
电化学光整加工脉冲电源设计
2015-01-23 05:57刘政君董华军
电加工与模具 2015年4期
吴 桐,吕 蒙,刘政君,董华军
(大连交通大学,辽宁大连 116028)
电化学加工又称为电解加工,是利用电解液中的金属在外电场的作用下发生阳极溶解的原理,对金属材料进行加工的一种方法[1-3]。国外学者曾用频率50 MHz、脉宽2 ns、电压2.2 V的连续超短脉冲,在镍金属表面加工出纳米级复杂的微细结构[4];国内学者研制出了峰值电流400 A、输出频率30 kHz的可调脉冲电源,成功应用于齿轮的光整加工[5]。因此,电化学加工通常采用较大占空比的脉冲电流进行粗加工,保证加工效率;采用较小占空比的脉冲电流进行精加工,保证加工精度。然而,粗、精加工相互分离,单次加工使用单一的电源参数,很难达到加工效率与加工精度的双重保证。
为解决上述问题,本文提出一种基于工件加工进程自动调节输出参数的脉冲电源设计方案。电源控制系统通过对比工件的总加工量和当前进给量,自动调节输出脉冲电流的占空比和频率。在加工初期输出最大占空比脉冲,获得较快的蚀除速度;剩余蚀除量越小,则输出脉冲的占空比越小,从而获取较高的成形精度与表面质量,达到效率与精度兼顾的目的,在保证加工质量的基础上节约了工时。
1 脉冲电源参数对电化学加工的影响
脉冲电源的频率f、脉冲宽度 Tp、占空比 D、输出电压V、输出电流i等是脉冲电化学加工的主要参数。其中,脉冲频率f与占空比D对加工精度、表面质量及加工效率的影响尤为重要。
根据法拉第定律可知,电化学加工时的阳极电极溶解量(无析出)与通过的电流大小、电解时间成正比。因此,金属的理论溶解质量W表示为:

式中:η为电流效率;Q为通过反应区域的电量;I为通过反映区域的电流;t为反应时间;K为溶解金属的电化学当量。
实验研究表明,随着频率提高及脉宽变窄,电化学加工的精度和表面质量也有所提高[5-6]。在电流与效率不变的情况下,去除量与占空比成正比,即占空比与加工精度、表面质量成反比。当脉冲频率一定时,占空比越小,加工效率越低,精度越高;反之,加工效率提高,精度降低。目前,在去除量较大、精度要求不高时,一般采用较低的脉冲频率和较大的占空比,以提高加工效率;而微细加工常采用较高的脉冲频率和较小的占空比来保证加工精度[7]。
本文设计的脉冲电源可根据加工余量自动调节输出频率和占空比,其具体参数如下:输出电压为 0~30 V;输出电流为 0~200 A;输出频率为 0.3~60 kHz,调节步长 0.5 kHz;输出占空比为 0~90%,调节步长 2%;最小输出脉宽为 1.5 μs。
2 脉冲电源设计方案
2.1 脉冲发生与参数调节模块的设计
脉冲发生与参数调节模块主要包括MCU主控制模块、参数输入模块、显示模块[8]、加工余量反馈模块、电路保护模块等(图1),其主要功能如下:
(1)提供人机界面,用户可方便地监测电路工作状态及输入相关工艺参数。
(2)获取用户输入的工艺参数和进给机构的运行参数。
(3)通过设定的参数和进给机构运行状态判断加工阶段,并调节电源输出脉冲的频率和占空比。
(4)快速响应电路的保护信号,防止故障发生。

图1 脉冲发生与参数调节模块结构框图
MCU主控制模块通过参数输入模块获取总加工量、脉冲输出曲线等,实时控制脉冲信号的输出,并能在短时间内获取电路保护信号切断输出,还可通过通讯协议获取机床伺服进给机构的进给量,通过与设定的总进给量对比,计算得到实时加工进行阶段,并产生频率和占空比与加工阶段相适应的脉冲信号。
保护电路单元能获取斩脉冲电路的故障信号,如短路、过流、过热、过压等[9],并将故障信号整合为简单有效的保护信号实时传输至MCU。
2.2 大功率斩脉冲模块的设计
斩脉冲功率单元(图2)选用耐压100 V通流能力110 A的功率MOSFET模块并联,每组开关管都具有特性相同的缓冲滤波网络,以防止高频工作状态下的电压过冲[10]。并联后,每组开关管额定通流能力>200 A,且留有10%的冗余,以保证电路的过载能力。MCU输出的脉宽调制信号通过驱动电路加载至MOSFET的栅极[11],控制功率MOSFET并联单元的开断,从而输出预期的脉冲电流波形。

图2 电化学斩脉冲主电路设计框图
功率MOSFET驱动单元采用IR2110集成驱动芯片,可直接兼容单片机输出的TTL信号。如图3所示,逻辑电源VDD与逻辑地引脚VSS分别接单片机5 V电压和单片机地;VCC与COM分别为低端固定电源和低端公共接地;VB与VS分别为高端浮置电源和高端浮置公共端,耐压500 V[12]。本设计采用高端输入输出通道,TTL信号输入,12 V PWM脉冲输出,输出电流最大为2 A[13]。二极管D3保证输出关断时,MOSFET门极电容能快速放电,有效关断MOSFET;D1防止开关过程中高电压串入芯片,导致芯片损坏。当电路出现故障时,可将SHUT引脚置位,快速关断驱动芯片的输出,保护后级电路。

图3 驱动信号放大与隔离原理图
2.3 系统保护模块的设计
系统保护模块见图4,采用TL431可编程精密稳压源作为参考基准[11],电路工作电压与电流采样信号通过分压电路分压后,一路引入比较器,输出为数字量保护信号;另一路引入电压跟随器,输出为模拟量监控信号。比较器与电压跟随器都使用LM324运算放大器搭建,数字量信号输出采用光电隔离,防止信号干扰。

图4 保护电路基本结构框图
3 实验结果
根据本文所述原理及方法,使用单片机搭建实验电路进行验证。采用STC12C5A60S2单片机作为主控制器,其具备脉冲捕获功能,用于检测进给机构驱动电机的脉冲数,获得当前进给量。设当前进给量为Fc,总加工量为Ft,令K=Fc/Ft表示加工进度,则在电路输出占空比D与K分别满足图5所示的两种关系时进行实验。
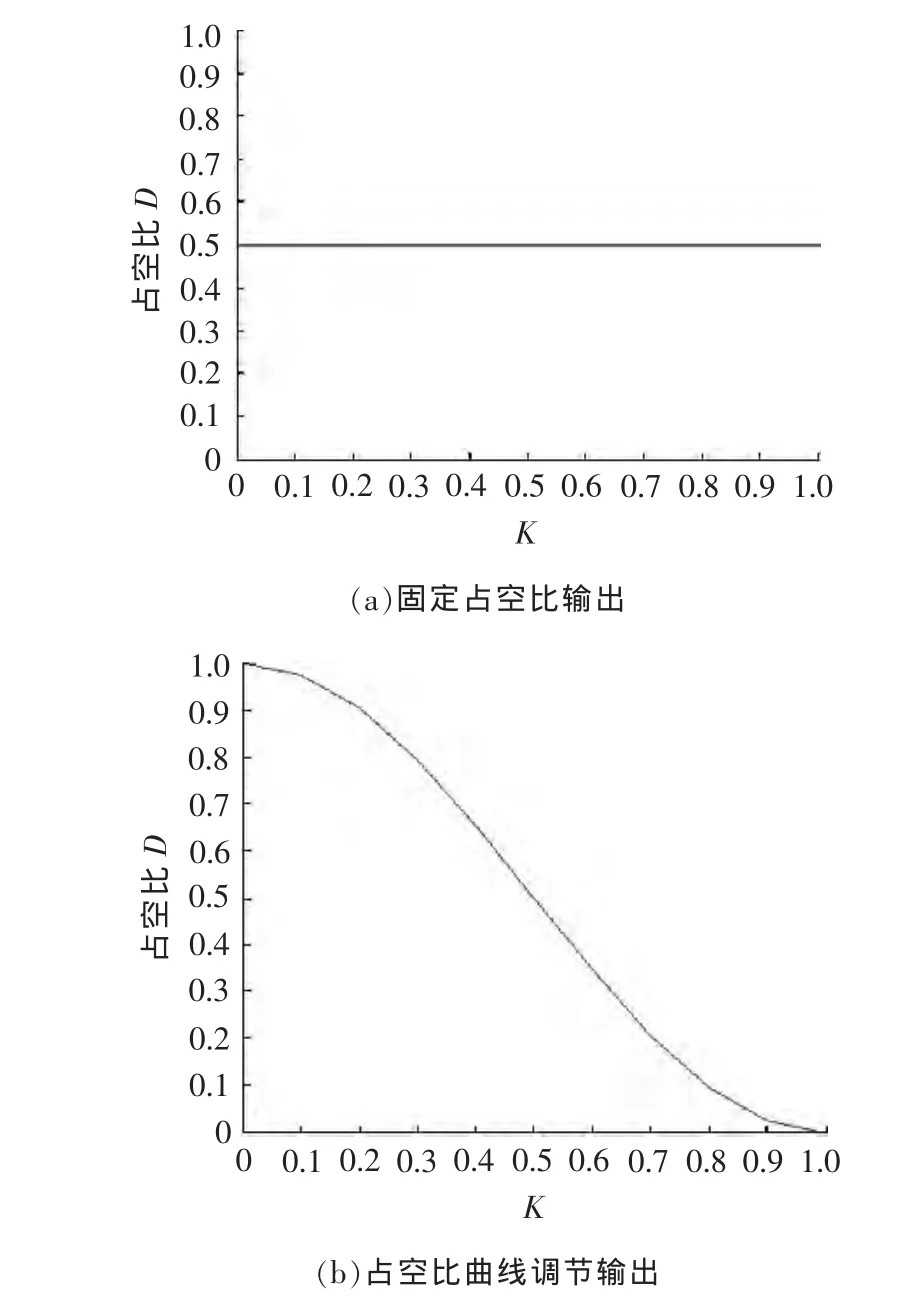
图5 加工过程中输出脉冲占空比曲线
图5 a是固定占空比加工模式,脉冲电源输出参数不跟随加工进程发生变化,当前电化学脉冲加工大多采用该模式。图5b是占空比曲线调节输出,占空比随加工的进行逐渐减小,且加工余量越小,输出占空比越小。
实验用外置脉冲发生器模拟机床进给量,设工具阴极每进给1 mm的对应脉冲数nt=2560。在系统输入脉冲数分别为n1=512、n2=950、n3=1613、n4=2048时进行输出波形采样,脉冲输出波形见图6。

图6 脉冲输出波形
4 结论
本文提出了一种能跟随加工量自动调节输出占空比的电化学光整脉冲电源设计方案,适用于中小零件的加工。在保证零件加工精度和表面质量的基础上,能进一步提高加工效率,弥补了固定占空比参数加工的不足。实验结果表明,脉冲电源输出数据与理论数据基本吻合,达到了预期的设计和应用要求。由于条件限制,本文只对占空比调节功能进行了设计和完善;在此基础上,还可对频率调节和占空比、频率混合调节进行更深入的实验研究,为电化学光整加工电源设计提供新的思路。
[1] 杨明.电化学加工技术的原理与应用 [J].机械制造技术,2011,38(S1):81-83.
[2] 张建华.精密与特种加工技术[M].北京:机械工业出版社,2003.
[3] 赵万生,康小明,吴杰,等.特种加工技术最新研究进展[J].电加工与模具,2011(S1):14-26.
[4] 王尧锋.高频脉冲电源开关电源研制及工艺试验[D].广州:广东工业大学,2006.
[5] 唐勇,王辉,周锦进,等.大功率脉冲电化学光整加工电源的研制[J].电加工与模具,2005(S1):62-64.
[6] 陈远龙,杨涛,万胜美,等.电化学加工技术的概况与展望[J].电加工与模具,2010(S1):60-63.
[7] 李晓伟,吴蒙华,王彤,等.微秒级脉冲电流电化学加工研究[J].电加工,1996(4):11-14.
[8] 宋晓兵.基于单片机控制的脉冲电化学齿轮修形研究[D].大连:大连理工大学,2003.
[9] 余艳青,王建业,韩冠军.MOSFET高频窄脉冲电解加工工程化电源研制[J].电加工与模具,2005(2):59-63.
[10]高嵩,史政记,何宁,等.高频脉冲电解加工电源MOSFET 并联技术研究[J].电力电子技术,2005,39(4):97-99.
[11]曲学基,王增福,曲敬铠.新编高频开关稳压电源[M].北京:电子工业出版社,2005.
[12]程时兵,张爱军.R2110在无刷直流电机驱动电路中的应用[J].机电元件,2010,30(4):28-31.
[13]张小鸣,卢方民.基于IR2110的H桥可逆PWM驱动电路应用[J].常州大学学报,2012,24(4):68-72.
猜你喜欢
数学物理学报(2022年3期)2022-05-25
中学生数理化(高中版.高考理化)(2021年4期)2021-07-19
中学生数理化(高中版.高考理化)(2020年10期)2020-10-27
数学物理学报(2019年5期)2019-11-29
阅读(快乐英语高年级)(2019年2期)2019-09-10
表面工程与再制造(2019年6期)2019-08-24
资源节约与环保(2018年1期)2018-02-08
中成药(2017年12期)2018-01-19
消费者报道(2016年3期)2016-02-28
风能(2016年12期)2016-02-25
