
谈管线在线带压焊接
2014-12-25 01:49陈代双李良伦王礼梅
设备管理与维修 2014年10期
陈代双李良伦 王礼梅 黄 斌
(重庆长发石油天然气安装工程有限责任公司 重庆)
管线是炼化装置的重要组成部分,因管线内输送的介质不断流动,以及腐蚀、冲刷、振动等因素的影响,异径管段上改变方向的弯头及三通处以及管道的焊缝上经常会发生泄漏。当发生泄漏而管线不能单独停运,又无法使用带压堵漏时,为了装置不停产,采取对穿孔薄弱区域外加套管的全包容在线带压焊接方式进行处理。
一、管线在线带压焊接的要求
管线在线带压焊接是对正在使用的管线进行施焊,要求焊缝牢固,焊接后保证管线内介质不会从焊接处泄漏,保证母管线焊接处壁厚能承受管内介质压力。管线在线带压焊接需要确定几个参数。
1.最小壁厚
作为正在使用中的管线,管内有各种介质,具有一定压力,管线要有一定壁厚才能承受相应压力,可以通过公式δ最小=PD/2[σ]t计算最小需要的管线壁厚。式中P是介质压力,D为管线直径,[σ]t是管线材料的屈服应力。
2.管线焊接的熔池深度
熔池深度是指焊接时管线管壁熔化的深度,可以通过公式H=Km×I计算,式中H熔池深度,Km系数,I为焊接电流。系数Km与焊条直径、焊接电流、焊接速度和焊接层数4个焊接工艺参数有关,为了达到管线在线带压焊接的要求,可以确定参数如下:
焊条,为防止烧穿和减小溶池深度,第一层选直径2.5 mm焊条。焊接电流,第一层控制在75~100 A,本例选择80 A。焊接速度,适中。焊接层数,3层。取Km=2 mm/100 A,则H=1.6 mm。
3.管线实际壁厚及在线带压焊接的富裕量
管线在线带压焊接的焊接处实际壁厚可用超声波测厚仪测出,取在整个环行上测量的最小值为管线实际壁厚δ0,管线带压焊接的富裕量δ=管线实际壁厚δ0-熔池深度H-δ最小,当δ>0时,该管线可以进行在线带压焊接。
二、套筒堵漏的方式
套筒堵漏法一般采用直径较泄漏母管直径大50 mm的一直管段,两端加封头制成一筒体,将此筒体打孔、剖开,安装阀门引流,让筒体包住泄漏母管,然后进行焊接。根据母管泄漏点的大小和母管泄漏附近壁厚的不同,可分为纵剖套筒和横剖套筒两种。
1.纵剖套筒
如图1,在筒体两封头的中心部位开孔,开孔直径大于泄漏母管直径3~5 mm;将筒体沿长度方向对称剖开,在其中的一半上开孔安装阀门(保证泄漏介质能顺利地排除而不影响施焊)。补漏时,将筒体的两部分对扣在泄漏点处,阀门打开,使泄漏点处介质自阀门出口喷出,焊接筒体及筒体与母管结合部位,焊牢后关闭阀门。纵剖套筒多适用于泄漏缺陷为细长的裂纹且泄漏点附近母管管壁偏薄的情况。
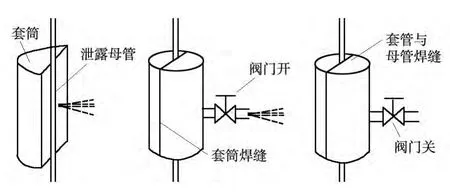
图1 纵剖套筒
2.横剖套筒
与纵剖套筒不同之处是将筒体中部开孔后沿径向剖开,在筒体封头上安装阀门,使用方法如图2。
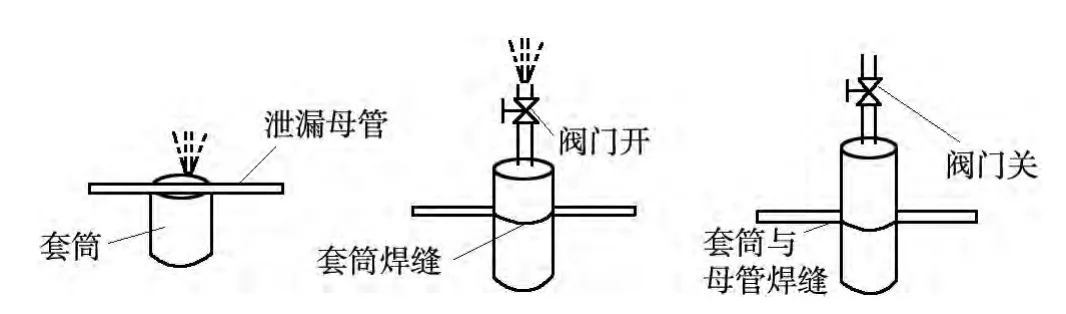
图2 横剖套筒
套筒堵漏法适用于159 mm以下各类管道的点状、裂纹泄漏,焊接时电弧不加热泄漏区域,操作性好,适应性强,不会造成泄漏点因焊接加热时出现扩张。
三、施工作业及风险控制
1.施工作业
(1)清楚掌握管线内的介质种类、性质、温度和压力等级,压力越高,焊接难度越大;了解管道的周围环境。泄漏的介质不能为易燃、易爆及有毒、有害物品;观察泄漏管道周围是否存在输送易燃、易爆及有毒、有害介质的管道,如果存在,焊接时必须小心谨慎;了解管道所处的空间位置,如高空、地沟、墙角。高空应该注意是否有挂安全带的位置,遇到意外能否顺利回到地面、脱离现场;在施焊时能否避开管道中喷出的水;地沟则应观察是否可以打开1 m×2 m的天窗,有利于通风和逃生。
(2)根据现场情况(泄漏的位置、泄漏点的大小及长度、母管的壁厚、焊接位置及焊接难易程度等)选择相应的套筒方式。
(3)焊接位置必须先进行超声波测厚,经过计算后根据测定的壁厚确定能进行施焊的位置,从而预制套管的长度。
(4)引流管和套管材料必须与母管相同,焊接材料与母管焊接材料相同。焊接前对材料的焊接性进行评估,同时要充分考虑设备内的介质参数对焊接性的影响,最大程度上保证今后的操作安全。对于淬硬倾向大、易产生裂纹的材料不易使用带压焊接。
(5)焊接时应该根据现场选择焊接方式,尽量采用平焊和横焊,由此降低焊接难度,提高焊接质量;如不可避免地采用全位置焊接,应选用实际操作经验丰富的焊工进行焊接。
(6)焊接工艺参数必需严格控制。焊接电源采用直流、交流均可,一般采用直流正接法;焊接电流根据介质不同而有所不同。焊接蒸汽、空气等气体压力介质时,电流较平时焊接母材时高10~20 A;焊接管内介质为水等液体管材时,电流较平时焊接母材时高10~25 A;
焊接层数为多层单道焊,通常为3层,即打底、填充、盖面各一层。打底采用直径2.5 mm的焊条,保证能焊透。填充采用和打底一样的焊材和电流,但运条时,焊条在纵向移动时还应该横向摆动,摆动幅度超过打底焊缝的宽度。盖面时可以采用直径3.2 mm的焊条,盖面宽度超过坡口2~3 mm,运条速度和摆动速度应该均匀,从而形成整齐、美观的焊缝。
2.风险控制
(1)施焊人员必须取得焊工操作资质,持证上岗。
(2)动火作业人员必须严格办理动火作业票,并对相关操作要求清楚明了,并严格执行。
(3)介质为有毒、有害或者易燃易爆品时,应加强防护和现场监测,防止泄漏。
(4)动火施工人员要站在焊接部位的上风向,并佩戴空气呼吸器或长管呼吸器,以防不测。
(5)对可能出现的险情应充分估计,并熟悉相应的应急处置措施。
(6)监护人员必须责任心强,技术水平高,熟悉现场情况及各项安全注意事项,严格监督各项安全措施实施到位,对突发险情能及时正确处理。
(7)在高温高压的管道及对其他泄漏点施焊中,要考虑现场环境布局问题,假如空间狭窄,必须搭造安全通道。在泄漏部位加套管焊接操作中出现突发事件时,焊工及监护人员应迅速从可靠的安全通道逃生。焊工必须做好防烫伤、防触电等安全措施。
四、效果
套筒堵漏法相比直接补焊、铆焊、螺栓补焊法,具有更强的操作性和可靠性且方法简单、安全。套筒堵漏法已经在天然气净化装置的水、蒸汽、空气等不同场合下进行了运用,并取得成功。有效减少了装置、设备停运带来的损失。
套筒堵漏法对管道稳定性影响最小,焊接电弧不直接加热泄漏点,可操作性强,安全可靠性较高。套筒堵漏采用的钢材和焊接材料,必须根据泄漏部件的工作温度和工作压力进行强度核算,以保证其工作性能。在线堵漏工作是在非正常工作情况下采用的特殊焊接措施且需要避免停产,不能与正常情况下的焊接相提并论,如焊接条件、焊接规范、焊接质量等。例如,由于受汽水影响,焊接质量不能保证长期运行使用时,应加强对焊接堵漏工件的监督检查工作,并利用设备停运机会进行彻底处理或更换。套筒堵漏法在天然气净化装置中已发挥了很大作用。
猜你喜欢
核科学与工程(2021年4期)2022-01-12
新商务周刊(2019年10期)2019-12-21
商品与质量(2019年38期)2019-04-18
设备管理与维修(2018年23期)2018-12-20
汽车实用技术(2016年1期)2016-12-24
中国新通信(2016年13期)2016-08-12
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
资源节约与环保(2016年12期)2016-02-15
焊接(2015年11期)2015-07-18
