低密度聚乙烯装置火炬气夹套管的设计
2015-03-14 03:36颜佳卿中石化上海工程有限公司上海200120
化工与医药工程 2015年6期
颜佳卿(中石化上海工程有限公司,上海 200120)
低密度聚乙烯装置火炬气夹套管的设计
颜佳卿
(中石化上海工程有限公司,上海200120)
摘 要化工工艺装置中常使用夹套管作为伴热方式。在设计中对于夹套管的设计需要注意选材、应力等相关问题。以低密度聚乙烯火炬夹套管为研究对象,从设计角度阐述夹套管的配管设计、材料选择及应力计算的一些设计原则。
关键字 夹套管;伴热;管道设计
夹套管伴热是化工工艺装置伴热的一种常见方式,与蒸汽伴热和电伴热相比,夹套管伴热具有伴热均匀、伴热效率高等特点。由于夹套管与其他常见伴热形式上有较大区别,在设计时需要注意夹套管材料选择、内外管之间的热膨胀应力、现场施工等问题。本文以低密度聚乙烯火炬气夹套管为研究对象,阐述夹套管配管设计、材料选择及应力计算的一些设计原则。
1 夹套管的夹套形式选择
夹套管内管与外管的连接形式一般有两种。内管焊缝外露型(半夹套)。内管焊缝隐蔽型(全夹套)。在设计夹套管形式时一般应符合以下要求:
(1)输送介质的凝固点在50~100 ℃的工艺管适宜采用“内管焊缝外露型”夹套管,即半夹套管。
(2)输送介质的凝固点高于100 ℃的工艺管适宜采用“内管焊缝隐蔽型”夹套管,即全夹套管。
(3)输送有毒介质的工艺管道应采用“内管焊缝外露型”夹套管,即半夹套管。
低密度聚乙烯装置火炬气排放管在正常操作工况时主要包含原料精制干燥器的再生排放,排放气缓冲罐排放等,在紧急排放工况时主要是安全阀排放,反应器紧急排放,乙烯单元的紧急排放以及脱气仓的高压排放等。火炬管中正常排放时主要介质是氮气,在泄放工况下主要介质是乙烯。为了防止泄放工况下乙烯产生极端低温工况,保护下游设备,因此在火炬排放管上加入蒸汽夹套管,以避免极端低温工况的产生,保护下游设备。鉴于此,此火炬夹套管选用焊缝外露型半夹套型开展设计。
2 夹套管材料选择
石油化工夹套管组装及其配件选用应符合SH/T 3040—2012[3]规范要求。管道材料及组成件应满足工艺温度、压力以及管道材料等级表的要求。
2.1夹套管的压力、温度确定
对于管道材料的选择首先应确定管道的设计及操作参数,通常情况下夹套管管道的压力、温度按照以下原则确定:
(1)压力:通常内管管道外压为外管内的伴热介质的设计压力,内管管道内压为内管介质设计压力。外管的内压应为伴热介质的设计压力。
(2)温度:内管管道设计温度应选择工艺介质或伴热介质温度较高者,或由工艺专业计算得到的金属壁温。外管管道温度应选择伴热介质温度。
2.2管道材料选择
当夹套管内管、外管温度、压力确定后,可以根据温度、压力及物料特性选择合适的管道材质。本火炬管及夹套管的设计参数见表1。
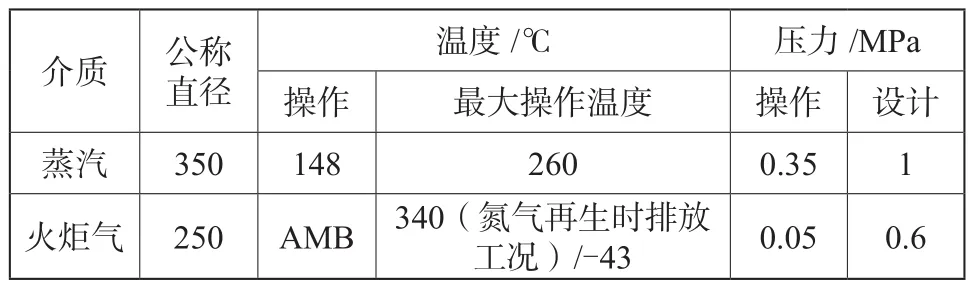
表1 火炬夹套管管道工艺参数Tab.1 Flare pipe design condition
从火炬气的最大操作温度工况中存在-43℃的极限低温工况,因此在设计的初期对于此火炬气管道选择使用不锈钢材质(304),夹套管选用普通碳钢材质(20#钢)。但经过应力计算发现内、外管应力过大。夹套管材料调整为火炬气管道使用低温碳钢(A 333),夹套管选用普通碳钢(20#钢),顺利通过应力计算。
2.3管道法兰的选择
当夹套管为内管焊缝外露型时,可使用普通法兰,法兰部分不被外管包围。外管与内管之间采用焊接连接方式,主要连接型式有管帽式连接和端板式连接。
管帽式夹套管端部连接形式[3]如图1、图2:

图1 管帽式夹套管Fig.1 Cap type jacket pipe

图2 垫板管帽式夹套管Fig.2 Cap with plate jacket pipe
端板式夹套管端部连接形式[3]如图3、图4。
当选用端板式夹套时应注意端板厚度不得小于管道壁厚且材质应与内管材质一致。

图3 外置端板式夹套管Fig.3 Plate type jacket pipe

图4 内置端板式夹套管Fig.4 Plate type with plate jacket pipe
本火炬气夹套管的端面选用的是管帽式夹套管。
3 夹套管的配管要求
3.1夹套管需满足工艺要求
夹套管在管道布置时必须满足工艺流程要求,避免死端,当不可避免时,应在其低点处设排液口。本火炬气管道,为了避免危险介质在管道中积聚,因此管道在装置区内高于管廊,做到步步低布置,以避免液袋。火炬气夹套部分布置在管廊上,夹套部分选用管帽端部连接式半夹套。
3.2夹套管管径的确定
夹套管外管管径可按照下表2[3]选择。本火炬气管管径为DN 250,按照表2[3]选择外管管径为DN 350。在夹套管设计时外管管径选择一般比内管管径大两档,例如表2[3]中内管管径为DN 40时外管管径选择DN 80,过小的内外管径差会造成现场施工困难。由于夹套管施工时还需要安装定距板,过小的内外管管径差会造成定距板加工难度增大以及现场施工安装定距板及套管时非常困难,但过大的管径差又会造成不必要的材料能耗浪费。
应当注意的是如果当夹套管为全夹套时,夹套管内管的弯头应采用长半径(R =1.5 D)弯头,外管宜采用短半径(R =1 D)弯头。当工艺物料特性要求内管弯头曲率半径等于或大于3DN时,套管弯头应采用剖切型,且套管弯头的曲率半径宜于内管的曲率半径相等。

表2 夹套管内外管管径选择Tab.2 Jacket pipe size selection
3.3夹套管定距板的设计
夹套管长度不宜超过6 m。在设计时,火炬管夹套布置为5 m一段,共4段来满足工艺换热要求。夹套管内管支撑使用定距板,通常定距板为三块按照120°角均匀分布,见图3。定距板材质必须与内管管道材质一致,定距板距外管内壁的空隙为1~1.5 mm左右,定距板长40 mm,厚度为碳钢6 mm、不锈钢3 mm。

图5 夹套管定距板Fig.5 Jacket support
定距板板距应满足管道跨度的要求、建议间距如表3[3]。
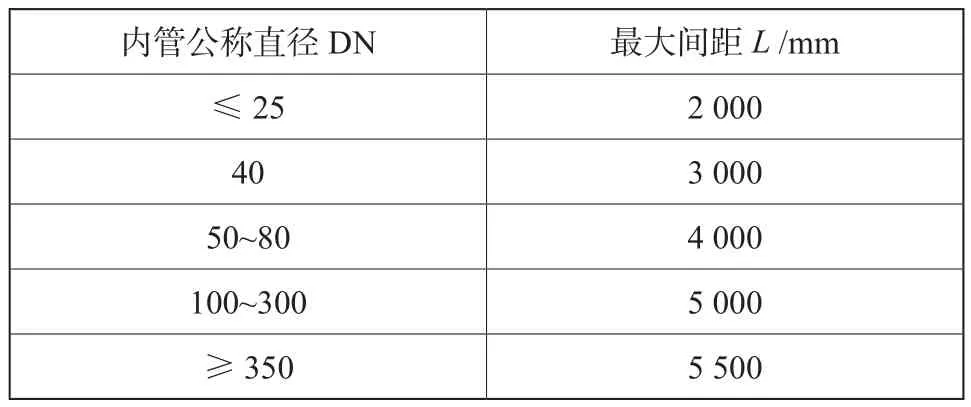
表3 定距板间距Tab.3 Jacket support selection
定距板在设计及现场制作时应当注意以下几点:
(1)夹套管实际上内管与外管并不是固定的而是内管在外管间可以滑动,因此定距板的位置设定同时不应阻碍管道膨胀位移方向,具体来说定距板应离开弯头处一定距离。考虑到定距板长度以及离开弯头焊缝的距离,一般情况下定距板中心离焊缝的最小长度应大于100 mm。
(2)夹套管内管预制时应预留可调整段,按照设计规范要求焊接定距板时,定距板位置应与设计文件统一,不影响内管外管间的热膨胀。
夹套伴热跨线需要注意的问题:
(1)伴热介质应逆介质流向设置以保证伴热充分均匀,伴热管道引入点与引出点应尽量靠近端点以避免加热不充分。
(2)夹套跨线的连接应防止积液和堵塞。
(3)伴热管跨线应考虑拆卸并提供足够的柔性,例如在内管压力高的全夹套管有时会使用嵌入式垫片,如RTJ八角型金属垫圈,考虑到某些法兰在装置运行中管道可能存在积聚堵塞的情况,法兰需要拆开疏通,这时伴热跨线就需要考虑足够的柔性或考虑拆卸法兰以便运行维护时的便利。
4 夹套管的应力计算
当夹套管走向确定后需进行应力计算,应力计算须满足SH/T 3041—2002[4]要求。在夹套管设计时还应考虑内、外管之间由于金属线膨胀系数以及介质温度不同造成内外管之间应力过大,此时应校核管道应力。
本火炬气管道采用蒸汽进行伴热,夹套管采用管帽式半夹套,此夹套管管道在管廊上有4根夹套管(内管DN 250、外管DN 300),每根夹套管设计长度为5 m。工艺流程见图6。
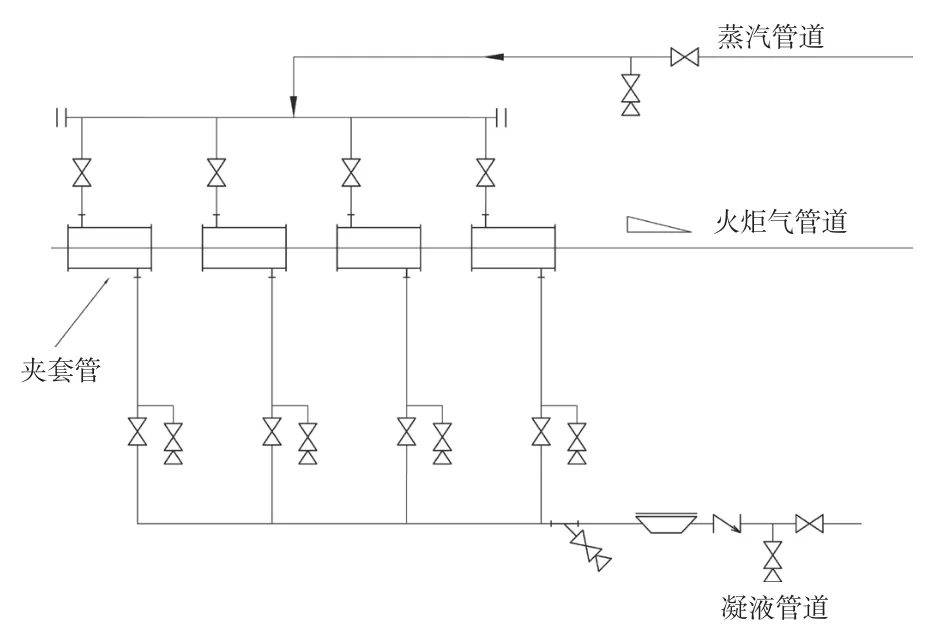
图6 火炬夹套管工艺流程Fig.6 Flare jacket pipe P&ID
根据工艺专业传热计算得到内管、外管的金属壁温,见表4。

表4 不同工况下的金属壁温Tab.4 Metal wall temperature in different condition
夹套管内管、外管之间是管帽式焊接连接,相当于内管与外管之间是两个固定端。当介质进入夹套管中时,内管、外管会产生形变,这种形变由两种形变叠加合成(自由热膨胀量、内外管干涉时的形变量叠加而成),且最终内管、外管的形变量一致,详见图7。
因此我们可以得出以下结论:

即内管的伸长长度与外管的伸长长度一致。
式中 L—夹套管管道长度,mm;
e—单位热膨胀量,cm/m;
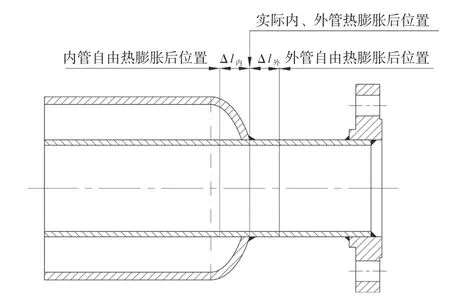
图7 夹套内、外管热膨胀示意图Fig.7 Core pipe and jacket pipe thermal expansion
Δl—内、外管干涉时的长度变化量。

式中 F—固定点作用力,N;
A—管道截面积,mm2;
E—金属弹性模量,MPa。
将式(3)代入式(2)得:

此火炬管管径为DN 250,夹套管管径DN 350,因此内管截面积A内为7 460 mm2,外管截面积A外为9 860 mm2,环境温度按20 ℃考虑得,查得金属弹性模量及单位金属线型膨胀量如表5。

表5 金属管道弹性模量及单位线膨胀量Tab.5 Metal modulus of elasticity and expansion
代入公式(5)计算得到不同工况下焊缝点的受力情况见表6。
根据公式[1]校核焊缝强度:


表6 焊缝受力情况Tab.6 Force of welding line
式中 τ—焊缝的剪切应力,MPa;
[τ]—许用的剪切应力,MPa;
F—载荷,N;
H—焊缝直角边高度,cm(按0.8 cm取);
a—焊缝实际长度(内管外径周长取85.7 cm)。
得到在不同工况下内、外管连接部位焊缝强度如表7。

表7 内、外管连接部位焊缝强度Tab.7 Strength of welding line between core and jacket pipe
根据GB 50316—2008[2]中碳钢不同温度下的许用应力查表,发现管道在火炬管空管且蒸汽持续加热工况下焊缝许用强度超过此温度下碳钢的材料许用强度108 MPa。
这时需要考虑在外管增加膨胀节补偿或者在管道选材上做进一步的研究。经过对比此根火炬气管道上下游的工况,若内管材质改为低温碳钢,从工艺条件上也可以满足要求。当使用低温碳钢时计算固定点及校核焊缝强度力计算结果如表8。

表8 焊缝校核计算结果Tab.8 Calculation result of welding line
根据计算,当采用低温碳钢时,在各工况下夹套管受力情况均能通过核算,尤其是在火炬气空管、蒸汽持续加热工况下,产生的应力明显减小。因此最终此火炬夹套管按照内管低温碳钢、外管普通碳钢选型。
5 结束语
夹套管设计时不仅要满足通常配管、材料、应力方面的问题,并且需要针对物料介质特性、管道物料介质的温度及材料所产生的应力。选择合理、经济的夹套管形式,满足工艺要求,确保夹套管在实际应用中发挥其伴热的特点优势,保证装置安全平稳的运行。
参考文献
[1] 张德姜,王怀义,刘绍叶. 石油化工装置工艺管道安装设计手册(第四版)[M]. 北京:中国石化出版社,2009:85-86.
[2] GB 50316—2000. 工业金属管道设计规范[S].
[3] SH/T 3040—2012. 石油化工管道伴管及夹套管设计规范[S].
[4] SH/T 3041—2002. 石油化工管道柔性设计规范[S].
Design of Flare Jacket Used in Low Density Polyethylene Plant
Yan Jiaqing
(SINOPEC Shanghai Engineering Co., Ltd, Shanghai 200120)
Abstract:In chemical plant, jacket pipe is commonly used for tracing purpose. In design of jacket pipe, the issues of material selection and stresses should be paid into attention. In this article, with the example of flare jacket pipe in LLDPE plant, and from the view point of design, the principles of layout of jacket pipe, material selection and stress calculation were described.
Keywords:jacket pipe; tracing; piping design
作者简介:颜佳卿(1982—),男,工程师,主要从事设备布置、管道设计及项目管理工作。
收稿日期:2015-05-28
中图分类号:TQ 325.1+2
文献标识码:A
文章编号:2095-817X(2015)06-0022-000
猜你喜欢
化肥设计(2022年2期)2022-04-28
煤气与热力(2021年7期)2021-08-23
建材发展导向(2021年11期)2021-07-28
煤气与热力(2021年5期)2021-07-22
中国外汇(2019年10期)2019-08-27
化工设计(2017年2期)2017-03-05
焊管(2016年7期)2016-12-18
原子与分子物理学报(2015年3期)2015-11-24
现代企业(2015年8期)2015-02-28
现代企业(2015年6期)2015-02-28