
汽轮机本体综合升级改造及其节能效果研究
2014-12-11 13:28刘中祥
江苏科技信息 2014年20期
刘中祥
(江苏淮阴发电有限责任公司,江苏淮安 223001)
0 引言
自然界中能够产生能量的资源称为能源,电力工业是能源转化的工业,在传统电站中,汽轮机扮演了能源转化的一个环节,将锅炉产生的热能转化为机械能,输送给发电机来产生电能。水蒸汽是锅炉产生热能的载体,也是汽轮机工作的工质。水蒸汽通过汽轮机调门的分配,进入汽轮机喷嘴、动(静)叶中膨胀做功。就汽轮机本体而言,主要组成部分有汽缸、喷嘴、转子和动(静)叶(见图1)。
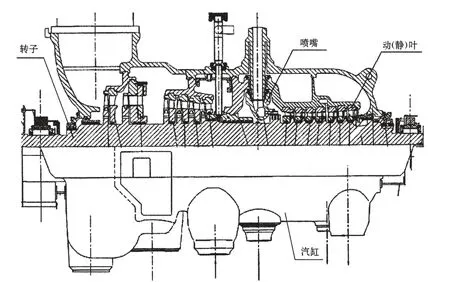
图1 汽轮机结构
目前国内火力发电厂中,汽轮机本体的升级改造主要是汽轮机高压喷嘴的优化选型以及本体汽封的型式改变、径向间隙调整。下面以淮阴电厂汽轮机本体升级改造为例来分析喷嘴、汽封改造的应用。
淮阴电厂#3、4 汽轮机为哈尔滨汽轮机厂生产的高中压合缸、单轴、中间一次再热的抽汽凝汽型汽轮机,单机容量330MW。
1 喷嘴优化改造
淮阴电厂#3、4 机组由于制造、安装、长期运行等方面原因,汽轮机存在调节级实际效率远低于设计的问题。热力性能试验结果表明额定工况下实测效率仅有40%~50%,远低于设计值64%~72%。调节级效率过低导致高压缸效率显著降低,影响机组出力。
1.1 现运行的汽轮机调节及存在的主要问题
(1)运行一段时间后,喷嘴汽道存在不同程度的磨损,出汽边尤为严重。此外,在设计方面,调节级设计汽封齿数少,仅有2 道,间隙大,一方面增加了蒸汽的泄漏量,另一方面,泄漏的蒸汽以不正确的方向进入调节级动叶,对主要工作蒸汽的流向产生一定程度的干扰。
(2)汽轮机喷嘴组设计流通面积偏大,计算后其流通能力远大于配套锅炉的最大连续蒸发量。当汽轮机在高真空或低负荷工况下运行时,由于喷嘴组的流通面积过大,若提高主汽压力则调门开度需要降低,增加了节流损失,若降低主汽压力使得调门开度增大,则蒸汽参数降低,汽轮机循环效率下降。
因此汽轮机长期处于偏离设计效率最高点运行,汽轮机整体效率达不到理想点。这也是300MW 汽轮机普遍存在的现象,汽轮机通流部分节能仍有较大的空间。
1.2 应对措施
(1)优化喷嘴组叶片型及子午面收缩型线。汽轮机喷嘴组汽道型线设计制造相对粗糙,通过优化喷嘴组叶片型线,改善调节级动、静叶片的汽动载荷分布,减少叶栅通道的二次流损失(见图2)。通过优化子午面收缩型线及通道收缩比,降低静叶通道前段的负荷,减少叶栅的二次流损失(见图3)。
国内市场:据协会监测的24个省份数据显示,中国磷酸二铵批发价格周环比总体稳定,局部涨跌互现。其中,河南、湖北、新疆3省价格分别上涨67.5元/吨、29.7元/吨、6.3元/吨;山西、甘肃两省价格分别下跌78.7元/吨、50元/吨。中国磷酸二铵零售价格周环比持稳,局部价格上涨。其中,安徽、河南、湖北3省价格分别上涨50元/吨、10元/吨、25元/吨;山西、四川、甘肃3省价格分别下跌 98元/吨、16.7元/吨、50元/吨。
(2)减少级间的漏汽量。通过增加叶顶汽封齿的数量,由原先的2 道增加到4 道,同时减少径向间隙,能够降低漏入汽缸内的蒸汽量。在喷嘴组水平中分面上增加门型密封键,减少喷嘴组中分面处弧段间的漏汽损失。
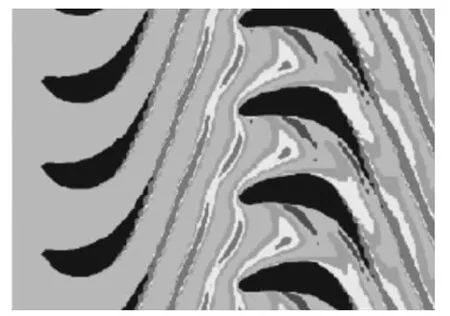
图2 喷嘴组叶片型线优化
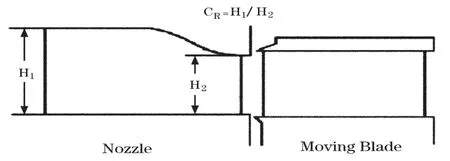
图3 喷嘴组叶片子午面型线优化
(3)适当缩小喷嘴组出口面积。适当缩小喷嘴组出口面积,减少调门的节流损失,能够显著提高机组效率。配备锅炉最大连续蒸发量,设计合理的喷嘴组流通面积,即可确保机组出力,又可以提高机组的整体经济性。
2 汽封改造
汽轮机是将蒸汽的热能转变为机械能的一种机械,蒸汽进入汽轮机喷嘴后,在随后的叶片间做功,以喷射动力和膨胀做功推动汽轮机转子旋转,将热能完全转化为机械能。汽轮机内叶片有动叶和静叶之分,无论是动叶还是静叶,其旋转与静止部分都存在一定的间隙,汽封的作用就是安装在这间隙内,用来减少未做功蒸汽漏入下一级腔室内。汽封根据安装位置不同,可分为通流部分汽封、隔板汽封、轴端汽封。反动式汽轮机还装有高、中压平衡环汽封和低压平衡环汽封。
传统的汽封为传统的迷宫式汽封、采用高低齿迷宫式结构,利用许多次依次排列的汽封齿与轴之间的间隙,形成蒸汽腔室,使高压蒸汽在这些汽室中依次节流降低压力,达到减少蒸泄漏的目的(见图4)。传统迷宫式汽封的优点是技术成熟、成本低廉,安装方便、应用广泛。其缺点是间隙运行中不可调,启停期间易发生摩擦。
淮阴电厂#3、4 汽轮机原设计的汽封均为传统迷宫式汽封,在多年使用后已老化,汽轮机多次启停导致汽封的径向间隙增大。在#3 汽轮机在大修时,还发现高压进汽平衡环处2 道汽封倾倒,严重影响了机组的经济性。
目前新型汽封有很多,应用也有很多。常用的新型汽封有:布莱登汽封;蜂窝汽封;刷式汽封;侧齿汽封。其优劣性各有不同。

图4 传统汽封
2.1 布莱登汽封
布莱登汽封取消了传统汽封背部的板弹簧,在汽封弧段端面间安装四支螺旋弹簧,并且在每一个汽封弧段的背部进汽侧中间位置铣出一个进汽槽,以让上游来的蒸汽进入汽封弧段背面,为保证汽封在关闭、打开的过程中不出现卡塞现象,增大了汽封弧块“脖颈”与汽封槽道处的间隙(见图5)。

图5 自由状态下的布莱登汽封
布莱登汽封的设计理念以传统梳齿型汽封为基础,因此仍然保留了传统汽封可靠性高的特点,主要是取消了传统汽封背弧的板弹簧,而在原汽封块与汽封块之间增加了螺旋弹簧,汽封块受到端面弹簧力作用,在机组启动过临界转速时,由于蒸汽的压力还不足以使汽封块闭合,此时汽封块的运行间隙较大,保证了汽封块不会与转子发生碰磨,而过临界转速后,随着蒸汽参数和流量的逐步升高,设计计算约在3%流量时汽封块将逐渐开始闭合,直至30%流量时才会完全闭合,从而保证了机组启动过程中的安全性,大大减少了转子与汽封发生碰磨后发生振动导致停机盘车的情况。

图6 压力分布图
2.2 蜂窝汽封
WZFW-蜂窝式汽封是由哈斯特镍基耐高温合金防锈金属薄板(Hastelloy-x)制成像蜜蜂巢一样的正六边形孔状结构。采用真空钎焊技术将蜂窝孔带焊接在汽封环母体上而形成FW-蜂窝式密封(见图7)。
蜂窝汽封有以下几个特点,(1)由于蜂窝式密封的特殊结构模式和质地软的特性,蜂窝式密封不会伤及所接触的轴径表面,对轴起到良好的保护作用。(2)正是由于蜂窝带的较软特性,蜂窝式密封的安装间隙可以取原标准间隙的下限,密封间隙小,密封效果佳。(3)蜂窝式密封的蜂窝带对应的是轴上的凸台,是转子直径较大处,即使碰擦也不会造成大轴弯曲变形,因而安全性能极佳。

图7 WZFW-蜂窝式汽封
2.3 刷式汽封
刷式汽封脱胎于航空发动机技术,1955 年GE 公司在J-47航空发动机中进行了刷封试验。刷式汽封由前面板、背板和夹在2 者之间的高密度高温合金丝组成的刷丝组成,刷丝是特种高温金属,可承受的线速度超过305m/s,耐温可达690℃以上。刷毛在汽流作用下产生各种流动(紊流)状态消耗了汽(气)体的能量,降低了汽(气)体的温度和压力,从而减少了汽(气)体的泄漏量。刷丝沿转子的旋转方向有一定倾角,能适应转子的瞬间偏心而灵活快速地退让。刷封基本是一种接触式汽封,理论上可以做到零间隙甚至负间隙密封(见图8)。
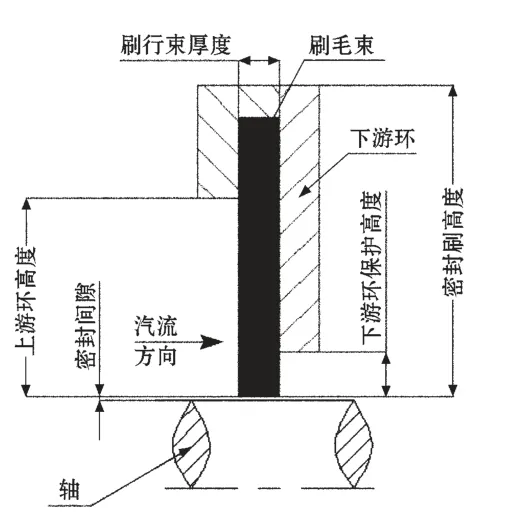
图8 刷式密封的结构
在汽封使用方面,各已使用刷式汽封的电厂仍有一个顾虑,由于刷式汽封是接触式汽封且刷丝较硬,可能会对汽轮机转子带来非正常磨损,而73C 型汽轮机转子的表面却并未喷涂硬质涂层,且硬质涂层工艺复杂,一旦脱落对机组的安全运行将会造成威胁,因此相对而言,目前刷式汽封在国内电厂300MW 汽轮机上使用相对较少。
2.4 侧齿汽封
蒸汽汽流通过侧齿汽封的密封齿进入腔室形成强烈的漩涡,大部分动能转化为热能,被腔室中的汽流吸收而升温,焓值不变,只有小部分动能仍以余速进入下一间隙,腔室越大,密封效果越好。由于流体通过迷宫缝口,会因惯性的影响而产生收缩,流束截面变小,流束因此而产生能量消耗,同样宽度的缝隙,缝口的形状越尖,流过的流体越少。流体沿流道的沿程摩阻和局部摩阻构成摩阻效应,一般是:流道长、拐弯急、齿顶尖时,阻力大,压差损失显著,泄漏量减小,流道表面越粗糙,密封效果越好。
由于侧齿汽封是在传统梳齿汽封中演变过来,它只是在原梳齿汽封的轴向增加了长短不一的侧齿,且这个侧齿是与汽封一体加工,通过数控车床车出来,所以在机组正常运行中可不用担心汽轮机侧齿汽封损坏或脱落。
长期以来,各种不同型式的汽封在汽轮中的应用实践表明:(1)如何用用好或改造好现有的汽封系统是一个系统工程;(2)合适的密封间隙是汽封系统安全、经济运行的关键;(3)选择适用的汽封型式必须综合考虑机组运行的安全性和经济性;(4)汽封系统应用效果的评价应综合分析各种影响因素。
尽管对各种新型汽封的优点显著,均取得了良好的改造业绩,但仍需以汽轮机安全为主要方面,尽可能的发挥出新型汽封的长处。对于布莱登汽封,其优秀的随机组转速自动调整径向间隙的性能是压力较大处汽封的首选,但其弹簧长期在高温下不可能一直保持稳定的工作性能,极有可能失效导致停机时弹簧未做调整导致汽封齿倾倒,因此不可完全改用此类汽封。而蜂窝汽封做为新型汽封中应用最为广泛的汽封之一,其在较大间隙下也能保持良好的密封性能是汽轮机中低压部分汽封的首选。
因此,淮阴电厂确定了#3、4 机组通流部分汽封改造以高中压平衡环汽封改为布莱登汽封、低压部分改为封窝汽封,以设计低限值为基准调整各汽封的间隙,3 方面相结合的汽封改造模式。
3 改造过程中的关注点
喷嘴优化改造,是以在制造单位装配为主,改造现场安装调整间隙为辅。大量工作集中在制造单位,喷嘴室的运输、喷嘴的拆装及安装后处理均是较为耗时的工序,而在改造现场的工作是喷嘴室的吊装和喷嘴叶顶、叶根阻汽片间隙的调整,工作量相对较少。因此,喷嘴优化改造的关注点集中在改造前期准备和组装过程监督上。
汽封改造的实施过程全部在改造现场,因此改造过程监督、验收均是值得关注的地方。在汽封改造的安装过程中,验收新配汽封的质量后,需先核对各汽封的位置及安装标准,确认无误后清理汽封体滑道,在安装汽封前一定要把铁锈清理干净,可用钢丝刷和砂纸把铁锈清除,锈蚀严重的要用角磨机清理。
试装汽封块背弧颈宽:在不装弹簧的情况下,将蜂窝汽封块放于汽封体沟槽内,应能自由滑动。绝不允许将装配过紧的汽封块强行打入汽封体槽内。
试弹簧弹力:将弹簧与蜂窝汽封合装在一起放入滑道,用手将汽封块压下,松手后又能很快复位,并能听到清脆的“嗒”声即好。弹簧弹力不足时,必须更换弹簧片。切不要采用将弹簧片用手弯曲以图恢复其弹性的方法。试装完毕后,检查汽封梳齿有无轻微弯曲,如有则用平口钳子扳直。
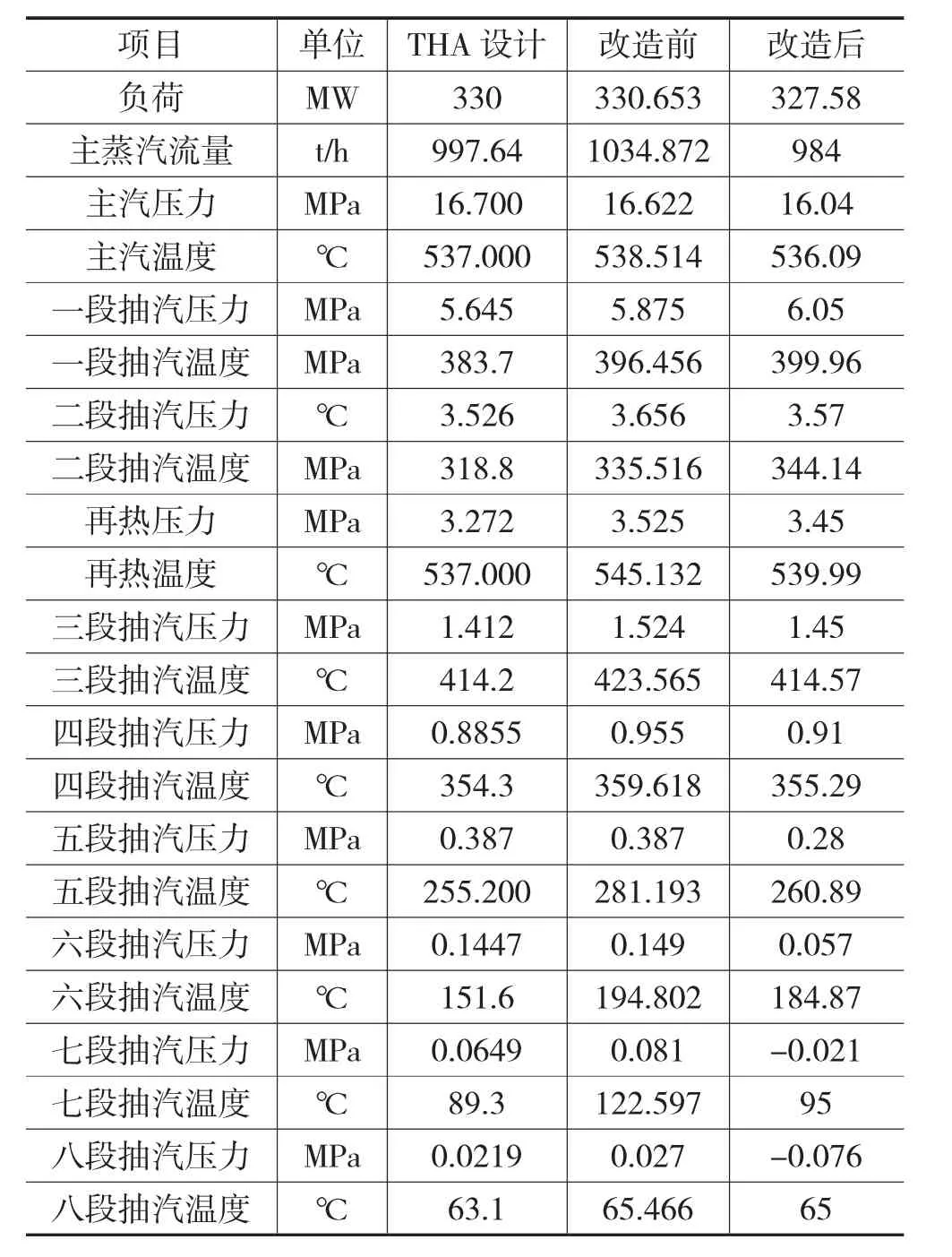
表1 #4 汽轮机改造前后通流各级监视段试验值与设计值的对比
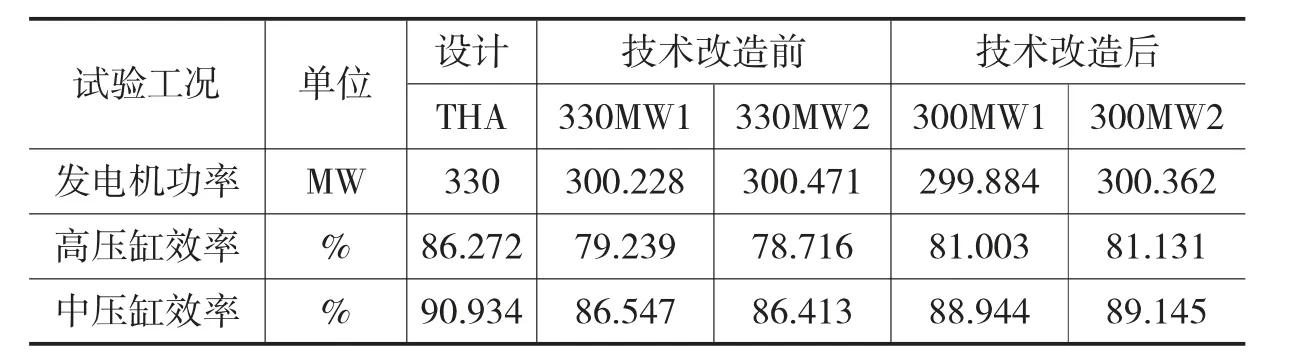
表2 #3 汽轮机改造前后汽缸效率与设计值的对比
汽封安装后,用传统贴胶布法和压铅丝法2 种方案来验收径向间隙。用贴胶布法时,需注意胶布不可超过3 层,否则检测精度将降低。汽封安装调整过程中,应遵循的一个准则是:各处间隙一定要符合间隙标准,并且一定要平滑过渡。
若无论怎样增加垫片,径向间隙没有变化。产生这种现象的原因有可能是:(1)汽封套变形,汽封环上的背弧抵住了汽封套;(2)膨胀间隙是正值时上下半汽封环同时压径向间隙(这个方法是错误的),那么所得径向间隙就大于实际值。
若膨胀间隙大于标准值。产生这种现象的原因有可能是:(1)每段汽封块两端间隙调整不均;(2)汽封块径向间隙大,可适当减小。
4 改造效果
汽轮机本体喷嘴、汽封改造后,现出的效果主要集中在各监视段的温度、压力等参数的变化上,具体衡量以供电煤耗的增减量为主(见表1)。
从改造后的运行参数来看,汽轮机本体升级改造效果明显,在相近负荷下,改造后主汽流量降低、各抽汽级温度均有下降。可见汽轮机的效率有较大提升。
从另一方面来看,淮阴电厂#3 汽轮机喷嘴、汽封改造后的机组性能试验得到的参数均比改造前更贴近设计值。
热耗情况:额定工况下,2 个试验工况修正后的热耗率平均值为8177.270 kJ/(kW·h),与综合升级改造前试验经修正后的热耗率8246.853kJ/(kW·h)相比较,降低69.583 kJ/(kW·h),折算降低供电煤耗约2.9g/(kW·h)。
高、中压缸缸效:在300MW 工况下,2 次试验测得的高压缸效率分别为81.003%和81.131%,平均值为81.067%,比改造前提高2.089%;实测中压缸效率分别为89.751%和89.145%,平均值为89.045%,比改造前提高2.565%(见表2)。
经济效益:本次#4A 级检修中综合升级改造项目完成,从机组启动后的各项指标来看,取得了一定的经济效益。就汽轮机侧指标而言,改造后汽轮机热耗为8177.27kj/(kW·h),比改造前下降69.583kj/(kW·h),约降低供电煤耗2.8g/(kW·h)。年降低生产成本约330.6 万元,经济效益可观。
5 结语
汽轮机本体部分的喷嘴、汽封优化升级改造,在国内传统电站中都取得了良好的经济效益。300MW 暨汽轮机做为当前国内主力机型,在优化升级改造后得到经济利益的同时,还降低了环境污染,是值得推广的先进技术。在新一代汽轮机的研发中,新型喷嘴、汽封都有应用。合理使用新型技术将改变已服役机组的状态,使其焕发出新的活力,更好地响应节能减排政策。
猜你喜欢
小资CHIC!ELEGANCE(2022年2期)2022-01-11
机械工程师(2020年8期)2020-09-08
航空发动机(2020年3期)2020-07-24
数学物理学报(2020年2期)2020-06-02
广西电力(2016年4期)2016-07-10
广西电力(2016年4期)2016-07-10
工业设计(2016年4期)2016-05-04
机电信息(2014年12期)2014-02-27
河南科技(2014年24期)2014-02-27
河南科技(2014年11期)2014-02-27
