
入塔气预热器的结构、焊后热处理及水压试验程序
2015-01-03 03:52王英德杨连红肖志会王强李玉杰
化工装备技术 2015年1期
王英德杨连红 肖志会 王强 李玉杰
(中航黎明锦西化工机械(集团)有限责任公司设计研究院)
入塔气预热器的结构、焊后热处理及水压试验程序
王英德*杨连红 肖志会 王强 李玉杰
(中航黎明锦西化工机械(集团)有限责任公司设计研究院)
介绍了鲁奇低压法合成甲醇装置中入塔气预热器的结构、焊后热处理及其水压试验程序,对类似设备的设计、制造具有一定的参考价值。
浮头式换热器 热处理 水压试验 焊接 压力容器
入塔气预热器是宁夏某化工有限责任公司鲁奇低压法合成甲醇装置中合成工段的关键设备。该预热器由中航黎明锦西化工机械(集团)有限公司于2010年制造。其结构及制造过程中的焊后热处理和水压试验程序比较复杂,需进行两次部件热处理及多次局部热处理,设备的水压试验需分四次进行。设备的主要设计条件及参数见表1。本文将介绍该预热器结构、焊后热处理及水压试验等问题。
1 设备的结构特点
该设备为立式特殊结构浮头式换热器,设备的总高为17.82 m。管箱、筒体、封头材料均为06Cr19Ni10,浮动端球封头材料为06Cr19Ni10;固定及浮动端管板材料为S30408Ⅳ级锻件;与固定端管板连接的上数第一节壳程筒体材料为06Cr19Ni10,厚度68 mm;壳程其它节筒体及下封头的材料为Q345R(正火)。
与浮动端球封头连接的接管上连有一个5波的膨胀节。该膨胀节设计压力pd=0.7 MPa,水压试验压力pt=-1.12 MPa,设计温度280℃,需要满足的轴向补偿量30 mm,膨胀节最大外径≤600 mm,膨胀节要求循环次数10 000次,膨胀节材料为06Cr19Ni10,膨胀节采用多层结构,膨胀节总长L=700 mm(不含由于配作组对及水压试验用的预留段长度)。膨胀节与浮动端球封头上接管及与底部平盖的连接部位应考虑加强。由膨胀节制造厂家根据以上设计条件进行膨胀节的设计计算及制造,并确保膨胀节的强度和使用性能。
2 设备的焊后热处理工艺
根据设计图纸要求,该设备壳程需进行焊后热处理(不锈钢除外)。因此,根据设备的制造工艺制定了如下的焊后热处理方案:(a)壳程筒体(件15,如图1、图2所示)焊后入炉进行热处理;(b)壳程下段(含件9筒体、件3下封头)、与下封头连接的锻管(件4)、接管(件3)和壳程筒体上的管口N3接管法兰部件入炉进行焊后热处理;(c)件2与件3连接环缝、裙座与下封头焊缝、D口接管D类焊缝、吊耳与筒体焊缝以及件15筒体与件16筒体焊缝等5处需要进行焊后局部热处理。其中吊耳与筒体焊缝需要进行局部热处理,其原因是考虑吊耳与筒体焊接后会引起筒体塌陷而使管束装入困难,故而确定在管束装入后组焊吊耳。件15筒体与件16筒体焊缝为异种钢焊缝,而且其中一侧为奥氏体不锈钢,焊后热处理温度不应超过两异种钢中任一钢号的下临界点AC1。此外,根据设计图纸要求还需提供上述两异种钢焊接并热处理后不锈钢部分和异种钢部分焊缝的微观金相照片。对于上述微观金相照片设计单位并没有给出明确的合格标准,而是作为出厂资料备案,供需要时由专业检测机构进行相关评定。有关部件的件号、热处理工艺图和水压试验工艺图如图1~图4所示。
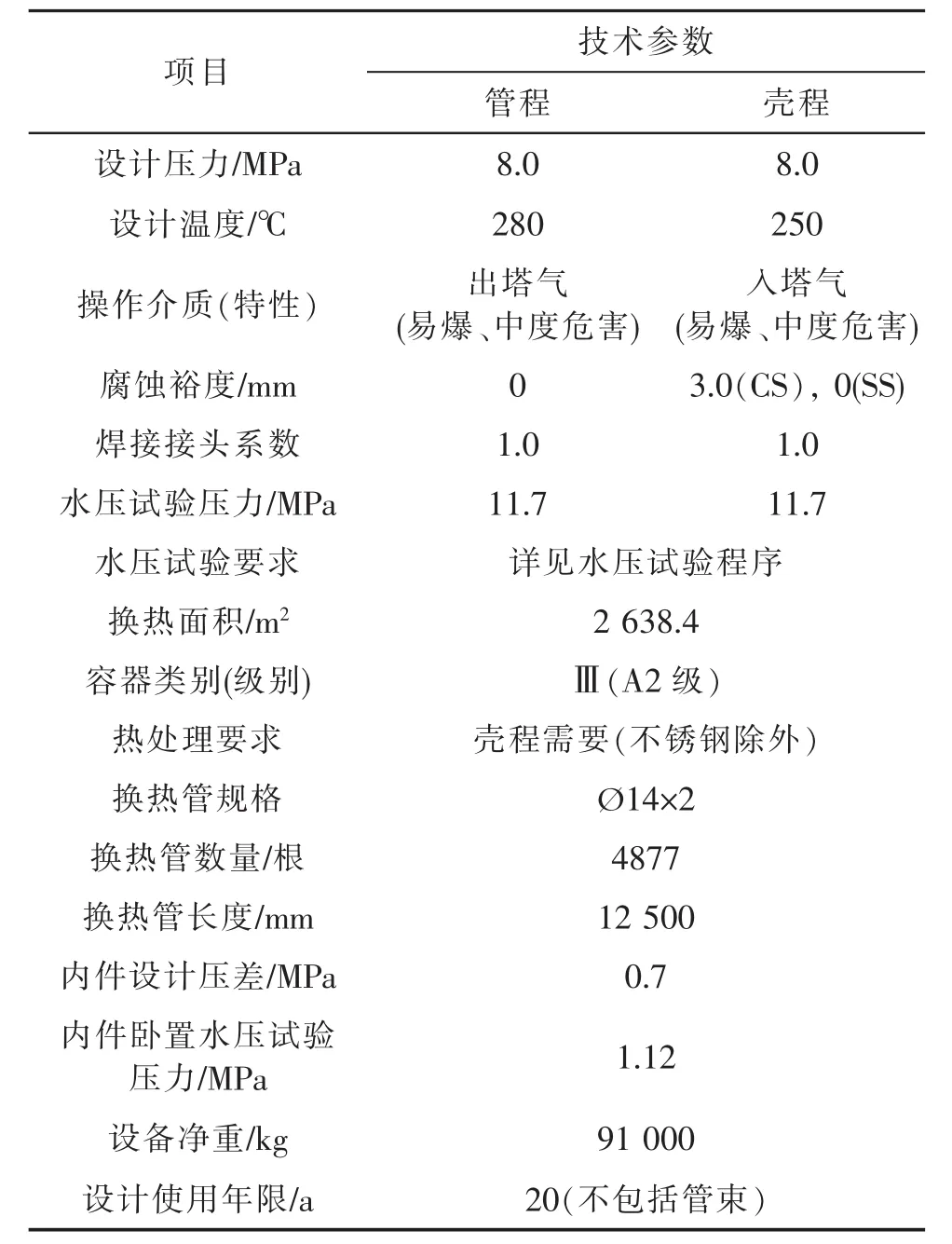
表1 入塔气预热器的主要设计条件及参数
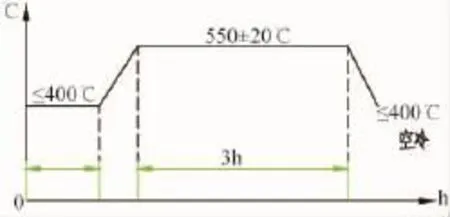
图1 件15筒体与件16筒体环焊缝局部热处理曲线
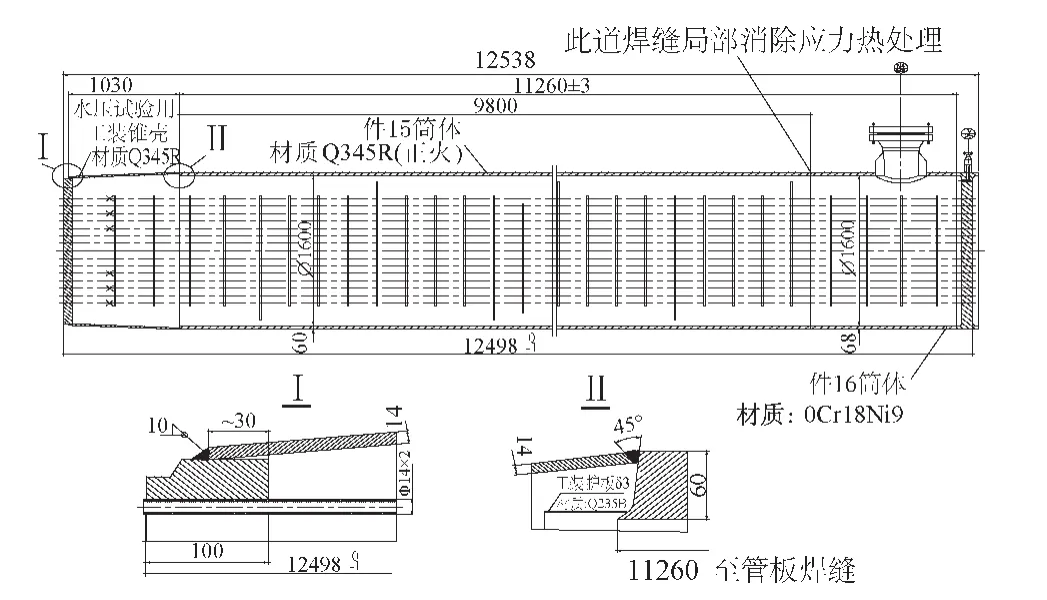
图2 设备第一次水压试验工艺
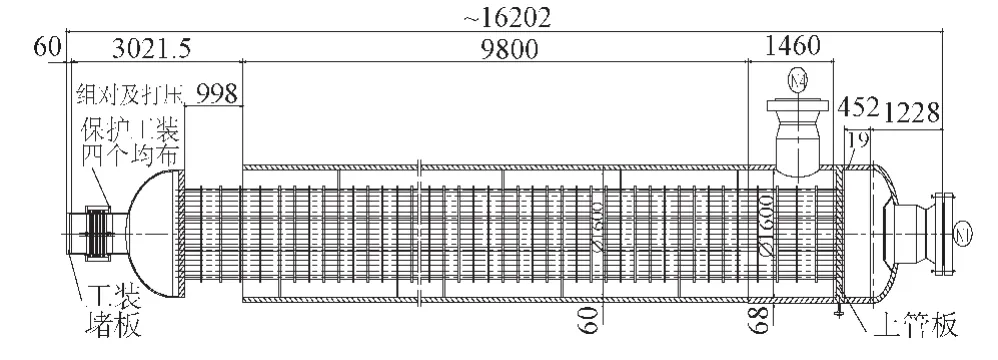
图3 设备第二次水压试验工艺
3 设备的水压试验程序
根据设计图纸要求,该设备内件(如管板、内浮头)的设计条件为0.7 MPa压差。因此该设备水压试验分四步进行,具体步骤如下。
3.1 换热管管头水压试验(第一次水压试验)
为检查换热管与管板焊接及胀接连接的密封质量,需对换热管管头进行水压试验,试验压力按图纸规定为1.12 MPa。为保证换热管与管板焊缝的质量,该焊缝的焊接需要施焊两道,第一道施焊的起弧位置与第二道要错开120°,以免起弧位置焊缝缺陷叠加。第一道焊后管头进行0.2 MPa气密性试验,合格后焊第二道。换热管与管板焊缝需经100%渗透检测,按JB/T 4730—2005Ⅰ级合格。
本次水压试验需制作专用的水压试验用工装锥壳。该工装锥壳一端焊在壳程筒体端部,另一端焊在浮动管板外圆处,其结构详见图2。工装锥壳的厚度需按实际采用的水压试验压力进行强度计算,本工程中通过计算确定其厚度为14 mm,其材料选定为Q345R。
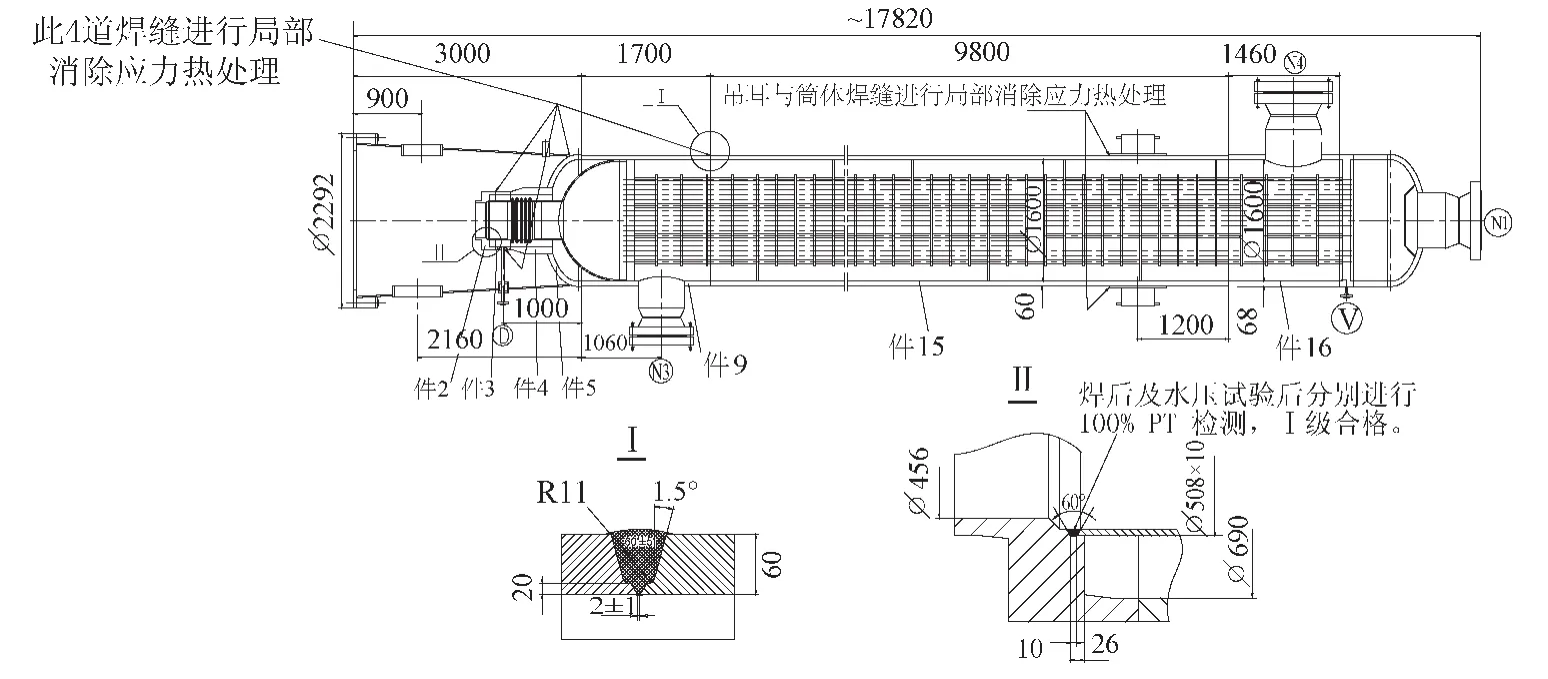
图4 设备第三次水压试验工艺、热处理工艺及合拢口坡口
3.2 管程水压试验(第二次水压试验)
为检查管箱、内浮头、浮头上接管与球封头焊缝、接管与多波膨胀节两端焊缝的质量,需进行第二次水压试验,试验压力为图纸规定的1.12 MPa。
试验时接管端口需制作试压工装堵板。本次试压的关键是对膨胀节要做保护工装,以免膨胀节因承受水压试验压力而变形伸长,造成膨胀节报废。该工装采用四块16 mm厚的不锈钢板制成,四块钢板沿圆周均布,钢板切割成门形以躲开膨胀节的波峰,两端分别焊在膨胀节的加强段上,焊接时应做到焊缝安全可靠。水压试验时密切注意此工装焊缝,以免焊缝开裂而造成膨胀节变形。
由于本次水压试验的试验压力仅为1.12 MPa,因此对于管箱焊缝在水压试验后应进行无损检测这一项不能在此进行,而是要等到管、壳程均连通完成水压试验合格后才能进行。
3.3 管程水压试验(第三次水压试验)
为了检查膨胀节接管与底部平盖(件2)之间焊缝和管口D的D类焊缝的焊接质量,需进行设备第三次水压试验。组对时应注意,膨胀节接管长度须留有配作组对余量,组对时配作切割该余量。试压前对于待检查部位还应按图纸规定进行无损检测,检测达合格才行。
3.4 管、壳程连通水压试验(第四次水压试验)
本次水压试验为设备的强度及密封质量试验。由于该设备采用压差设计,试验时应保证任何时刻管、壳程试验压差不得超过允许的试验压差1.12 MPa,因此一般采用管、壳程连通进行试压,如图5所示。以前我公司制造过类似的设备,设计院的设计图纸上也往往要求采用压力步进法进行水压试验。由于这些设备的水压试验压力很高,一般都超过了10 MPa,水压试验时采用步进法控制压差有一定的难度,一旦压差超出,后果不堪设想。于是,与设计院进行了沟通,设计院最终同意改为管、壳程连通水压试验的方案。笔者认为,像本设备的情况也不宜采用压力步进法进行水压试验。
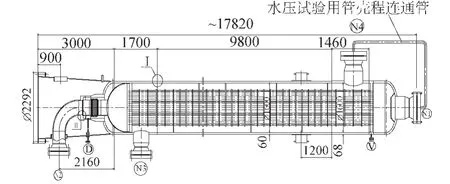
图5 设备第四次水压试验工艺
设备第四次水压试验合格后,按图纸要求应进行管壳程的无损检测。
4 结论
采用本文所述的入塔气预热器焊后热处理方案及水压试验程序,现场施工很顺利,也很好地保证了设备的制造质量。该设备已于2011年年底出厂,目前已运行了两年多,运行一直很平稳,用户对此非常满意。
[1]国家质量技术监督局.GB 151—1999管壳式换热器[S].1999.
[2]国家质量技术监督局.GB 150—1998钢制压力容器[S].1998.
The Structure,Postweld Heat Treatment and Water Pressure Test Procedure of Preheater for the Tower Intake
Wang Yingde Yang Lianhong Xiao Zhihui Wang Qiang Li Yujie
Introduces the structure,postweld heat treatment and water pressure test of the preheater for intake of the Lurgi low pressure methanol synthesis plant,and it has certain reference value for the design and manufacture of similar devices.
Floating head heat exchanger;Heat treatment;Water pressure test;Welding;Pressure vessel
TQ 051.5
2014-06-13)
*王英德,男,1964年生,高级工程师。葫芦岛市,125001。
猜你喜欢
炼油与化工(2022年6期)2023-01-10
科技资讯(2022年12期)2022-07-17
昆钢科技(2021年4期)2021-11-06
建材发展导向(2021年10期)2021-07-16
电力与能源系统学报·上旬刊(2020年2期)2020-10-30
新能源进展(2020年1期)2020-03-09
石油化工建设(2018年2期)2018-07-11
中国资源综合利用(2017年1期)2018-01-22
中国铸造装备与技术(2017年6期)2018-01-22
中国核电(2017年1期)2017-05-17
