
不锈钢板平直度综合控制的技术研究与应用
2014-12-31 11:08姚春荣罗永欣
机械工程与自动化 2014年5期
姚春荣,罗永欣
(南通中集罐式储运设备制造有限公司,江苏 南通 226300)
0 引言
罐式集装箱一般由箱体框架和承受内部压力的压力容器罐体组成,多用于有毒有害、易燃易爆、腐蚀性的液态、气态和固态粉末状散货物的运输。与传统的铁桶包装、散装船和铁路槽车相比,真正实现了装箱地到卸料地无中间环节的直达,将污染、物流消耗以及漏损降低到最低[1]。正是由于罐式集装的特殊用途,所以对于其制造原材料的要求也比较苛刻,首先必须具有良好的耐腐蚀性,其次还需要具备很高的强度和良好的韧性,即需要有良好的焊接性能,便于封头与罐体的焊接;除此之外,还需要有良好的平直度和较高的表面质量[2]。平直度是衡量钢板内部参与应力分布的重要因素,直接影响到封头焊接处的残余应力分布。不锈钢原板表面厚度分布是否均匀,会对表面涂层的均匀性造成影响,直接影响其耐腐蚀性能,进而影响罐式集装箱的使用寿命。基于此,如何提高罐式集装箱用不锈钢板的平直度就成为一个亟待解决的问题。
1 罐式集装箱用不锈钢板平直度综合控制模型的建立
根据相关文献[3],对于六辊轧机而言,在罐式集装箱用不锈钢板的生产过程中,影响带钢出口平直度的主要因素有:①轧制工艺参数,主要包括机架的入口张力设定值、出口张力设定值、入口厚度、出口厚度、轧制压力设定值;②轧辊辊型参数,主要包括工作辊、中间辊、支撑辊的辊型曲线分布。然而对于一个特定的轧制过程而言,各轧辊的辊型曲线一般不会发生变化,这样对于某一规格的不锈钢板,在其出、入口厚度已知的情况下,其板面平直度分布就仅仅只与出入口张力设定值、轧制压力设定值和辊系参数有关,这样结合辊系的弹性变形模型和金属的塑性变形模型就可以建立罐式集装箱用不锈钢板的平直度综合控制模型。
1.1 以平直度为目标的轧制工艺参数优化模型建立
由金属变形模型可知,在六辊轧机的轧制过程中,用于表征成品带材平直度的前张力横向分布值和出口厚度横向分布值可用式(1)来表示:

其中:j为条元数;σj为前张力横向分布值;h1j为六辊轧机出口带材厚度横向分布值;B为带材宽度;T0,T1分别为前、后张力设定值;h0j为六辊轧机入口带材厚度横向分布值;Lj为来料板形值;P为轧制压力设定值;Sm,Sw分别为中间辊、工作辊弯辊力;δ为中间辊窜动量:ΔDwj为工作辊原始辊型分布值;ΔDmj为中间辊原始辊型分布值;ΔDbj为支撑辊辊型分布值;σ0j为后张力横向分布值。
由上述可知,对一个特定的轧制过程而言,在来料带材参数如h0j、Lj以及辊系参数和辊型参数皆已知的情况下,用于表征成品带材平直度的前张力横向分布值σj只与轧制压力以及前、后张力设定值有关,可表示为:

这就是说,通过优化轧制工艺参数可以改善成品带钢的平直度。本文以出口平直度最佳为目标函数对轧制工艺参数进行优化,目标函数如式(3)所示:

目标函数值越小,罐式集装箱用不锈钢的平直度就越好。另外,为了同时加强对带钢出口表面质量的控制,优化过程中需要对划痕以及热划伤等加以控制,这样以平直度为目标的轧制工艺参数优化模型可表示为:
其中:λ为划痕综合判断指标;λ*为临界划痕综合判断指标;φ为划伤指数;φ*为临界划伤指数。
对于这样一个简单的单目标寻优问题,运用鲍威尔法很快就能求得最优解。
1.2 平直度综合控制模型的建立
对于六辊轧机的某一特定轧制过程而言,需要同时对轧制工艺参数进行优化。但是,如果对3个变量同时进行优化求解,会导致计算时间长,很难满足现场应用的要求。而且六辊轧机的辊系弹性变形计算模型本身计算次数就很大,因此,本文拟采用分别优化然后再综合的策略,对轧制工艺参数和张力制度循环进行计算,直到轧制工艺参数不发生变化为止。此时的轧制工艺参数即为使得板面平直度最佳的优化参数。罐式集装箱用不锈钢板平直度综合控制计算流程如图1所示。
2 罐式集装箱用不锈钢板平直度控制技术的应用
为了提高罐式集装箱的耐腐蚀性,改善封头处的残余应力分布,从改善不锈钢原板内部应力分布和厚度分布入手,与不锈钢供应商合作,将本文所述相关技术用于六辊轧机的制造现场,使机组板形质量大幅提高,板形不良改判率由改造前的0.165%降低到了0.122 5%。并对优化后的产品进行涂层操作,经过大量的现场跟踪与统计,由于平直度引起的涂层分布不均进而产生横纹缺陷的概率明显降低,缺陷率由原来的0.084%下降到0.035%,带来了较大的经济效益。目前,本文所述相关技术已被用于指导现场生产。
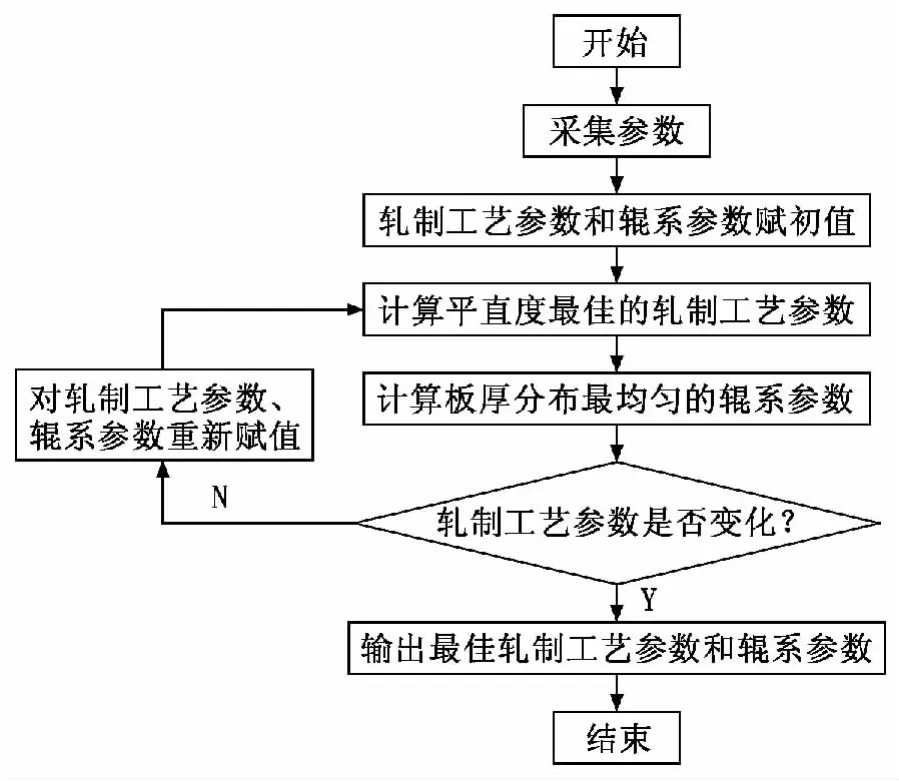
图1 罐式集装箱用不锈钢板平直度综合控制计算流程
3 结论
针对罐式集装箱对不锈钢原板板形及表面涂层质量要求苛刻的问题,本文从提高原板平直度和板厚分布的角度入手,以出口平直度最佳为目标,对轧制工艺参数进行优化,建立了一套罐式集装箱用不锈钢平直度综合控制技术,并应用于现场,极大地改善了钢板的平直度,提高了表面涂层的均匀性,延长了集装箱的使用寿命,给企业带来了较大的经济效益。
[1] 张建良.罐式集装箱的市场前景[J].集装箱化,2006(5):6-8.
[2] 杨兵,蒋凤如.罐式集装箱应力腐蚀及其防护措施[J].集装箱化,2013(3):23-26.
[3] 白振华.平整轧制工艺模型[M].北京:中国冶金出版社,2010.
猜你喜欢
湖北农机化(2021年7期)2021-12-07
中文信息(2020年8期)2020-09-12
中国建筑金属结构(2018年6期)2018-08-31
中国特种设备安全(2018年12期)2018-03-15
上海金属(2015年6期)2015-11-29
云南电力技术(2015年2期)2015-08-23
自动化仪表(2015年5期)2015-06-15
汽车维修与保养(2015年6期)2015-04-17
质量技术监督研究(2015年1期)2015-04-09
专用汽车(2015年7期)2015-03-01
