quality based on polychromatic sets[J].Computer Integrated Manufacturing Systems,2009,15(7):1292-1298(in Chinese).[同淑荣,徐显龙.基于多色集合理论的制造质量影响因素关系网模型[J].计算机集成制造系统,2009,15(7):1292-1298].
[2]TATSUMI M,YUTAKA F,SHINAGAWA,et al.Method and appratus for tightening bolts:USA,US6954682B2[P].2005-11.
[3]NASSAR A S,YANG Xianjie.A mathematical model for vibration-induced loosening of preloaded threaded fasteners[J].Transactions of the ASME,2009,131(4):021009-021021.
[4]FUKUOKA T.Finite Element simulation of bolt-up process of pipe flange connections with spiral wound gasket[J].Transactions of the ASME,2003,125(11):371-377.
[5]CHEN Haiping,ZENG Pan,FANG Gang,et al.Load distribution of bolted joint[J].Journal of Mechanical Engineering,2010,46(9):171-178(in Chinese).[陈海平,曾 攀,方 刚,等.螺纹副承载的分布规律[J].机械工程学报,2010,46(9):171-178.]
[6]PAVLOV V V,LI Zongbin,DAI Wendi.Simulation based on the polychromatic sets for assembly sequence of products[J].Journal of Xi'an Jiaotong University,2001,35(11):1208-1210(in Chinese).[维·维·巴甫洛夫,李宗斌,戴文娣.基于多色集合的产品装配序列仿真[J].西安交通大学学报,2001,35(11):1208-1210.]
[7]LI Zongbin,GAO Xinqin,ZHAO Liping.Information modeling and optimization techniques based on polychromatic sets[M].Beijing:Science Press,2010(in Chinese).[李宗斌,高新勤,赵丽萍.基于多色集合理论的信息建模与优化技术[M].北京:科学出版社,2010.]
[8]CHEN Peng,LI Zongbin,YANG Xiaochun,et al.Stamping process planning of automobile panels by using modeling technology[J].Computer Integrated Manufacturing Systems,2010,11(16):2435-2442(in Chinese).[陈 鹏,李宗斌,杨晓春,等.汽车覆盖件冲压工艺规划建模技术[J].计算机集成制造系统,2010,11(16):2435-2442.]
[9]CHEN Chengjun,YANG Guoqing,CHANG Dongfang,et al.Assembly connection design orienting to sealing performance of joint surface[J].Journal of Xi'an Jiaotong University,2012,46(3):75-83(in Chinese).[陈成军,杨国庆,常东方,等.面向结合面密封性能要求的装配连接工艺设计[J].西安交通大学学报,2012,46(3):75-83.]
[10]ZHU Zhengde,LIN Hu.Quality evaluation of assembly process using Torque-angle tightening method[J].Lightweight Vehicle Technology,2004(9):26-30(in Chinese).[朱正德,林 湖.扭矩-转角法拧紧工艺条件下的装配质量评价[J].轻型汽车技术,2004(9):26-30.]
[11]ZHENG Jinsong.Experimental study of the engine cylinder bolt tightening process[D].Shanghai:Shanghai Jiaotong University,2008(in Chinese).[郑劲松.发动机缸盖螺栓拧紧工艺研究[D].上海:上海交通大学,2008.]
[12]MA Yue,WANG Wei,XU Hao,et al.The research of boltup process based on ANSYS[J].Modular Machine Tool and Manufacturing Technique,2013(6):106-109(in Chinese).[马跃,王 崴,徐 浩,等.基于ANSYS分析的螺栓组拧紧工艺研究[J].组合机床与自动化加工技术,2013(6):106-109.]
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
中学生数理化(高中版.高考理化)(2020年11期)2020-12-14
四川建筑(2020年1期)2020-07-21
减速顶与调速技术(2018年1期)2018-11-13
电子制作(2018年17期)2018-09-28
通信电源技术(2018年5期)2018-08-23
少儿科学周刊·儿童版(2015年11期)2015-12-17
现代防御技术(2014年6期)2014-02-28
汽车与新动力(2013年5期)2013-03-11
