
薄板铝合金VPPA焊接工艺及变形控制研究
2015-02-17 08:07田志杰杜岩峰
新技术新工艺 2015年11期
田志杰,周 庆,杜岩峰,马 轶,王 伟
(首都航天机械公司,北京 100076)
薄板铝合金VPPA焊接工艺及变形控制研究
田志杰,周庆,杜岩峰,马轶,王伟
(首都航天机械公司,北京 100076)
摘要:探讨了3 mm厚5A06铝合金VPPA的焊接穿孔工艺。通过试验,获得了薄板铝合金VPPA的焊接工艺参数,焊缝外观一致性较好。经X射线无损检测表明,VPPA接头无缺陷,焊接质量良好。焊接过程中,焊缝中心线5 mm外温度<120 ℃,焊接热输入集中。采用VPPA焊接而成的φ2 m筒段,母线直线度均<2 mm,薄板VPPA焊接变形控制效果明显。
关键词:5A06铝合金;VPPA;焊接变形;焊接应力
穿孔型变极性等离子弧焊(VPPA)兼有等离子弧和变极性等2个特征,可减小接头角变形,改善焊接质量。变极性电源既具备阴极清理作用,又能降低钨极的烧损,可实现4~16 mm厚铝合金单面一次焊透,双面自由成形[1-3];但是,对3 mm厚铝合金进行变极性等离子焊接时,焊接参数对焊缝成形的影响更加明显,可控性较差。
对5A06铝合金薄板采用钨极氩弧焊(TIG)及电子束焊接时,焊接接头强度不高[4-8]。采用VPPA焊接,可以减少5A06铝合金薄板焊缝气孔和夹渣及焊接变形。焊接热输入对焊接变形动态过程及最终残余变形有很重要的影响,薄板残余应力状态复杂,最大应力数值甚至达到材料的屈服极限,易造成铝合金薄板的失稳变形[9-12]。
1试验材料与设备
1.1试验材料
试验板材为3 mm厚5A06铝合金;焊丝为5B06光亮焊丝,直径为1.6 mm,其化学成分见表1。

表1 5A06铝合金及5B06的化学成分(质量分数) (%)
1.2试验设备及仪器
变极性等离子焊接电源采用IGBT双逆变电路结构,微电脑控制。可获得正、负半波电流在额定电流值范围内任意调节的变极性电源。电流输出能力为500 A,100%暂载率。
控制系统基于PLC可编程控制器,与触摸屏配套,可通过修改参数,对焊接电源进行控制。系统主控制器可对送丝机、弧高控制器、焊接电源和焊枪行走等机构进行精确控制。
温度测量仪器采用Fluke品牌,MT4型号红外点温仪,该仪器测温范围为-18~400 ℃。
2焊接试验过程
2.1焊前准备
将试验材料除去包铝层,用棉纱浸120#汽油擦拭除油,用剪板机切割板材成250 mm×150 mm规格的试板。
采用化学表面处理方法对试板表面进行清理,化学介质及浓度含量为:1)氢氧化钠90~220 g/L;2)金属铝离子20~80 g/L。
焊接前,佩戴洁净帆布手套,用刮刀刮去表面氧化膜,露出金属光泽;焊接时,其接头设计采用不开坡口的对接形式。
2.2试验参数
变极性等离子穿孔焊接时,影响穿孔稳定性和焊缝成形的主要参数有焊接电流、离子气流量、送丝速度及钨极类型等。
研究证明,可供工程中使用的参数取值范围为电流65~78 A,离子气流量2.1~2.35 L/min;并遵循反极性电流的幅值=正极性电流幅值+(20~40)A。此情况下,起弧稳定,工件背面等离子弧尾焰挺度好,焊接热输入量适中,焊缝不会出现凹凸焊道及塌陷现象。
焊接试验主要参数见表2。

表2 焊接参数
3试验结果与分析
3.1焊缝成形外观
采用表2所示的焊接参数,焊弧熔池结构理想,穿孔直径为3.0 mm,大小适中。熄弧时,熔池周围无液化裂纹产生(见图1),熔池热量适宜,焊缝没有焊瘤、未融合和塌陷等表面缺陷,无损检测底片(见图2)。焊缝正面宽度为6.5±0.2 mm,背面宽度为3.5±0.2 mm;正面余高为1.0 mm,背面余高为0.7 mm。焊缝外观一致性较好(见图3)。

图1 3 mm厚5A06 图2 3 mm厚5A06 铝合金VPPA 铝合金VPPA 焊接穿孔 焊缝底片
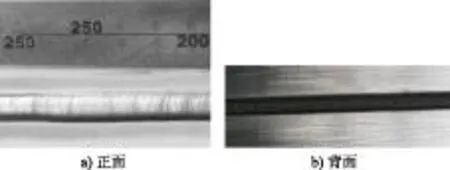
图3 3 mm厚5A06铝合金VPPA焊缝外观
3.2焊缝温度测量

图4 2种弧焊工艺温度分布对比图
相比于TIG工艺,VPPA焊接方法的热输入量更加集中,焊件受热面小。2种弧焊工艺温度分布对比图如图4所示,相应的各区域温度见表3。

表3 各区域温度
铝合金导热性较强,VPPA焊接能量集中,焊接温度变化梯度大。通过遥控测温计测量,3 mm厚5A06铝合金在表2焊接参数下的温度实测值分布如图5所示。焊弧热输入集中,较高的线能量使焊件熔化,熔池尺寸较小,约为6.5 mm,中心线两侧5 mm处,温度即降到120 ℃,焊缝热影响区小。焊后焊缝150 mm以外即达到室温水平,手触无灼热感。

图5 3 mm厚5A06铝合金VPPA温度实测值分布图
3.3残余应力与变形的控制
板壳结构发生失稳的临界压应力与材料的弹性模量、板厚的平方成正比,而铝合金的弹性模量约为钢的1/3,且其高温塑性差,线膨胀系数大(约为钢的2倍);因此,铝合金焊接结构,特别是厚度<4 mm的薄壁构件,焊接时产生的热应力和焊后残余应力与失稳变形问题更为突出。由于焊接过程中构件内部的应力—应变场取决于焊接区域温度场的分布特征,只有合理改变温度场的演变与分布,才能降低焊接区域的不协调应变,从而有效地控制焊接残余应力与变形。
基于合理的焊接参数,对1.2 m长试板进行TIG及VPPA焊接,在保证焊透及成形良好的情况下,两者焊接变形如图6所示。采用VPPA工艺比TIG焊接变形量明显降低。

图6 长焊缝焊接变形比较
当筒段纵缝拼焊时,热源周围极窄区域温度高、梯度大,离开热源后温度峰值急剧下降;纵向残余应力在焊缝及热影响区为拉应力,在圆周上表现出拉压区交替变化的趋势。沿焊缝方向,在焊缝中段残余应力有一个稳定的区域,并达到最大值[13]。利用VPPA工艺,基于表2焊接参数,焊接3件长度为1.2 m、直径为2 m的筒段,对6条长焊缝进行变形量的测量,其母线直线度测量结果见表4。从表4可以看出,采用VPPA焊接而成的筒段,母线直线度为1.2~1.8 mm,说明薄板VPPA焊接变形控制效果理想,满足产品制造要求。

表4 筒段焊缝区母线直线度
4结语
综上所述,可以得出如下结论。
1)采用合理的焊接参数,变极性等离子弧可以实现5A06铝合金薄板的无坡口单面焊双面成形,并且成形良好,焊接内部质量无缺陷。
2)焊接电流、离子气流量和焊接速度的工艺参数为:焊接电流75 A,离子气流量2.1 L/min,焊接速度0.18 m/min。
3)对于5A06铝合金薄板,在选择合理的参数下,焊弧热输入集中,较高的线能量使焊件熔化,熔池尺寸较小,约为6.5 mm,中心线两侧5 mm处,温度即降到120 ℃,焊缝热影响区小。
4)采用VPPA焊接而成的长度为1.2 m、直径为2 m的筒段,其母线直线度为1.2~1.8 mm,薄板VPPA焊接变形控制效果明显。
参考文献
[1] 杨怀文.等离子焊[J]. 现代金属加工,2005(5):53.
[2] 裴利程,范成磊,林三宝,等. 中厚板铝合金VPPAW焊接工艺[J]. 焊接技术,2006,35(3):36-38.
[3] 韩永全,陈树君,殷树言,等. 铝合金变极性等离子弧电特性[J].电焊机,2006,36(2):27-29.
[4] 王继长,向彦君. 5A06铝合金薄壁贮箱焊接[J]. 火箭推进,2010(5) :50-53.
[5] 薛根奇.VPPAW在铝合金焊接中的应用[J]. 电焊机,2006,36(2):36-37.
[6] 李桂华,杨炙坤,王宇琪. 双层气流保护TIG焊接在薄装甲钢上的工艺研究[J]. 新技术新工艺,2013(11): 112-115.
[7] 江兴均,黄文荣,魏齐龙,等. 5A06合金电子束焊接Mg元素烧损规律及对接头力学性能的影响[J]. 新技术新工艺, 2006(10) :42-43.
[8] 许飞,陈俐,巩水利,等. 5A06铝合金激光填丝焊接特性研究[J]. 新技术新工艺,2008(10):68-70.
[9] 方洪渊,王霄腾,范成磊,等. LF6铝合金薄板平面内环焊缝焊接应力与变形的数值模拟[J].焊接学报,2004,25(4):73-76.
[10] Wang R, Liang Z X, Zhang J X. Experimental investigation on out-of-planetortion of aluminum alloy 5A12 in TIG welding[J]. Rare Metal Materials and Engineering, 2008,37(7):1264-1268.
[11] 周广涛,赵紫玉,胡继超,等. LY12铝合金薄板焊接残余应力测试分析[J]. 装备制造技术,2011(5):1-2,19.
[12] 金成,牛济泰,何世禹,等. 铝合金平板钨极氨弧焊数值模拟与残余应力预测[J]. 机械工程材料, 2007,31(3):58-59,62.
[13] 周广涛,刘雪松,杨建国,等. 铝合金薄壁圆筒纵直缝焊接残余应力数值模拟[J]. 焊接学报, 2008,29(6):89-92.

责任编辑郑练
Study of Weld Process and Distortion Control on Laminose Aluminium Alloy VPPA
TIAN Zhijie, ZHOU Qing, DU Yanfeng, MA Yi, WANG Wei
(Capital Aerospace Machinery Company, Beijing 100076, China)
Abstract:The welding hole technology of 3 mm thickness 5A06 aluminium alloy VPPA welding joint is examined. The weld parameter range is researched by test, and shapely weld is obtained. The fault isn’t found in VPPA weld by X-ray NDT, and weld quality is favorable. In the weld course, the temprature is under 120 ℃ outward in 5 mm weld center field, 2 m diameter cylind is made by VPPA. Its generatrix is under 2 mm, and the distortion control effect of laminose aluminium alloy is evident.
Key words:5A06 aluminium alloy, VPPA, weld distortion, weld stress
收稿日期:2015-05-18
作者简介:田志杰(1975-),男,高级工程师,硕士,主要从事运载火箭贮箱制造及先进焊接技术等方面的研究。
中图分类号:TG 456.2
文献标志码:A
猜你喜欢
红领巾·探索(2022年5期)2022-06-02
作文新天地(小学版)(2021年8期)2021-08-24
数学物理学报(2021年3期)2021-07-19
科技创新导报(2021年33期)2021-04-17
中华养生保健(2020年7期)2020-11-16
重型机械(2020年2期)2020-07-24
时代英语·高一(2019年5期)2019-09-03
中国生物医学工程学报(2019年4期)2019-07-16
天然产物研究与开发(2018年9期)2018-10-08
天然产物研究与开发(2016年1期)2016-06-05
