
螺纹钢线径在线测量及其检测系统的研究
2015-03-31 07:12李绍铭杨帆杨鹏徐龙淞
机床与液压 2015年21期
李绍铭,杨帆,杨鹏,徐龙淞
(安徽工业大学电气与信息工程学院,安徽马鞍山243000)
0 前言
随着轧制自动化程度的提高,伴随而来的是生产节奏的加快,同时,用户对产品规格尺寸要求的提高,以及生产厂家对成本控制力度的加大,也为了进一步降低劳动强度,实现螺纹钢线径的在线实时检测和监控,是未来棒材生产的趋势。在未来相当长的时间里,棒材的生产和应用都还有相当大的发展空间和潜力,因此,对棒材线径在线检测的研究开发就显得非常必要和紧迫,其研究成果也非常有价值和意义[1]。
本文作者采用一种电容感应式螺纹钢线径在线监测系统及其检测方法。其目的在于克服现有技术中螺纹钢的线径在线监测设备结构复杂、测径难度大高、测径成本高的不足,提供一种电容感应式螺纹钢线径在线监测系统及其检测方法。通过该项目构建的电容式在线监测系统,能够实现螺纹钢线径的高精度在线监测,从而提高螺纹钢公差控制能力,且结构简单,设备维护成本低。
1 系统总体设计
1.1 概述
该系统设计的一种电容式螺纹钢线径在线监测系统,包括圆筒件、集电环、电容模块、滤波模块、温度补偿模块、数据运算模块和数据显示模块,所述的圆筒件呈两端开口的中空筒状结构,螺纹钢从圆筒件的中心轴线位置穿过,从圆筒件一端的端部引出第一电容极;所述的集电环设置于轧机的出口处,并与螺纹钢相接触,从集电环引出第二电容极,所述的圆筒件和螺纹钢组成圆柱形电容器;上述的第一电容极和第二电容极接入电容模块,该电容模块用于圆柱形电容器的电容值,所述的电容模块依次与滤波模块、数据运算模块、数据显示模块相连接。
文中的圆筒件为金属件,并位于轧机的出口处,该圆筒件的外壁直径为螺纹钢直径的3~10倍,该圆筒件的长度为50~100 cm。
1.2 系统框架与组成[3]
该系统设计的一种电容式螺纹钢径在线监测系统,其结构示意图如图1所示,包括圆筒检测件3、集电环4、电容模块5、滤波模块6、温度补偿及数据运算模块7和数据显示模块8,所述的圆筒件3呈两端开口的中空筒状结构,螺纹钢2从圆筒件3的中心轴线位置穿过,从圆筒件3一端的端部引出第一电容极;集电环4设置于轧机1的出口处,并与螺纹钢2相接触,从集电环4引出第二电容极,所述的圆筒件3和螺纹钢2组成圆柱形电容器;上述的第一电容极和第二电容极接入电容模块5,电容模块5依次与滤波模块6、数据运算模块7、数据显示模块8相连接,用于圆柱形电容器的电容值。
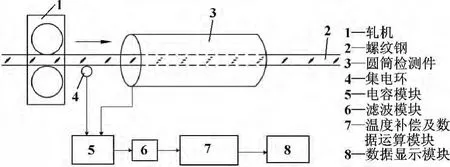
图1 棒材线径在线检测系统结构示意图
2 系统功能设计
2.1 在线线径检测方法与步骤
该系统设计的一种电容式螺纹钢线径在线检测系统,其实施检测的步骤为:
(1)研制改性陶瓷圆筒检测件
通过改性陶瓷材料研发试制,研发可以烧制成电导率相当于镍铜合金 (50×10-8Ω·m)的陶瓷坯料,以及可以同时烧制成改性陶瓷坯料。然后研发合适的模具和烧制工艺,研制出陶瓷质的圆筒检测件(圆筒件和版圆筒件),作为螺纹钢线径在线监测的传感检测装置。
(2)建立螺纹钢标准数据库
将不同线径规格Фi的标准规格的螺纹钢,在与实际生产相同的环境中离线状态下穿过圆筒件,电容检测模块通过锁相放大检测方式,测量第一电容极和第二电容极之间的圆柱形电容器的电容量,并经过滤波处理模块得到相应的电容值Ci,其中:Фi为标准规格的螺纹钢直径,Ci为直径为Фi的标准规格的螺纹钢对应的电容值,从而得到 (Ci,Фi)的标准数据对,其中 Фi的取值为常用螺纹钢规格值6、8、10、12、16、18、20、22、25、32、40、50 mm等。数据库规格越详细,监测数据就越精细准确。
(3)检测工况下电容值Cx获取
当待测的螺纹钢穿过圆筒件时,电容检测模块通过第一电容极和第二电容极此时圆柱形电容器的电容值,并经过滤波模块得到相应的电容值Cx,其中: Cx为待测直径Фx的螺纹钢对应的电容值;
(4)数据处理及温度补偿
将步骤 (3)检测得到的电容值Cx传送至数据运算模块,进行局部线性化、偏差估计运算得待测螺纹钢的直径Фx和螺纹钢直径的偏差量ΔΦ,具体计算过程如下:
①根据当前生产的螺纹钢直径Фm的规格,从标准数据库 (Ci,Фi)中提取与生产的螺纹钢直径相接近的两组数据 (C1,Ф1)和 (C2,Ф2),其中:C1为比当前生产的螺纹钢直径规格Фm小一个规格的标准直径,Ф1为准数据库 (Ci,Фi)中C1对应的电容值,C2为比当前生产的螺纹钢直径规格Фm大一个规格的标准直径,Ф2为准数据库 (Ci,Фi)中C2对应的电容值;如图2所示电容值C与螺纹钢直径Ф的关系曲线。
②将(C1,Ф1)或(C2,Ф2)代入公式(1):

得:

即可计算得到b。其中:Фx为待测的螺纹钢直径,Cx为待测直径Фx的螺纹钢对应的电容值,b为截距;
③将上述 (C1,Ф1)、(C2,Ф2)、截距b及检测得到的电容值Cx代入公式 (1),即可计算得到待测螺纹钢的直径Фx;
④将当前生产的螺纹钢规格直径Фm和上述计算得到的待测螺纹钢的直径Фx代入公式 (2):

计算即可得到在轧螺纹钢与相应线径规格的偏差量ΔΦ;
⑤通过实时检测螺纹钢的温度,根据螺纹钢材质的温度系数,将高温下检测出的螺纹钢线径,补偿折算到冷态下的线径值。也就是说,系统在线检测并显示出的线径并不是在热态下实际检测的线径,而是冷态下实际的线径值[7]。
(5)数据显示
将步骤 (4)中计算得到的待测螺纹钢的直径Фx和偏差量ΔΦ传送至数据显示模块予以显示。
该系统中所称的螺纹钢的直径均指公称直径,公称直径范围为6~50 mm,标准推荐的螺纹钢公称直径为6、8、10、12、16、18、20、22、25、32、40、50 mm[3]。

图2 电容值与螺纹钢直径的曲线图
2.2 圆筒检测件的制作[4]
圆筒检测件的加工有两种方式,一种是先采用薄的铜质或铝质材料制作成合适规格的圆筒或半圆筒件,然后在其里外两侧各加工成陶瓷绝缘材料,引出电极,即构成可以感应电容的圆筒检测件。这需要特定的加工工艺和加工材料;另一种方式是直接采用可以烧制成合金材料和陶瓷材料的两种改性陶瓷材料,中间层采用薄的可以烧制成合金器件的橡皮泥材料,而两侧采用可以烧制成改性陶瓷的橡皮泥材料,从中间引出电极材料。制作好后通过两次烧制,稍事加工,即可构成感应电容圆筒检测件。
2.3 轧辊轧槽表面凹槽检测的实现原理
另外,该系统设计可以自动检测出轧机表面是否有凹槽。如图1所示,如果轧辊1表面含有凹槽,当螺纹钢2从轧辊中挤压出来时,螺纹钢表面会产生周期性非正常凸起。当螺纹钢进入圆筒检测件3,由于螺纹钢表面有周期性非正常凸起,在凸起部分减小了等效电容两极板间的距离,从而就会使电容值增加,因此,系统检测出的连续电容值就会出现周期性的变化。通过观察电容值输出非正常变化,可以判断出螺纹钢表面是否含有非正常的凸起,进而就可以判断轧辊轧槽表面是否有凹槽,从而可以及时更换轧辊,有效避免了钢材的废品进一步增加。
3 结论
在实际生产当中,大多数厂商采用的是人工卡尺测量螺纹钢的线径,其精确度不高、效率、劳动强度大,且不能实时检测。本系统设计构建的电容感应式在线监测系统,实现了螺纹钢线径的高精度在线监测,从而提高螺纹钢成材率,且结构简单,设备维护成本低,提高了产品质量以及实现了产品自动化。同时,该系统可以检测出轧机轧辊滚槽表面的凹槽缺陷,防止生产出来的螺纹钢含有不必要的凸起。
[1]H44中华人民共和国国家标准.GB1499-91钢筋混凝土用热扎带肋钢筋[S].2012.
[2]刘志英,岳祖洲,陈文毅.螺纹钢外形参量在线测量的实验模拟[J].光电子·激光,1994,5(4):220-223.
[3]李绍铭,徐龙淞,杨帆,等.一种电容式螺纹钢线径在线测量系统.中国专利,ZL:201210149770.3[P].2013-12-11
[4]樊传刚,张国栋,檀杰.一种可以烧成陶瓷和硬质合金器件的橡皮泥及其制备方法.中国专利ZL:200410065255.2[P].2005-04-27.
[5]吴旻修,许家铭,罗立伟.陶瓷电容.中国专利: CN202523553U[P],2012-11-07.
[6]钱思明.热轧螺纹钢内外径的在线测量[J].光学技术,1996,11(6):35-37.
[7]冷轧螺纹钢筋生产技术[Z].国家科技成果。
[8]李喜东,周建华,牛健.介质温度影响物位测量值得补偿方法[J].自动化技术与应用,2013,32(9):36-40.
猜你喜欢
上海大中型电机(2021年4期)2021-12-17
昆钢科技(2021年4期)2021-11-06
大电机技术(2021年4期)2021-08-06
防爆电机(2021年4期)2021-07-28
上海大中型电机(2021年2期)2021-07-21
制造技术与机床(2017年3期)2017-06-23
中国科技纵横(2016年4期)2016-11-19
科教导刊·电子版(2016年2期)2016-03-12
中国房地产业(2016年24期)2016-02-16
上海计量测试(2014年5期)2014-03-14
