
聚乙烯管道元件的超声检测
2015-01-03 03:52励柳波许波黄辉
化工装备技术 2015年1期
励柳波许波 黄辉
(宁波市特种设备检验研究院)
聚乙烯管道元件的超声检测
励柳波*许波 黄辉
(宁波市特种设备检验研究院)
采用多种探头组合对聚乙烯管件声学特性进行研究。通过对比试验得出检测大厚度聚乙烯管件的最优检测参数,并提出改进探头的思路。大量的检测试验和现场车削破坏性试验对比显示,无论是缺陷检出率还是定位和定量精度都比较高。
聚乙烯 管件 声学响应 超声波检测 试块 反射波 探头
0 引言
聚乙烯,简称PE,是单体乙烯经聚合制得的一种热塑性树脂。非金属高分子混合物在聚合时,因压力、温度等聚合反应条件的不同,可得到不同密度的树脂,因而聚乙烯又有高密度聚乙烯、中密度聚乙烯和低密度聚乙烯之分。用PE材料做成的管道元件,具有优良的耐低温性能(最低使用温度可达-70~-100℃),化学稳定性好,能耐大多数酸碱的侵蚀(不耐氧化性质的酸),常温下不溶于一般溶剂,吸水性小,电绝缘性能优良。PE管的使用领域广泛,其中给水管和燃气管是其两个最大的应用市场[1]。
本文的检测对象为大厚度的管法兰(如图1所示)。该管件由分子线性、分子链很长、分子量高达几十万的高密度聚乙烯材料制成。其制造工艺为:先220℃高温熔化,再经水冷注塑而成,其制造标准符合GB 15558.2—2005《燃气用埋地聚乙烯(PE)管道系统第2部分:管件》。
聚乙烯管件存在的主要缺点是其成型后冷却过程中会在不连续处形成气孔或缩孔。
1 聚乙烯管件的声学特性
1.1 试块制作
相比于常规的金属材料超声检测,PE管件的超声检测技术还远未成熟。主要问题是其波速随着PE材质的差异变化较大,信号衰减大,给检测带来了很大的困难。因此进行检测之前,首先需要根据检测对象的特征制作出适合于PE管件探伤的对比试块。根据超声检测的一般要求,针对检测工件的实际情况,本文制作了ø100×35圆饼试块、ø100×35×5半圆底孔试块、ø100×35×10半圆底孔试块三块“标准试块”和系列厚度-孔径“对比试块”。试块采用与被检对象相同材料、相同批次的坯件制作,内部不得有大于ø2 mm或大于ø2 mm平底孔当量的缺陷存在,试块表面粗糙度与被检对象一致。
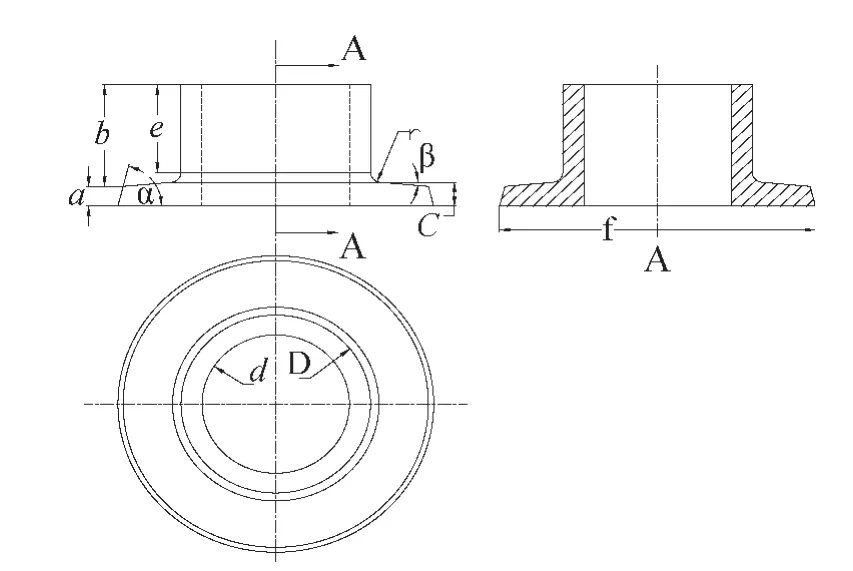
图1 聚乙烯管件
1.2 声速测量
与常用金属材料相比,在聚乙烯材料中声速较小,且变化范围较大。PE管材料本身的特性不同以及不同的检测条件均会对声速产生较大影响,因此进行PE管件超声检测前需要准确测试被检PE管材料中的声速。声速测量采用ø100×35圆饼试块来进行,测量结果见表1,本文检测对象的平均声速为2 247.6 m/s。
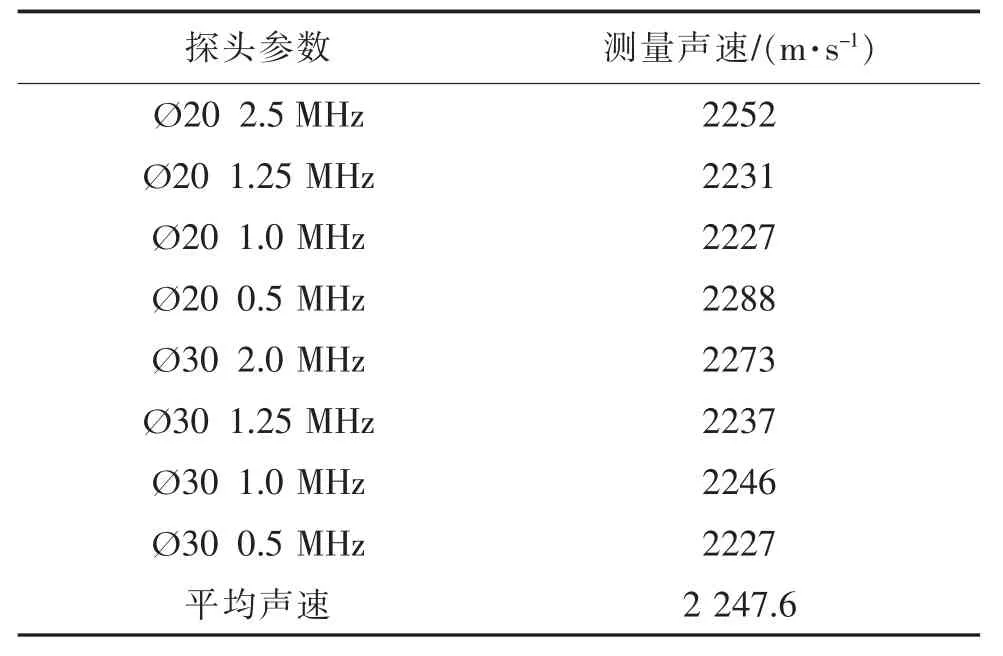
表1 ø100×35大平底试块所测的声速
1.3 衰减系数测量
聚乙烯材料的超声波衰减系数μ值大。不同探头测得的衰减系数存在差异,检测前需对检测对象进行实际衰减系数测定。表2为用ø100×35大平底试块所测得的衰减系数,其平均衰减系数μ为0.435 dB/mm。
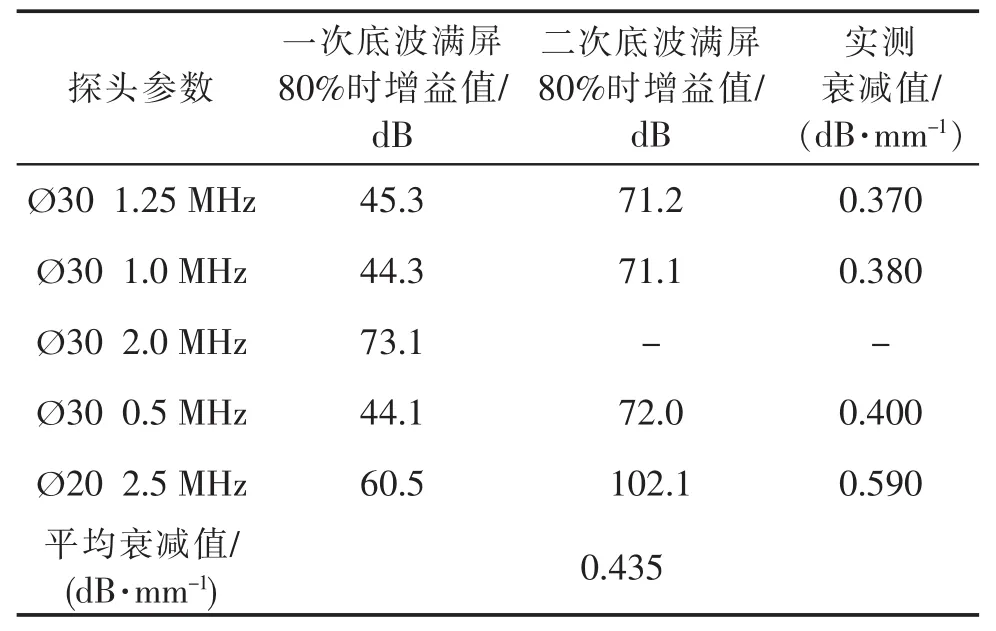
表2 ø100×35大平底试块所测得的衰减系数
2 检测参数优化
2.1 检测系统与技术要求
由于聚乙烯材料具有上述声学特性,这就决定了聚乙烯材料超声检测的特殊性,即对检测系统提出了较高的要求(包括对仪器、探头及其组合系统性能):高能量、低衰减。仪器采用A型数字脉冲反射式超声波探伤仪,其工作频率范围为0.5~5 MHz,输出电平应大于1000 V,仪器至少在荧光屏满刻度的80%范围内呈线性显示。探伤仪应具有100 dB以上的连续可调衰减器,步进级每档不大于1 dB,其精度为任意相邻12 dB误差在±1 dB以内,最大累计误差不超过1 dB。水平线性误差不大于1%,垂直线性误差不大于5%。其余指标应符合JB/T 10061的规定[2]。
2.2 检测方法
由于聚乙烯的超声波衰减系数过大,在大厚度工件的检测中,只能有效利用一次底波,所以超声检测的一般原则为在管件的端面或侧面采用纵波直射法进行检测。
2.3 声学响应
选用不同组直径-频率探头在ø100×35圆饼试块上分别测试探头直径和探头频率对超声声学响应的影响。测试结果如表3所示:对于同一探头直径,频率越低声学响应越好;对于同一频率,探头直径越大声学响应越好。声学响应大,则发现缺陷的能力强,即检测灵敏度高。因此仅从检测灵敏度角度考虑,应该采用大直径、低频率探头。
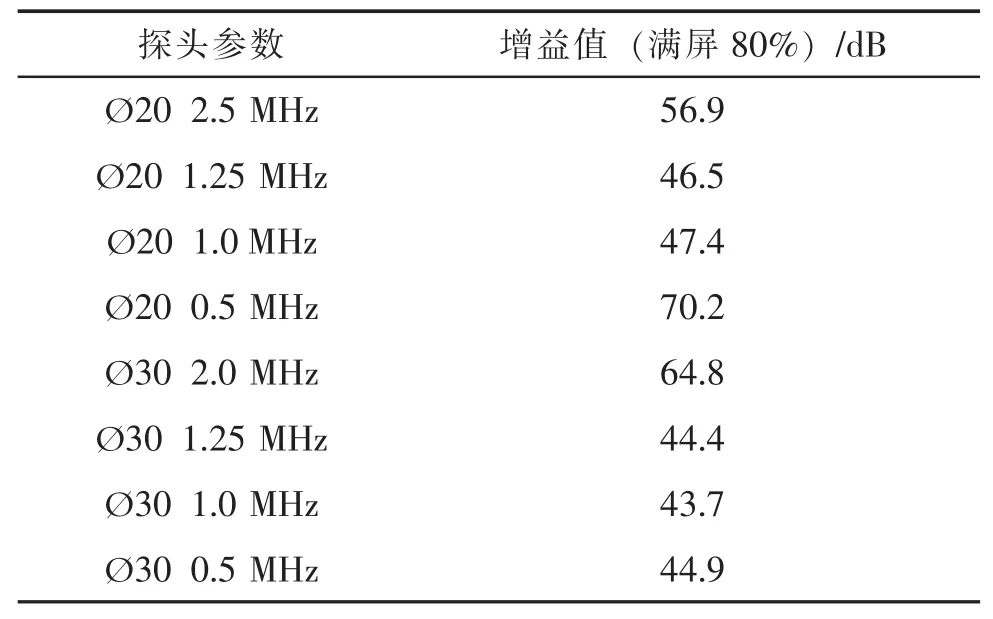
表3 同系统下Ø100大平底不同探头的声学响应
2.4 分辨率
采用不同的探头组对ø100×35×5半圆底孔试块上ø5半圆底孔和ø100×35×10半圆底孔试块上ø10半圆底孔进行试验,结果如图2~图5所示。
由以上四组波形图可知:
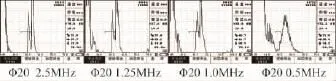
图2 ø20探头组在ø100×35×5半圆底孔试块上ø5半圆底孔反射波
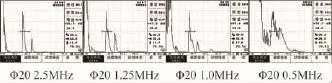
图3 ø20探头组在ø100×35×10半圆底孔试块上ø10半圆底孔反射波
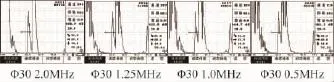
图4 ø30探头组在ø100×35×5半圆底孔试块上ø5半圆底孔反射波
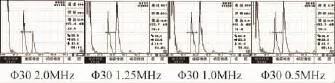
图5 ø30探头组在ø100×35×10半圆底孔试块上ø10半圆底孔反射波
(1)同频率下,探头直径越大,分辨率越好,但同时噪声较大,波峰上毛刺较多,主要原因是探头直径越大,能量越高。
(2)较大探头直径下(为保证提供足够的检测能量),探头频率越高,分辨率越好,但是频率越高,超声响应越差,灵敏度越低,小缺陷检出率低。
(3)对于同尺寸缺陷的检测,综合考虑检测灵敏度和分辨率,选择最优的探头为大直径、较低频率探头。
2.5 探头改进
整个检测系统中探头的选择最为关键,因此对于探头的改进也是本文研究的一个重点。针对聚乙烯材料的特性,在探头的设计上提出了两个思路。
(1)不加背衬。在粗晶材料的超声检测中,为了减少声能在材料中的衰减、提高缺陷的纵向分辨率和信噪比、防止假信号出现,需要制作宽带窄脉冲、高灵敏的超声探头。这种探头的制作常用且有效的方法是采用与压电晶片匹配的背衬块。但是因为加了背衬块,使得探头激发的能量大大降低,而在大厚度聚乙烯的检测中,检测能量是影响检测的主要因素。
(2)增加超声变幅杆。超声波变幅杆(超声波变幅器),顾名思义就是配合超声波换能器改变超声波振动幅度的功能组件。其主要作用是改变换能器的振幅(一般是增大),提高振速比,提高效率,提高机械品质因数,加强耐热性,扩大适应温度范围,延长换能器的使用寿命[3]。超声波换能器通过安装变幅杆(超声波变幅器)调整了换能器与超声波工具头之间的负载匹配,减小了谐振阻抗,使其在谐振频率下工作,提高了电声转换效率,有效降低了超声波换能器的发热量,大大增加了超声发射能量,而这正是大厚度聚乙烯材料检测所必须的。此外,还可使声束集中,提高检测分辨率。
3 检测及结果评价
聚乙烯在常温下不溶于一般溶剂,吸水性小,但由于其为线性分子,可缓慢溶于某些有机溶剂,所以一般在注塑成型、冷却后进行水浸超声检测。
3.1 灵敏度与缺陷当量计算
由于聚乙烯对超声波的衰减系数大的特性,因而与一般衰减系数小的金属材料的检测有所不同,聚乙烯超声检测采用的确定检测灵敏度的方法是对比试块与检测工件厚度相适应法,即检测某一厚度的工件就必须加工相应厚度的对比试块。确定基准灵敏度时,需根据合同双方约定的需要检测的最小缺陷当量尺寸来制作相应对比试块的人工平底孔,将对比试块的人工平底孔一次波高调至满屏的50%,则基准灵敏度就调好了。
因为衰减原因而影响缺陷当量计算的问题,也可以通过该方法来解决。对于已知深度的缺陷当量计算,原则上采用与该深度同厚度的试块并采用式(1)来计算缺陷当量。若无同厚度试块,则采用式(2)计算缺陷当量,此时必须考虑衰减。

式中 Δ12——检测工件缺陷、对比试块缺陷的分贝差;
Pf1、Pf2——检测工件缺陷、对比试块缺陷的回波声压;
D1、D2——检测工件缺陷、对比试块缺陷的当量直径;
x1、x2——检测工件缺陷、对比试块缺陷的深度;
α——材料衰减系数(单程)。
3.2 实际检测结果
根据提供试件的厂方要求,PE管件中不允许存在ø10当量的气孔缺陷。笔者选用ø30 1.0 MHz直探头,通过大量检测试验和现场车削破坏性试验,发现无论是缺陷检出率还是定位和定量精度都比较高,完全能满足厂方要求,许多直径在3~6 mm的缺陷都能检出。
4 结论与展望
本文首先根据大厚度聚乙烯管件中主要缺陷的性质设计制作了对比试块,重点研究了大厚度聚乙烯管件的声学特性、最优检测参数的选择和探头的改进。最后通过改进的检测系统对聚乙烯管件进行超声检测,取得了较好效果。
[1]张玉川.聚乙烯管材管件的发展综述[J].特种结构, 2001,18(3):24-28.
[2]JB/T 4730—2005承压设备无损检测[S].北京:新华出版社,2005.
[3]林仲茂.超声变幅杆的原理和设计[M].北京:科学出版社,1987.
Ultrasonic Testing of the Polyethylene Pipe Fitting
Li Liubo Xu Bo Huang Hui
Studied the acoustic characteristics of the polyethylene pipe fitting by the combination of varieties of probes.The optimal detection parameters for large thickness polyethylene pipe fitting were obtained through contrast test,and suggestions for the probe improvement were proposed.It was found that whether the detection rate of defects or the precision of positioning and quantification is relatively high by comparison between a lot of testing and lots of lathering destructive tests.
Polyethylene;Pipe fitting;Acoustic response;Ultrasonic testing;Briquette;Reflected wave;Probe
TQ 050.4+22
2014-06-09)
*励柳波,男,1981年生,工程师。宁波市,315028。
猜你喜欢
陕西水利(2022年2期)2022-04-20
作文·小学中高年级(2021年8期)2021-11-07
科教新报(2021年21期)2021-07-21
动漫界·幼教365(大班)(2021年4期)2021-05-23
无损检测(2018年11期)2018-11-28
四川水力发电(2018年4期)2018-03-25
现代测绘(2018年5期)2018-02-18
中国测试(2016年3期)2016-10-17
中国科技产业(2015年10期)2015-01-29
中国三峡(2013年7期)2013-09-13
