
晶粒尺寸对高强钢熔敷金属屈强比的影响
2015-01-16 03:46王爱华
电焊机 2015年7期
王爱华
(承德石油高等专科学校,河北承德067000)
晶粒尺寸对高强钢熔敷金属屈强比的影响
王爱华
(承德石油高等专科学校,河北承德067000)
对不同层间温度下690MPa级HSLA钢熔敷金属进行室温拉伸试验,探讨晶粒尺寸对熔敷金属屈强比的影响规律。应用电子背散射衍射技术统计熔敷金属的有效晶粒尺寸。结果表明:层间温度的降低使熔敷金属的屈强比升高,层间温度从200℃降低到80℃,屈强比由0.781增加到0.82。进一步研究表明:随着层温的降低,组织细化是屈强比升高的主要原因。
熔敷金属;屈强比;晶粒尺寸
0 前言
人们在追求金属材料高强度、高韧性的同时,也将屈强比作为一项重要指标。目前对于屈强比影响因素的研究主要集中在母材屈强比,对焊缝金属屈强比的研究较少。本研究对不同层间温度下690MPa级HSLA熔敷金属进行室温拉伸试验,应用电子背散射衍射技术研究了熔敷金属的晶粒尺寸对屈强比的影响规律。
1 试验材料和方法
1.1 试验材料
焊接材料为Mn-Ni-Cr-Mo系实心焊丝,直径1.2mm。焊接试板材料采用20钢,钢板规格430mm×205mm× 20mm。坡口设计及拉伸试样取样位置如图1所示。
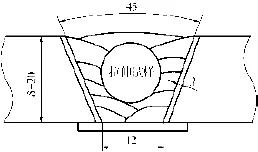
图1 坡口及拉伸取样位置示意Fig.1 Schematic of groove and tensile samp le
1.2 试验方法
焊接方法采用熔化极气体保护焊,焊接设备为YM-751A日本产全自动焊机,保护气体为φ(Ar)95% +φ(CO2)5%混合气体,气体流量20 L/min。焊接参数如表1所示。
应用牛津Oxford Nordlys F+型场发射扫描电子显微镜对熔敷金属中对应的拉伸部位进行EBSD面扫描。首先将试样成加工成10mm×10mm×350μm的方形试样,然后用砂纸将试样厚度磨到100μm,冲成φ3mm圆片试样,将圆片试样电解抛光以去除表面应变层(抛光用电解液为10%高氯酸酒精溶液,抛光电压35 V,温度5℃)。在圆片试样上任意选取三个不同部位进行扫描,每个部位的扫描尺寸100μm× 100μm,扫描步长0.2μm。使用HKL-Channel5软件对测得的扫描数据进行分析,统计拉伸部位有效晶粒尺寸和大角度晶界数量。拉伸试验按照国家标准GB/T2562-1989进行,温度为室温。

表1 焊接工艺参数Tab.1 W elding parameter
2 试验结果和分析
2.1 不同层间温度下的熔敷金属屈强比
690MPa级HSLA钢熔敷金属在不同层间温度下施焊时的力学性能结果如表2所示。随着层间温度的降低,熔敷金属的屈服强度和抗拉强度曾逐渐增加趋势,屈服强度从层间温度200℃时的625MPa增加到层间温度80℃时的685MPa,增加了60MPa;而抗拉强度也从层间温度200℃时的800MPa增加到层间温度80℃时的835MPa,增加了35MPa。对不同层温下屈强比进行计算,计算结果见表2,层间温度从200℃降低到80℃,屈强比呈缓慢增加趋势,由0.781增加到0.82。
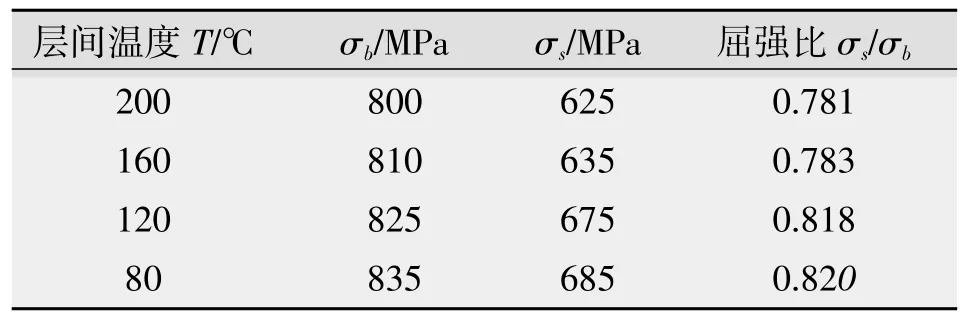
表2 不同层间温度下熔敷金属力学性能Tab.2 M echanicalpropertiesofdepositedmetalin different tem perature
屈强比是屈服强度和抗拉强度的比值。由于屈强比代表材料均匀塑性变形的能力,因此影响材料塑性的因素即是影响材料屈强比的因素,而金属本身的组织、晶粒尺寸对金属的塑性影响较大,因此本研究将从晶粒尺寸方面讨论层间温度对屈强比的影响。
2.2 熔敷金属的晶粒尺寸对屈强比的影响
由于晶粒尺寸对屈服强度和抗拉强度影响明显,因此利用电子背散射衍射技术(EBSD)对不同层温下熔敷金属进行了扫描,图2是不同层间温度下熔敷金属晶界取向大于15°的晶界图,通常晶界取向大于15°的晶界称之为大角度晶界,利用EBSD自带的分析软件对不同层温下熔敷金属中由大角度晶界围成的晶粒尺寸(有效晶粒尺寸)进行统计计算,统计结果见表3。由图2和表3可知,随着层温的降低,有效晶粒尺寸逐渐减小,由层温200℃时的3.63μm减小到层温80℃时的3.02μm。分析认为,晶粒尺寸的不断减小与冷却速度有关,因为层温越高冷却速度越慢,反之层温越低冷却速度越快,当层温由200℃降低到80℃时,冷却速度也逐渐增大,由于不同层温下熔敷金属的组织均是由贝氏体组成,因此随冷速的增加,贝氏体铁素体晶核的形核数量增多,已形核的贝氏体铁素体在随后的长大过程中,由于冷速的增加将导致贝氏体铁素体来不及长大,晶粒得以细化。而晶粒尺寸对屈服强度及抗拉强度的作用增量可由式(1)[1-2]和式(2)[3]来表示

式中YSG为屈服强度;ky为表征晶界对屈服强度影响程度的常数,通常取17.4MPa·mm1/2;d为多晶体中有效晶粒的平均直径;TSG为抗拉强度;kT为表征晶界对抗拉强度影响程度的常数,通常取13.4MPa·mm1/2。

表3 不同层温下晶界角度大于等于15°的晶粒尺寸Tab.3 Size of grain of grain boundary angle≥15°in different interpass tem perature
将表3中的有效晶粒尺寸的数值分别代入式(1)和式(2),计算结果如表4所示。由表4可知,随着晶粒尺寸的减小,屈服强度增量和抗拉强度增量都呈上升趋势,为了能直观地观察晶粒尺寸对屈强比的影响,对屈服强度增量和抗拉强度增量进行了强度增量屈强比的计算,计算结果如图3所示。由图3可知,随晶粒尺寸的减小,屈强比呈上升趋势,分析认为晶粒尺寸减小使屈强比升高,主要与能阻碍位错运动的晶界的数量有关,有效晶粒越细小,阻碍位错运动的大角度晶界数量增多,在拉伸过程中,位错受拉应力作用,金属中位错受力滑移,而大角度晶界对位错的滑移运动有强烈的阻碍作用,位错受大角度晶界的限制,滑移的距离缩短,均匀塑性变形能力减弱,屈强比升高。对图2中大角度晶界的数量进行统计,如表5所示,随着层温由200℃降低到80℃,大角度晶界的数量由63.7%增加到69.4%,统计结果与上述分析吻合。因此,晶粒细化使大角度晶界的增多也是导致不同层温下熔敷金属屈强比升高的因素。
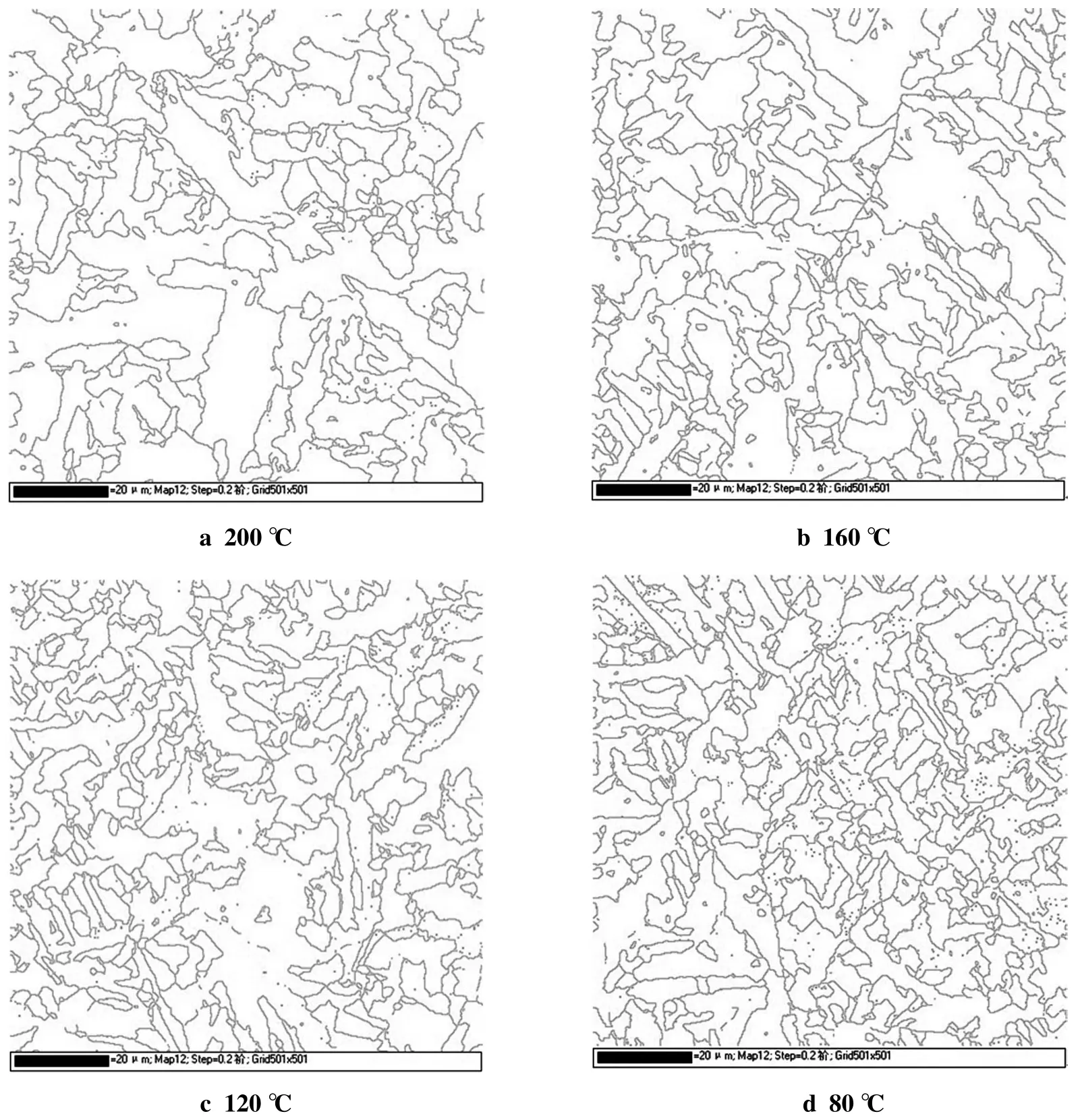
图2 不同层温下晶界角度大于等于15°的晶界Fig.2 M ap of grain boundary angle≥15°in different interpass temperature
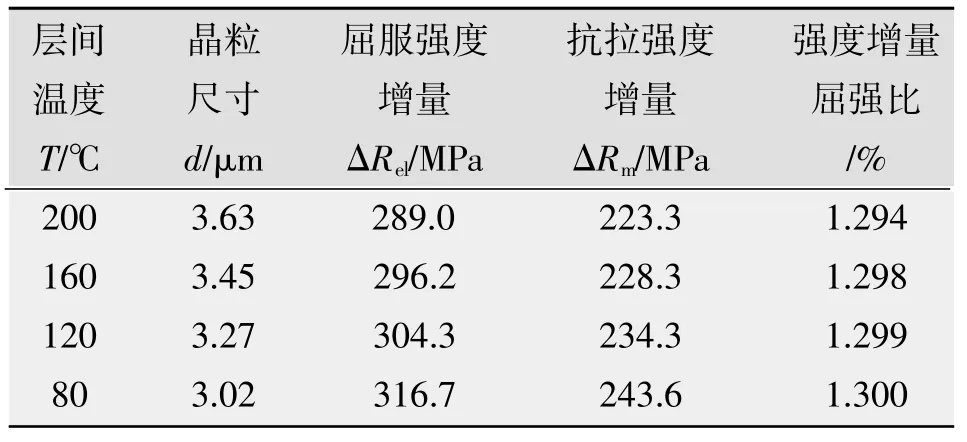
表4 晶粒尺寸对屈服强度增量和抗拉强度增量计算结果Fig.4 Result of increment of yield strength and tensile strength on grain size

图3 晶粒尺寸对不同层温熔敷金属屈强比的影响Fig.3 Effect of grain size of deposited metal on yield strength ration

表5 不同层间温度下大角度晶界的百分含量Fig.5 Contentof largegrainboundary in differentinterpass tem perature
3 结论
(1)层间温度从200℃降低到80℃,屈强比呈缓慢增加趋势,由0.781增加到0.82。
(2)晶粒细化导致大角度晶界的增多是屈强比升高的原因。
[1]Smith DW,HehemannRF.Influenceofstructural parameters on theyieldstrengthoftemperedmartensiteand lowerbainite[J]. Journal of the Iron and Steel Institute,1971,209(part5):476-481.
[2]俞德刚,谈育煦.钢的组织强度学[M].上海:上海科学技术出版社,1993.
[3]雍岐龙.钢铁材料中的第二相[M].北京:冶金工业出版社,2006.
Page 91
经过对比分析以上数据,验证了预定工艺参数的可行性,为管接头焊接模拟的应用提供了参考依据。
5 结论
针对26mm厚的压力容器筒体与接管处进行焊接工艺分析、焊接接头残余应力的分布与变形分析,得出以下结论:
(1)对于压力容器局部结构焊接模拟的热源参数制定、建模过程可进行“宏”处理,这将提高分析过程的整体效率。
(2)采用的焊条电弧焊接工艺能够满足筒体与接管处焊接接头的使用性能要求,焊接工艺合理。
(3)通过模拟分析可知,筒体与接管处焊接接头应力主要集中在焊缝区域,其中最大应力存在于焊缝底端,其值为197.90MPa,证明压力容器的不连续区通常为压力容器的高应力区。受应力的影响,筒体与接管焊接部位最大变形量为0.013387mm,这能够满足实际施焊后的公差范围。进一步地证实了焊接工艺参数的合理性,同时为减小焊接变形提高焊接质量提供参考,以减少实际施焊过程中的材料和资源的浪费。
参考文献:
[1]余伟炜,高炳军.ANSYS在机械与化工装备中的应用(第二版).北京:中国水利水电出版社,2007.
[2]钢制压力容器焊接规程JB-T4709-2007.中华人民共和国国家标准[S].
[3]压力容器设计规范GB150.3-2011.中华人民共和国国家标准[S].
[4]张美丽.厚壁压力容器焊接残余应力及变形的数值研究[D]西安:西安理工大学,2010.
[5]Briekstad B,Josefson B L.A Parametric study of residual stresses in multi-pass but-welded stainless steel pipes[J]. International Journalof Pressure Vessels and Piping,1998(75):11-25.
[6]师访.ANSYS二次开发及应用实例详解[M].北京:中国水利水电出版社,2012.
[7]FengLiu,XiankuanQi,MingqingSun.Automation Structural AnalysisBasedontheVBand ANSYS[R].BulletinofMaterials Science,2013.
[8]于兴哲,赵海燕,鲁立,等.管子对接多道焊接计算机效率与精度分析[J].焊接学报,2010(7):39-42,
[9]迟露鑫,麻永林,邢淑清,等.压力容器用钢板焊接温度场模拟与验证[J].焊接学报,2012,33(5):61-64.
[10]张圆磊,屈洪,马健.承压设备焊接工艺评定中的一些问题[J].压力容器,2013,30(3):71-75.
Effects of grain size on yield strength ratio of deposited metal of high strengthen steel
WANG Aihua
(Chengde Petroleum College,Chengde067000,China)
690 MPa level HSLA steel at different interpass temperature is tested by tensile testmachine at room temperature,the influence of the grain size on the yield ratio of deposited metal is discussed.Effective grain size of deposited metal is analysed by EBSD.The results indicate thatwith decrease of interpass temperature the yield strength ration rises,interpass temperature decreases from 200℃to 80℃,corresponding yield strength ration increases from 0.781 to 0.82.With interpass temperature decrease,grain refinement is the important reason to rise of yiled strength ration.
deposited metal;yield strength ratio;grain size
TG405
A
1001-2303(2015)07-0097-04
10.7512/j.issn.1001-2303.2015.07.21
2015-01-19
国家973重点基础研究发展计划项目(2010CB630800)
王爱华(1979—),女,辽宁抚顺人,讲师,博士,主要从事焊接材料与工艺的教研工作。
猜你喜欢
上海金属(2022年4期)2022-08-03
中国新技术新产品(2022年7期)2022-07-14
物理学报(2022年7期)2022-04-15
红岩春秋(2022年1期)2022-04-12
石油沥青(2021年4期)2021-10-14
意林(绘英语)(2018年2期)2018-11-29
光学精密工程(2016年5期)2016-11-07
小天使·二年级语数英综合(2015年11期)2015-11-11
西南石油大学学报(自然科学版)(2015年4期)2015-08-20
中国有色金属学报(2015年11期)2015-03-26
