
LNG船用装卸臂工艺技术及国产化的必然性分析
2015-04-13 18:11王西超徐杰
中国高新技术企业 2015年8期
王西超 徐杰

摘要:文章通过对LNG装卸过程中对装卸臂原材料性能、结构、密封性及主要部件的性能进行分析,选择适合的材料,进行深冷工艺处理,设计制造完全满足要求的装卸臂,并通过严格的试验程序进行试验。该款装卸臂结构简洁、性能优越、成本低,极具推广价值。
关键词:LNG船用装卸臂;旋转接头;紧急脱离装置(ERC);液压QC/DC;国产化 文献标识码:A
中图分类号:U664 文章编号:1009-2374(2015)08- DOI:10.13535/j.cnki.11-4406/n.2015.
1 概述
随着我国对能源需求的不断增长,引进和生产液化天然气对优化我国的能源结构,有效解决能源供应、安全、生态环保保护,实现经济社会的可持续发展将发挥重要的作用。从2006年首座液化天然气接收站在深圳大鹏建成投产以来,相续建成(包括在建)20多座,其中码头选用的关键设备——船用装卸臂一直被欧美国家所垄断,价格高、交货期长、服务不及时。无疑地对LNG码头的生产及操作的安全性带来一定的约束性。
而国内类似设备的设计与生产厂家已在常温,乃至低温乙烯装卸设备的设计与生产控制方面取得了巨大的成绩,常温装卸臂完全取代了进口产品,低温乙烯装卸臂在五年前成功打破了垄断的格局,并逐渐实现常温装卸臂一样完全取代进口产品。所以,我们已与综合实力较强的生产厂(上海冠卓)合作组成LNG装卸设备研发小组,经过近三年的不懈努力,终于成功设计、生产制造出了完全适宜LNG装卸的设备,经试验证明其主要部件的性能超过了国外同类产品。
2 LNG装卸臂技术与工艺分析
2.1 LNG装卸臂主体结构计算分析
为了全面分析整个冷却过程的影响,多个不同体系的分析被进行,包括使用四个非常详细的有限元模型进行的稳态热、稳态半耦合热力和瞬态半耦合热力分析等。使用FEMAP软件、应用计算机模拟设计,研究在各种瞬态温度荷载作用下输送臂的性能。
2.1.1 在-163℃的环境下,把液化气从海岸传输到轮船或从轮船传输到海岸,现在正面临着许多问题。这主要是因为传输设备上存在着热冲击和冰块的堆积。为了评估液化气输送臂能在寒冷的工况及变暖环境过程中的材料变化,使用FEMAP软件进行分析设计。并通过使用FEMAP software,浅析地证明,在寒冷条件下新的设计完全能满足低温工况的各种状态,而且对主要构件没有任何有害的影响。
2.1.2 输送臂的装配。整个管道装配的三维模型用来模拟系统的整个行为。这个非常复杂的模型和分析过程,同时分析了热和结构荷载的影响。所获得的结果证实了在冷却过程中构件内的收缩量和应力值,并突出了使用局部模型进行进一步分析的重要性。
2.1.3 码头基架立柱。基架、转轴箱、旋转接头和回转支承的三维模型,在周围的构件上研究管道的冷却效应,使用一个保守的稳态热分析对流和传导效应。
2.1.4 支承支架。支承支架的三维模型,研究了由于周围刚性约束引起的冷却和热应力的程度。虽然不容易遭受热冲击(因为板是薄的),但是支架也很容易产生一个温度梯度。因此,需要对支架进行进一步的设计和建模,来改进它们的性能。
2.2 主要部件的深冷处理方案
LNG装卸臂的主要部件有旋转接头(内圈、外圈、法兰、密封圈等)、紧急脱离装置(ERC,阀、阀体、阀座、抱箍、密封件等)、液压快速接头(EDC/DC)以及弯头等;为了确保这些部件在-196℃状态下能保持相同的收缩率,必需在加工前期及加工过程在特定的低温处理设备,按照OCMIF、BS 6364-1998《低温阀门》和BS EN 1474-1-2008《LNG输送臂》的标准要求进行2~3次的深冷处理,处理方案如下:
将需要深冷的零件放至装有低温容器中进行深冷处理,深冷处理温度应低于使用温度,冷处理分为冷却、保温和放冷三个阶段进行,保冷1~2小时,然后将零件取出放冷至常温,重复循环2次其结果符合BS EN 1474-1-2008要求。
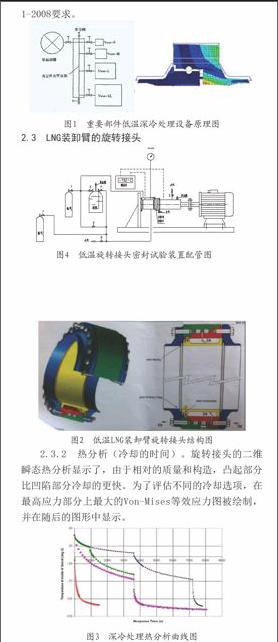
2.3 LNG装卸臂的旋转接头
2.3.1 旋转接头的结构分析。对旋转接头的轴对称结构建模,研究在各种瞬态温度荷载作用下它的性能。温度荷载给出了随时间变化的温度分布和温度应力。结果,对选择的节点,温度时程图、von-Mises等效应力图和相对轴向位移图,很容易地显示了冷却过程中各个阶段的不同,并帮助评估密封是否能保持产品在冷却和加载期间的密封性。
为了让旋转接头在整个装卸过程中能保持干燥并旋转灵活,改变其常温操作的结构,增加氮气吹扫系统,以便将在操作过程中产生的潮气及水蒸汽带走,防止结冰,无法转动或损坏密封圈。
2.3.2 热分析(冷却的时间)。旋转接头的二维瞬态热分析显示了,由于相对的质量和构造,凸起部分比凹陷部分冷却的更快。为了评估不同的冷却选项,在最高应力部分上最大的Von-Mises等效应力图被绘制,并在随后的图形中显示。
红色曲线:假设没有进行冷却处理就引入了液化天然气液体,分析显示了预先进行冷却处理的必要性。对选择的材料,应力超过了许用值。
蓝色曲线:使用氮气和液化天然气蒸汽的混合物,进行2个小时的深冷却处理(在现用的输送臂上进行)。当进行纯液化天然气输送时,在旋转接头产生的应力最小。
绿色曲线:一个小时的冷却处理,包括首先进行15分钟的氮气和液化天然气的混合物冷却,随后进行45分钟的液化天然气蒸汽冷却。但是当进行液化天然气输送时,所产生的最大应力也会相应地增加大约20%。
粉红色曲线:仅使用液化天然气蒸汽进行1个小时的冷却处理,此时得到的结果是最理想的。冷却处理时间更快,然而初始的应力是最大,当进行液化天然气输送时,应力峰值只会比2个小时冷却处理所引起的应力稍大。因此推荐使用此选项。
通过使用FEMAP软件,计算机模拟设计,不但能够证实或调整他们的设计,以确保使用最好的设计,而且也能够给他们的客户提供完全的信心——所采用的设计将提供无故障运转以及延长使用期限。
2.3.3 低温旋转接头试验。
第一,在试验温度下,当旋转接头内允许温差±5℃,充氮气待压力升至0.6MPa或更高的规定压力下,电机转动频率为0.1赫兹,旋转时进行泄漏试验,试验时间持续30分钟,采用气体定量测漏仪测量。
第二,旋转接头内部温度降至规定温度,放掉氮气,充氦气,待压力升至规定压力,试验按HG/T 21608.6标准规定的方法,再按BS EN 1474-1-2008标准规定步骤分段进行试验,该试验应符合下列规定:(1)在1.5倍当量设计载荷加内部设计压力下任一处压溃宽度不得超过滚珠或滚柱直径的8%;(2)在2倍当量设计载荷加内部设计压力下旋转接头不应产生泄漏及泄压;(3)对于常规液体作业,在3.5倍当量设计载荷下不产生任何结构失效破坏;(4)对于液化气作业的旋转接头,在4倍当量设计载荷下不产生任何结构失效破坏,每1cm密封直径上,在0℃0.1MPa时其泄漏率应不超过17.5cc/分钟。采用气体定量测漏仪测量。
2.4 低温紧急脱离装置
2.4.1 性能要求。
第一,对于液相式装置应先关闭球阀,再松开夹紧机构以实现脱离。
第二,用于液相式装置的球阀应在成装前对壳体进行常温条件下的强度和密封性试验,试验结果应符合BSEN1474-1-2008标准中要求;用于液相式装置的球阀应在整体装置成装后在低温条件下采用0.6MPa公称压力的氮气进行密封试验,保压5分钟,软密封应无可见泄漏。
第三,用于气相式装置的阀门成装前应进行常温条件下的密封性试验,试验结果应符合GB/T13927要求;用于气相式装置的阀门组应在整体成装后在低温条件下采用0.6MPa公称压力的氮气进行密封试验,保压5分钟,应无可见泄漏。
第四,紧急脱离装置夹紧机构采用弹性夹紧,夹紧应保证密封和锁紧可靠;紧急脱离装置成装后应进行壳体常温耐水压试验,试验压力为设计压力的1.5倍,应无可见渗漏。
第五,在低温条件下试验紧急脱离过程的可靠性:(1)在实验平台上进行紧急脱离装置的低温试验。分离试验应至少重复3次,可靠性达100%;(2)先用氮气检验紧急脱离装置及试验装置无可见泄漏;(3)将液氮输入紧急脱离装置中,待温度降至使用温度,待压力升至设计压力时进行脱离试验,脱开后的阀门密封面应无可见泄漏。
第六,常温条件下试验紧急脱离过程的可靠性:(1)在输油臂上进行脱离试验,当电液控制系统发生一级报警后,介质泵关闭,液压泵启动,系统转为驱动状态;(2)发生二级报警到装置完全分离,时间应在5秒以内。响应时间需由供应商详细计算后确定;(3)紧急脱离装置分离后,装卸臂的分离端立即开始上升,上升高度应在2m以上实现液压制动。分离试验应至少重复3次,可靠性达100%。
第七,紧急脱离接头释放机构在结冰的情况下蓄能系统应确保切实的脱离。
2.4.2 安装要求。
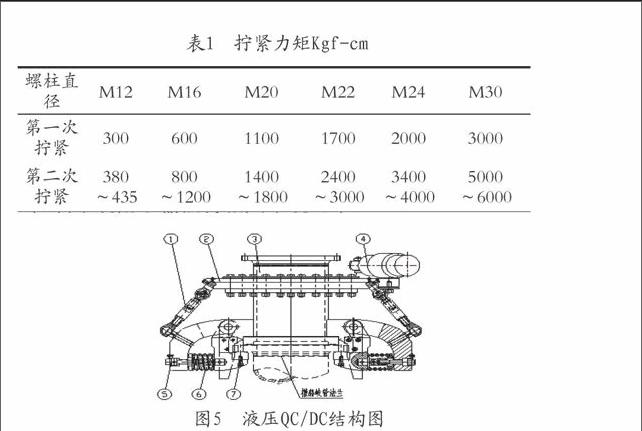
第一,采用不锈钢螺栓。
第二,拧紧螺栓时用力矩扳手,保持螺栓受力一致,力矩大小参照表1,过24小时再拧第二次。
第三,低温试验前用氮气将阀腔、管道内脱脂并吹扫干净。
2.4.3 低温紧急脱离装置试验。
第一,对于液相式装置的球阀壳体强度和密封性试验:按GB/T13927的规定进行,低温密封试验采用保冷法。
第二,紧急脱离装置的低温分离试验在试验平台上进行
2.5 EQC/DC《快速接头》
2.5.1 产品用途及结构。快速接头是安装在输油臂末端,与槽船歧管法兰联接的装置,它通过电气控制系统控制液压系统使输油臂与槽船歧管法兰实现自动、快速、可靠联接。
其结构主要由阀体合件3、回转支撑2、组合拉杆1、推杆5、加力弹簧6、卡爪7、液压缸4、液压系统和电器控制系统等九个主要零、部件组成。液压系统、电气控制系统附于输油臂相关系统之中(见图表1,图中电气液压系统未绘制)。
2.5.2 快速联接装置工作原理。联接装置在电气液压系统的控制下,卡爪处在最大开启状态,用人工(或用遥控器)操纵快速接装置将联接装置下端导向块与槽船管线法兰对正,使两法兰面贴紧。通过电液控制系统控制,启动油缸推动回转环旋转,从而推动4个压紧机构的上端一起旋转,带动压紧机构推动卡爪绕销轴转动,使卡口贴紧槽船法兰端面,回转环的进一步旋转引起压紧机构弹簧的压缩,使卡爪对法兰端面产生压紧力,当压紧机构的轴线与阀体轴线重合时,弹簧载荷最大。当压紧机构轴线相对卡爪稍过中心线3°~5°角(使压紧机构处在自锁状态)时,回转环停止旋转。此时,弹簧产生的载荷,通过卡爪的卡口端面加在法兰上的力≥法兰在操作状态下所需的密封圈的压紧力与操作状态下所需的螺栓载荷之和,整个锁紧就完成了。在该位置回转环将在机械式定位装置下限制转动。
当工作结束时,先关闭阀门,切断槽船管线与输油臂管线之间的介质流动,启动旋转油缸反方向推动回转环旋转,转动初始,使弹簧卸载,继续旋转回转环,通过压紧机构带动卡爪旋转,使卡爪脱开并开到位。此时输油臂带动快速联接装置一起与槽船管线分离。
2.5.3 压力等级应与装卸臂压力等级相同。
2.5.4 快换接头的设计能适应集油管法兰的公差带,夹紧机构的设计必须完全满足使用要求。
2.5.5 快换接头的强度符合BSEN1474-1-2008标准中要求,即强度应根据内部设计压力和由装卸臂姿态、外部轴向载荷、弯曲扭矩和剪切载荷的最荷刻的组合下确定的最大设计当量载荷计算;在2倍的设计当量载荷加内部设计压力下快换接头不应泄漏、变形及失效。这应适用于在弯曲拉伸时使用最少的夹紧块的情况。
2.5.6 快换接头应提供机械锁紧装置以防止由于压力或振动而意外松脱。锁紧装置的操纵应简便易行。
2.5.7 快换接头应有一个法兰盖,当用户要求时法兰盖上可有一个螺纹孔并装一螺塞。
2.5.8 连接法兰、锁紧件等在精加工前作两次深冷处理。
2.5.9 快换接头应在有试验压力及试验负荷Pct情况下进行试验。
以上结构的液压快速接头(DC/DC)由上海冠卓公司设计、生产制造,其结构较欧美国家FMC、SVT的结构简单,经实践证明不仅完全满足各种温度、各种工况下技术要求,而且操作方便、易维护。
2.6 低温臂操作试验
在LNG装卸臂整体装配完成后,需进行整机试验,首先进行强度试验(水压试验),试验程序与常温装卸臂一致,在水压试验后所有零件均应干燥,运行操作之前应用氮气或干燥的空气进行皂泡检漏试验。试验过程和结果应符合BSEN1474-1-2008标准的要求。然后进行旋转接头的氮气吹扫系统应进行功能试验。在装卸臂竖立在试验台上时,进行如下试验:
2.6.1 操纵试验。
第一,装卸臂包括液压控制单元在装卸臂竖立起来时进行下列试验,其结果应符合BSEN1474-1-2008标准有关要求。
第二,试验项目:(1)平衡试验;(2)空载装卸臂操纵到其包络范围内能达到的最大极限位置,包括在最高的槽船护拦上操作及在其维修位置,并应检验所有的报警设定;(3)如果有快换接头,应当在正常操作条件下试验释放性能;(4)装卸臂应当在空载及满载时用假集油管模拟并在包络范围内移动进行阶段报警和作紧急脱离的试验;(5)在紧急脱离系统释放后,满载的装卸臂应从抬起位置到收拢状态且外臂应抬起高于水平线;(6)重新对接需在空臂时进行;(7)装卸臂应从静止位置进一步试验:采用控制板上的按钮;采用蓄能器模拟供电中断。
第三,试验应演示下列内容:完整的液压系统;控制及报警系统;紧急脱离系统阀门及紧急脱离接头动作时间;装卸臂及紧急脱离系统的安全操作;各种联锁的操作;控制台及遥控操作;在码头平面的作业包络范围;规格一致性检验;由蓄能器压力下降及阶段报警启动的液压泵自动运行
2.6.2 低温试验。
第一,进行低温乙烯装卸臂的试验目的。检验LNG装卸臂在规定低温(-163℃)状态下紧急脱离装置能否安全脱离且双球阀安全关闭,同时检验脱离整机的平衡状态。
第二,低温乙烯装卸臂试验步骤:(1)安装液压管线、电器控制及氮气吹扫系统;(2)在功能性试验满足要求后,将装卸臂调整至工作状态(模拟),如下图所示,安装底部盲板法兰、连接好集管法兰、氮气管线、液氮管线(与低温槽罐车),并仔细检查各接头的连接是否可靠;(3)打开液氮罐阀门,将液氮从装卸臂顶部入口法兰处通到低温整机的内部,然后将底部的排空阀门打开,保持开启状态,将乙烯臂整机进行低温冷却;(4)当温度降至规定的试验温度(-163℃左右)、整机处于结霜状态时,关液氮阀门,将装卸臂设置为浮动状态,然后人力或采用叉车分别按左、右及正前方拉动装卸臂,检验在试验温度时装卸臂是否能正常运动;(5)给紧急脱离装置驱动信号,打开液压泵站的电磁阀,使紧急脱离液压缸开始工作,在推杆机构的作用下两球阀关闭,然后脱离接头夹紧机构打开,实现脱离装置脱离,此时外臂应按规定上升,但很快处于平衡状态;(6)脱离后的下球阀内部压力快速上升,需立即打开脱离装置下球阀处的排空阀门,排出液氮;(7)检查脱离装置双球阀的关闭情况,并做好记录;(8)低温乙烯装卸臂功能性及低温脱离试验结束,让整机在常温状态下慢慢升温至常温。
3 结语
总上所述,我们与冠卓联合技术开发小组是利用原有的常温装卸臂的技术为基础,结合超低温装卸过程中对设备的要求,通过改变原主要部件的材质及进行特殊的工艺处理,对密封结构及性能的调整、使其完全满足在超低温状态下的工作工况,获得两项专利,且经实践证明其密封性及操作的灵活性超过了进口的欧美产品,而生产成本较进口产品低了许多,更重要的是令操作人员一直头痛的服务问题彻底得到了保证。如果该装卸臂在行业中落到实处地得到推广的话,可实现节约成本、减少项目建设投资的目的,使作业的连续性、稳定性、安全性均得到保证。
参考文献
[1] OCMIF.Design and Construction Specification for Marine Loading ArmsThird Edition.1999.
[2] BS EN 1474-1.Installation and Equipment for Liquid Nature Gas:Part1.2008.
作者简介:王西超(1965-),男,河南南阳人,中石化天津液化天然气有限责任公司高级工程师,研究方向:石油加工、液化天然气等;徐杰(1966-),女,江苏连云港人,上海冠卓企业发展有限公司工程师,研究方向:机械设计等。
(责任编辑:黄银芳)
猜你喜欢
钻井液与完井液(2022年4期)2022-10-26
哈尔滨轴承(2021年1期)2021-07-21
水电站机电技术(2020年1期)2020-02-28
水电站机电技术(2018年12期)2018-12-21
西部探矿工程(2018年12期)2018-11-21
电镀与环保(2017年3期)2017-06-23
当代化工研究(2016年5期)2016-03-20
电网与清洁能源(2015年5期)2015-12-29
天然气勘探与开发(2015年1期)2015-02-28
金属矿山(2014年7期)2014-03-20
