
基于PLC的MIG焊送丝机控制系统
2015-01-16 03:46张培彦
电焊机 2015年7期
张培彦
(郑州旅游职业学院,郑州河南450009)
基于PLC的MIG焊送丝机控制系统
张培彦
(郑州旅游职业学院,郑州河南450009)
目前针对国内MIG焊送丝机普遍采用电压负反馈的常规PID控制,控制参数无法在线调节,送丝平稳度不高、送丝系统动特性差等缺点,设计了一种基于模糊PID控制器的闭环送丝机速度调节系统。阐述送丝机速度调节原理,建立模糊PID控制器隶属函数和模糊规则表,给出模糊PID控制的PLC程序实现方法。
MIG焊;送丝机;模糊PID
0 前言
自动送丝机是熔化极气体保护焊(MIG)的基本设备,在MIG焊接过程中,焊丝盘中的焊丝经过送丝机的从动轮进入焊枪,在焊接电流作用下熔化。焊丝的送丝速度与焊接电流的设定有密切关系。因此,焊丝送丝速度的大小和稳定与否直接影响着焊接规范的稳定、焊接电弧的控制等。在焊接过程中,当送丝速度过快时,容易产生较大的焊缝;当送丝速度过慢时,又容易导致焊缝凹陷,严重影响最终的焊接效果。为了获得MIG焊接良好的焊缝质量,必须严格控制送丝机的送丝速度。
目前国内送丝机控制系统普遍采用的是电势负反馈的常规PID控制,常规PID调节参数经确定后将在系统中保持不变,无法实现自适应的在线调节功能[1]。由于MIG焊接送丝机本身是一个非线性、时变的被控对象,同时在工作时受电磁干扰比较严重,使得送丝的平稳度不高、送丝系统动特性差,因此,控制参数固定的常规PID控制将严重影响焊缝成形质量,已无法满足工业现场要求。此种控制方式存在精度不高、灵活性差等缺点。本研究采用PLC作为送丝机控制器,设计了一种基于模糊PID控制器的闭环送丝机速度调节系统,阐述送丝机速度调节原理,完成了模糊PID控制的PLC程序设计。
1 送丝速度调节原理
将基于规则的模糊控制理论与PID控制器结合起来,设计自整定模糊-PID控制器。利用西门子S7-300PLC控制器CPU314输出的PWM波形来调节送丝直流电机两端的电压,通过数字调节PWM占空比调节焊丝的送进速度。送丝系统采用双闭环PWM直流调速,其中内环采用电流负反馈PI控制算法,外环采用基于送丝速度的模糊PID控制算法,其原理框图如图1所示。

图1 M IG焊送丝机速度调节系统
2 模糊PID控制器
由于常规PID调节器的三个参数不能实现在线调节的功能,无法满足送丝调速系统在不同工况下对参数自动调节的要求,因此常规PID控制器不能满足时变非线性系统的控制精度要求。本研究采用参数自整定模糊PID控制算法来模拟专家经验,在焊接过程中的每个时间段,根据系统采样得到的送丝速度设定值与实际值的偏差e和单位时间的偏差变化率ec作为PID调节器的输入,根据模糊控制理论实时对比例、积分、微分三个系数进行调节,满足PID参数在不同时刻自动调节的要求[2]。其结构框图如图2所示。

图2 自动调节模糊PID控制器框图
根据MIG焊送丝速度控制系统设定值的要求,定义送丝速度偏差e和速度的偏差变化率ec以及KP、KI、KD的模糊论域为[-3,3],五个参数所对应的模糊子集为{NB,NM,NS,ZO,PS,PM,PB},模糊子集中的元素分别代表负大、负中、负小、零、正小、正中、正大。设速度偏差e的基本论域为[-10,10]μm/s,采样周期25ms,偏差变化率ec的基本论域为[-0.6,0.6] μm/s-2,其量化因子分别为:ke=0.4,kec=10。KP、KI、KD的基本论域分别定义为[-7,7]、[-0.1,0.1]、[-0.5,0.5],可以计算出三者的比例因子k1、k2、k3分别为7/6、0.1/6、0.5/6。
在MATLAB模糊逻辑编辑窗口“FISEditor”中建立一个两输入三输出的Mamdani型模糊推理系统,变量编辑隶属函数,如图3所示。
根据自动调节模糊PID调节器的设计思想,总结归纳比例系数的模糊控制规则,如表1所示。同理可以得到积分系数和微分系数的模糊控制规则。该模糊控制器的控制规则采用“If e is x1 and ec is x2 then KI is c”的条件句式形式建立。
3 PLC程序设计
MIG焊送丝机速度控制系统的模糊PID控制器为一个两维输入三输出的曼达尼系统,可以将其看成两维输入、单个输出的三个子系统,分别求出PID的比例、积分、微分三个参数的模糊规则数值查询表。采用加权平均法得到ΔKP、ΔKI、ΔKD的模糊控制变量查询表。采用离散化的处理方式,将三个参数的查询表存放在PLC的共享数据块DB中,实际运行时,查询表即可得到PID三个参数变化的模糊值,最后将模糊控制策略通过离线计算和在线查询的方式实现PID参数动态整定[3]。具体步骤有偏差变量模糊化、模糊整定以及去模糊化环节。模糊PID控制流程如图4所示。
模糊PID的三个控制参数表在WIN-STEP7编程环境中生成比较复杂繁琐,本研究采用离线生成的方法,将控制规则参数查询表以共享数据块(DB)的形式存储于PLC的ROM中,控制算法的程序设计仍然采用模块化的编程思想。将整个模糊PID调节器算法按步骤分为三个部分,每一个部分放在独立的功能(FC)中,按照控制逻辑组合在一起构成了模糊PID控制[4],并由主程序OB1调用循环中断组织块OB35。功能FC分为计算速度偏差e和偏差变化率ec的值及其离散化和模糊化处理(FC8)。模糊规则查询表则以共享数据块(DB)的形式供FC使用,ΔkP、ΔkI、ΔkD三个参数的模糊规则查询表各存放在DB3、DB4、DB5中,在线查询各个DB中的模糊值并实时计算模糊PID的三个参数(FC9),最后PID参数去模糊化并运算输出(FC10)。PLC中模糊PID调节器算法设计原理如图5所示。
PLC是通过查询数据地址获取数据的。本研究设计的PLC程序数据查询采用基址查询和变址查询相结合的综合寻址方法,对控制规则查询表中的数据实时进行查询。在本系统的焊丝送丝速度模糊PID调节的算法中,PID参数模糊论域的离散化元素为{-3,-2,-1,0,1,2,3}。为方便寻址,将E、EC的元素转化为{0,1,2,3,4,5,6}。PID变量控制表中的值是以浮点数(REAL)形式存放在DB中,如DB3. DBD0、DB3.DBD4等。寻址中基址设为0,变址=0+E*28+ EC*4,在这样的寻址方式下,将模糊PID调节器的三个参数的模糊规则查询表写入PLC的数据寄存区ROM中,按照从左到右、从上到下的方式写入,三个参数的查询表存放在各自共享数据块DB3、DB4、DB5中。如当E=1,EC=1时,变址=1*28+1*4= 32,即DB3.DBD32就是当前情况下比例系数增量的值,同理DB4.DBD32就是当前情况下积分系数的值。最终实现了MIG焊送丝速度控制的模糊PID三个参数的实时动态整定。

图3 各变量隶属函数
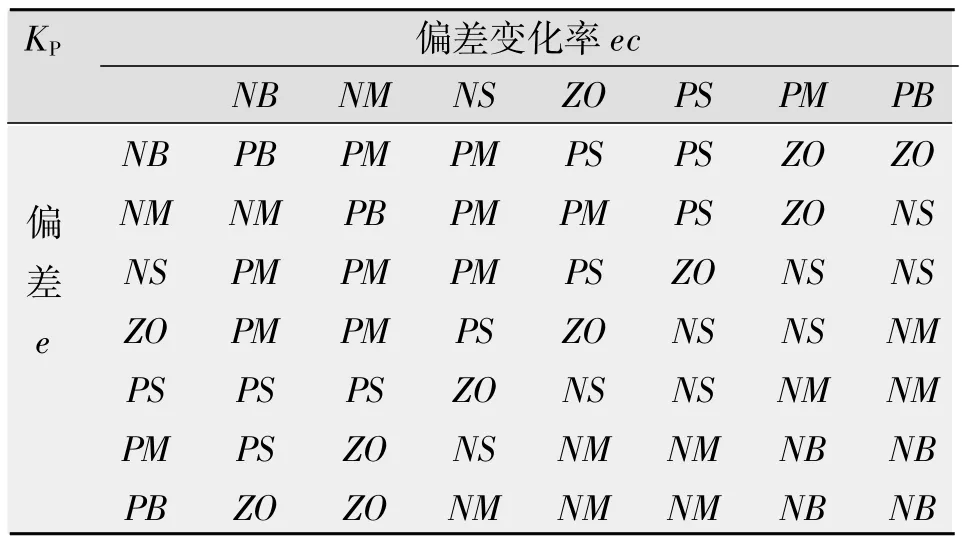
表1 K P的模糊规则表
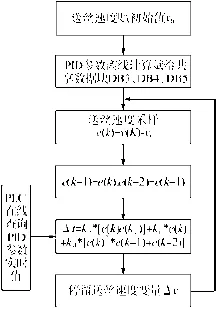
图4 模糊PID控制流程

图5 模糊PID调节器算法原理
4 结论
MIG焊送丝机速度闭环模糊PID控制系统以可编程控制器PLC为核心,对送丝机速度控制过程中PID三个参数实时在线调整提出了解决方法,最后给出模糊PID控制在PLC中的实现方式。实践表明,设计的模糊PID控制系统焊丝进给速度稳定,提高了MIG焊接质量。
[1]李宪政,张剑文.弧焊机技术的发展及展望[J].化工施工技术,2000,22(3):8-10.
[2]宋德玉.可编程控制器原理及应用系统设计技术(第2版).北京:冶金工业出版社,2006.
[3]李友善,李军.模糊控制理论及其在过程控制中的应用[M].北京:科学出版社,2003:137-138.
[4]刘金现.先进PID控制及其MATLAB仿真[M].北京:电子工业出版社,2003:67-70.
Research on control system for M IG welding w ire feeder based on PLC
ZHANG Peiyan
(Zhengzhou VocationalCollegeof Tourism,Zhengzhou 450009,China)
Conventional PID with negative voltage feedback is widely used for controlling MIG welding wire feeder in our country. However,PID parameters can not be adjusted online,smoothness of wire feed is not high,and dynamic characteristics of wire feed system is poor.A speed control system for closed loop wire feeder is designed based on a fuzzy PID controller.The principle of speed adjustment of the wire feeder is described,the membership function and rule list of fuzzy PID controller are established.And the implementationmethod of PLC program for fuzzy PID control is introduced.
MIG welding;wire feeder;fuzzy PID
TG435.5
A
1001-2303(2015)07-0056-04
10.7512/j.issn.1001-2303.2015.07.12
2014-12-21
张培彦(1979—),男,河南荥阳人,讲师,硕士,主要从事自动控制技术的教研工作。
猜你喜欢
金属加工(热加工)(2020年9期)2020-11-04
宇航计测技术(2018年3期)2018-09-08
金属加工(热加工)(2018年2期)2018-03-22
西南交通大学学报(2016年3期)2016-06-15
电子制作(2016年21期)2016-05-17
通信电源技术(2016年5期)2016-03-22
焊接(2016年9期)2016-02-27
西北工业大学学报(2015年1期)2016-01-19
汽车与新动力(2015年1期)2015-02-27
汽车零部件(2014年5期)2014-11-11
