
数控龙门镗铣床加工偏心铜套油槽
2015-02-20 02:42太重天津滨海重型机械有限公司300450杨支超
金属加工(冷加工) 2015年14期
■太重(天津)滨海重型机械有限公司 (300450) 杨支超
数控龙门镗铣床加工偏心铜套油槽
■太重(天津)滨海重型机械有限公司(300450)杨支超
摘要:通过工艺改进,利用我公司的数控龙门镗铣床,编写机床数控程序,对偏心铜套的油槽进行加工,加工后达到了图样尺寸精度及表面粗糙度要求。
1. 偏心铜套结构
金属挤压机是将金属坯锭一次挤压成管、棒和型材的设备,其中的主缸部件为挤压机提供油压动力,是该设备中最重要的部件之一,而铜套是该主缸部件中的关键零件。为了克服高负荷油压下主柱塞的重量及摩擦力,延长铜套的寿命,我公司将铜套设计为偏心铜套。此铜套材质为ZCuAl10Fe4Ni4,外形尺寸为φ2 770mm/φ2 830mm×800mm。为了减少摩擦力,增加主柱塞在滑动过程中的滑动性和自润滑性,在偏心铜套壁厚最厚处设计出油槽和油孔。这对加工工艺提出了更高的要求,不仅要考虑铜套偏心的加工,而且还要考虑偏心处油槽的加工。利用立式车床加工出铜套的偏心,并通过工艺创新方法,利用我公司的数控龙门镗铣床(8 000mm×60 000mm)来编程加工偏心处的油槽。图1所示为偏心铜套结构简图及实体图。
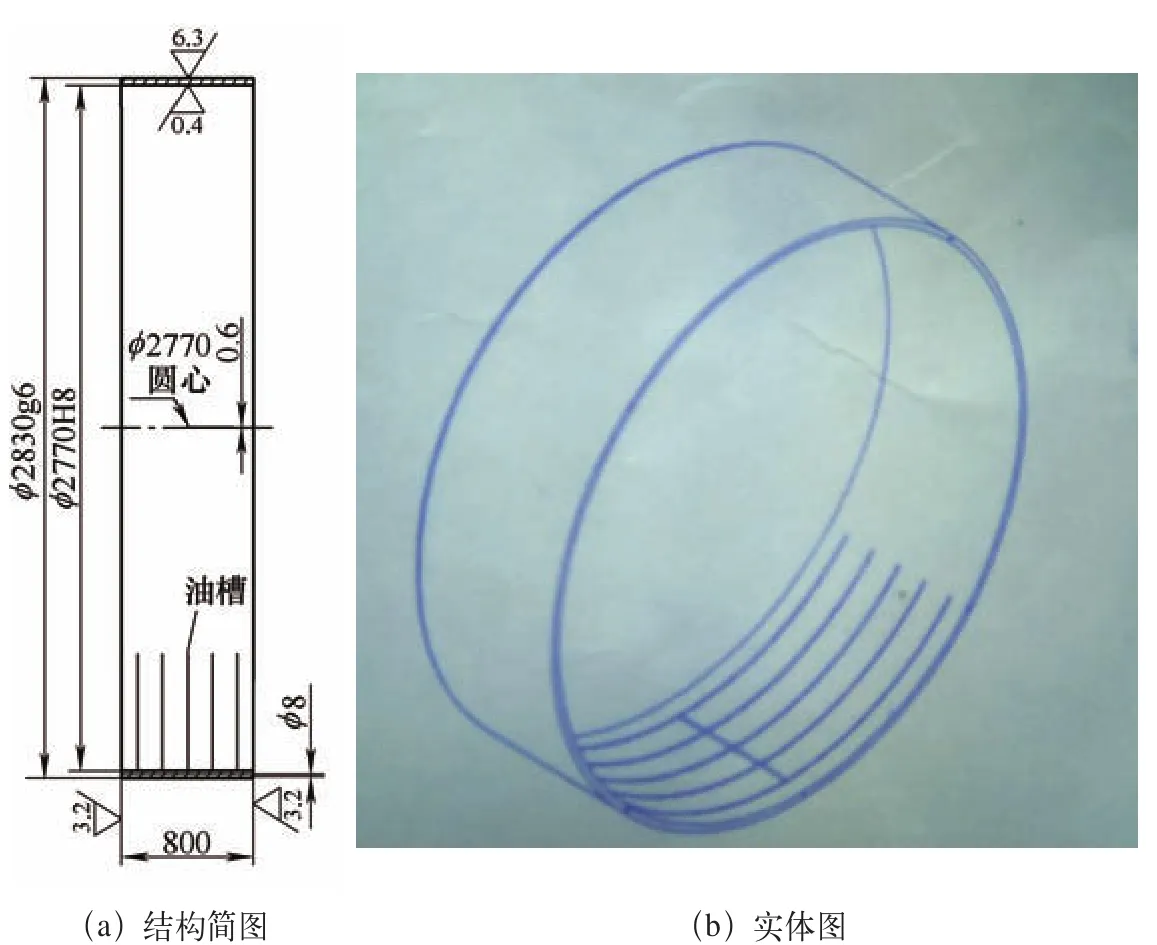
图1
2. 加工工艺
采用数控龙门镗铣床对偏心铜套的油槽进行加工,具体工艺如下:
(1)夹住工件冒口一端,按工件内孔及外圆找正,压紧,利用立式车床车工件内孔及外圆,直径留余量4mm。
(2)车平上端面平面。
(3)将工件进行时效处理,自然时效处理7~15天。
(4)夹住工件冒口一端,按已加工的内孔及外圆找正、压紧,误差≤0.05mm,车工件φ2 830g6外圆至图样技术要求,并记录圆心位置。
(5)按外圆圆心位置,跑坐标将圆心偏移0.6mm,车工件φ2 770H8内孔至图样技术要求。
(6)车平上端面平面。
(7)工件翻身(用吊带或尼龙绳吊放铜套,注意保护内孔及外圆),按已加工的内孔及外圆找正,误差≤0.05mm,车另一端面总长800mm至图样技术要求。
(8)将工件吊放在数控龙门镗铣床上(用吊带或尼龙绳吊放铜套,注意保护内孔及外圆),在主轴上装上加长铣头,并在铣头上装上镗刀头,将加长找正杆固定在镗刀头上。
(9)将百分表固定在加长找正杆上,圈工件内孔找正、压紧,误差≤0.05mm。
(10)利用游标卡尺测量铜套的壁厚,找出最厚处为30.6mm,最薄处为29.4mm,并用机床刻十字中心线。
(11)在主轴上装上镗刀头,将镗刀装在刀头上,以壁厚最厚处分中,通过数控编写程序分别铣圆周上R4mm油槽至两边45°位置。
(12)在龙门铣主轴上装上万能铣头,并安装键槽铣刀,铣轴向R4mm油槽至图样技术要求,数控程序加工偏心铜套的油槽。
(13)数控编程加工偏心铜套油槽的具体程序如下:
G54G17G90
M43M03S300F1000
G0x0y0
TRANSx 0.6
G0x0y0
G0Z0W0
G0 AP=45 RP=2770/2-d(60)
G3 AP=IC(45)RP=2770/2-d(60)
G3 AP=IC(45)RP=2770/2-d(60)-0.6
G0x0y0
TRANSx 0.6
G0x0y0
G0Z0W0
G2 AP=IC(-45)RP=2770/2-d(60)
G3 AP=IC(-45)RP=2770/2-d (60)-0.6
G0x0y0
M05
M30
3. 工艺实施详情
以下是数控龙门镗铣床加工偏心铜套油槽的现场图片:
(1)在主轴上装上加长铣头(见图2)。

图2
(2)在铣头上装上镗刀头,并将加长找正杆固定在镗刀头上(见图3)。

图3
(3)将百分表固定在加长找正杆上,圈铜套内孔找正(见图4)。
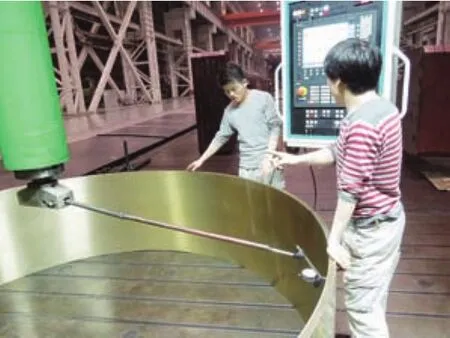
图4
(4)用游标卡尺测量出铜套的壁厚最厚处及最薄处(见图5)。
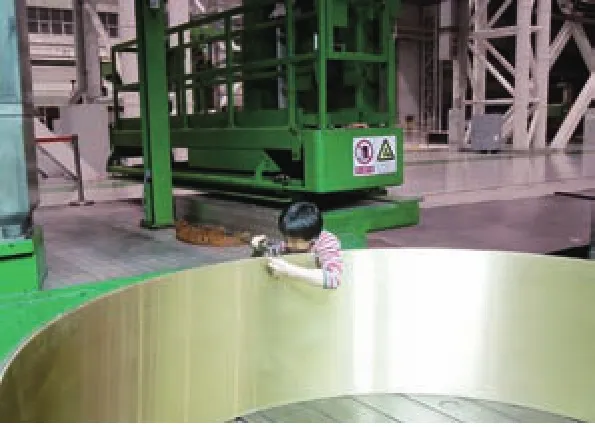
图5
(5)镗数控编写程序分别铣圆周上R4mm油槽至两边45°位置(见图6)。

图6
(6)主轴上装上万能铣头,并安装键槽铣刀,铣轴向R4mm油槽至图样技术要求(见图7)。

图7
4. 结语
利用数控龙门镗铣床加工铜套油槽是我公司的创新方法,克服了以往只依赖车床才能加工铜套油槽的局限性,尤其是对于超大、偏心铜套的加工。通过数控编写程序加工圆周90°范围内油槽,其精度及表面粗糙度值不仅满足图样技术要求,而且能达到装配使用要求,为我公司今后加工偏心铜套油槽奠定了基础。
专家点评
作者打破了依赖车床才能加工铜套油槽的局限性,尤其是对于超大、偏心铜套的加工。通过数控程序加工圆周局部范围内的油槽,走出了一条新路。
收稿日期:(20150323)
猜你喜欢
现代制造技术与装备(2022年7期)2022-08-24
黑龙江电力(2020年6期)2020-03-17
中国设备工程(2019年24期)2020-01-14
制造技术与机床(2019年11期)2019-12-04
锻造与冲压(2019年7期)2019-04-13
电子测试(2018年15期)2018-09-26
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
中国修船(2017年5期)2017-10-16
