电信号演绎法快除机床短路故障(下)
2015-05-09 01:39中国重汽集团济南桥箱有限公司山东250022刘胜勇
金属加工(冷加工) 2015年21期
中国重汽集团济南桥箱有限公司 (山东 250022) 刘胜勇
3. 数控磨床上电后ER32、ER97等报警的故障分析
(1)故障现象:一台配置FANUC 0iTC系统并用于中小型零件上圆柱面、圆锥面、轴肩等部位磨削加工的MKS1632A×750型数控高速端面外圆磨床(下称磨床),接通电源并释放MCP上红色按钮SB4后,其CNC状态显示区闪烁显示红字“-EMG-”;按功能键[MESSAGE]和软键[MSG]后,操作信息画面显示No.2040~No.2042三条警告信息;按功能键[SYSTEM]及软键[PMC]、[PMCDGN]、[ALM]后,PMC报警画面显示ER32、ER97两条报警信息。
(2)诊断分析:按四步到位法维修要求,合理运用报警信息分析法、隔离法与测量比较法等现代故障诊断分析方法,对故障原因展开排查。
报警信息分析法解析6条屏显报警(见图5):
“-EMG-”是磨床处于紧急停止状态的1条报警,其按钮SB4对应的输入信号为X8.4并以常闭触点形式进行连接。EMG的控制机理:磨床上电后操作者需释放SB4钮以使X8.4的常开触点闭合非保持型存储输入信号G8.4的线圈通电PMC向CNC传送急停已被释放信号*ESP收到*ESP信号的CNC会作出响应并取消其状态显示区闪烁的“-EMG-”报警。如果SB4钮被压下、X8.4线路断线或I/O装置信号传递异常等,处于接通状态的X8.4的常开触点就会立即断开并产生EMG报警。
“No.2040 MOTOR 1 NOT START(M1)”是磨床的1条外部报警,用于提示液压电动机M1未起动。通过PMCLAD梯图显示画面进行在线跟踪,可知:2040报警内部线圈A4.0接通输出地址Y0.0常闭触点接通Y0.0线圈未通电按键脉冲R310.0=0(即常开触点未闭合)或者磨床处于EMG状态(X8.4=0)点按液压起动键SB6其输入信号X29.0=0(正常情况下X29.0=1)。
“No.2041 MOTOR 2 NOT START(M2)”是磨床的1条外部报警,用于提示静压电动机M2未起动。2041报警内部线圈A4.1接通输出地址Y0.1常闭触点接通Y0.1线圈未通电按键脉冲R310.2=0点按静压起动键SB7其输入信号X29.1=0(正常情况下X29.1=1)。
“No.2042 WHEEL NOT START(M6)”是磨床的1条外部报警,用于提示砂轮电动机M6未起动。2042报警内部线圈A4.2接通输出地址Y2.0常闭触点接通Y2.0线圈未通电R311.7=0 R311.7线圈未通电点按砂轮起动键SB1其输入信号X27.7=0(正常情况下X27.7=1)此时点按砂轮停止键SB2其输入信号X27.6无反应并持续为0状态(正常情况下按SB2时X27.6由0变1)。
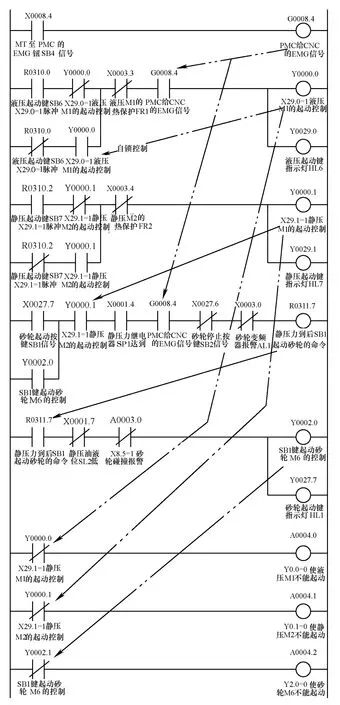
图5 MKS1632A×750型数控磨床的PMC梯图
“ER32 NO I/O DEVICE”是磨床的1条PMC报警信息,其内容是诸如I/O Link、连接单元或Power Mate之类的I/O设备未连接。据以往维修经验,ER32报警多是由I/O设备的电源未提供或丢失引起的。
“ER97 IO LINK FAILURE(CH1 00GROUP)”是磨床的1条PMC报警信息,其内容是01组中I/O设备的分配号码与实际I/O设备的连接不符。E R97报警时,按功能键[SYSTEM]及软键[PMC]、[PMCDGN]、[I/OCHK]、[IOLINK]进入I/O LINK检查画面(见图6),发现通道1没有检测到任何I/O设备。在正常运转的机床上,ER97报警多会伴随ER32报警的发生而出现。此情况多是短路状态的外部DC24V把I/O设备上的保险丝烧坏了。
直观检查法推断报警原因。综合6条报警的解析过程,基于“先外部后内部、先简单后复杂”的维修思路,采用直观检查法查看电控柜内元器件的工作状况——断路器无脱跳、外置保险无熔断。随后将I/O模块的控制板自基座上抽出,发现标号FU2处的大1A保险丝(A03B-0815-K001)熔断。当维修人员替换掉熔断的FU2并将控制板插回后,开机又出现相同的报警,断电检查FU2又熔断。由此,说明磨床存在DC24V短路故障。
隔离法分段排查短路故障点。因为FU2已熔断2次,所以在未排除短路故障之前不能再行更换FU2以重启磨床。此时,为了方便后续短路故障点的分段排查,在电控柜内安装型号为DZ47-60 C1的正泰单极断路器QF20(见图7的虚线框)以代替FU2。
先是将I/O模块侧插头CB104、CB105与CB106拔掉并开启磨床,接通状态的QF20未脱扣,I/O模块上POWER灯亮,电源模块PSM与伺服放大器SVM上LED灯均显“0”(即起动就绪)。再是将拔掉的CB104插回I/O模块对应插座并开启磨床,QF20未脱扣,POWER灯亮,LED灯均显“0”。三是插回CB105并开启磨床,QF20热脱扣,POWER灯熄灭,LED灯均显“-”(即未准备就绪)。四是拔掉CB105、插回CB106并开启磨床,QF20未脱扣,POWER灯亮,LED灯均显“0”。如此,判定CB105接线中存在短路故障。
据图7所示的I/O接口图,分析CB105的接线以进一步确诊短路故障点。结合以往维修经验——短路故障多以接线短路为主并且多发生于机床侧活动频次较大的部位而少发生于电控柜内,先是插回CB105并拆掉分线器上191接线,开启磨床后执行Z轴回零,QF20未脱扣,POWER灯亮,LED灯均显“0”;再是拆掉190接线并执行X轴回零,QF20热脱扣,POWER灯熄灭,LED灯均显“―”。
此时,可确诊短路故障点位于190接线上。经拆卸X轴侧机床护板,检查发现190接线对地短路。
(3)解决措施及维修效果:据诊断分析结果,处理X轴回零减速开关的接线并做好绝缘。试机后,再也没有出现“上电后屏显EMG、ER32、ER97等报警”的故障。
案例中加装断路器代替熔断器的方法,既可反复进行无后果式短路故障的重演以分段排查原因,又可省略FANUC熔断器的大量消耗与储备,还可节省一定的设备费用。
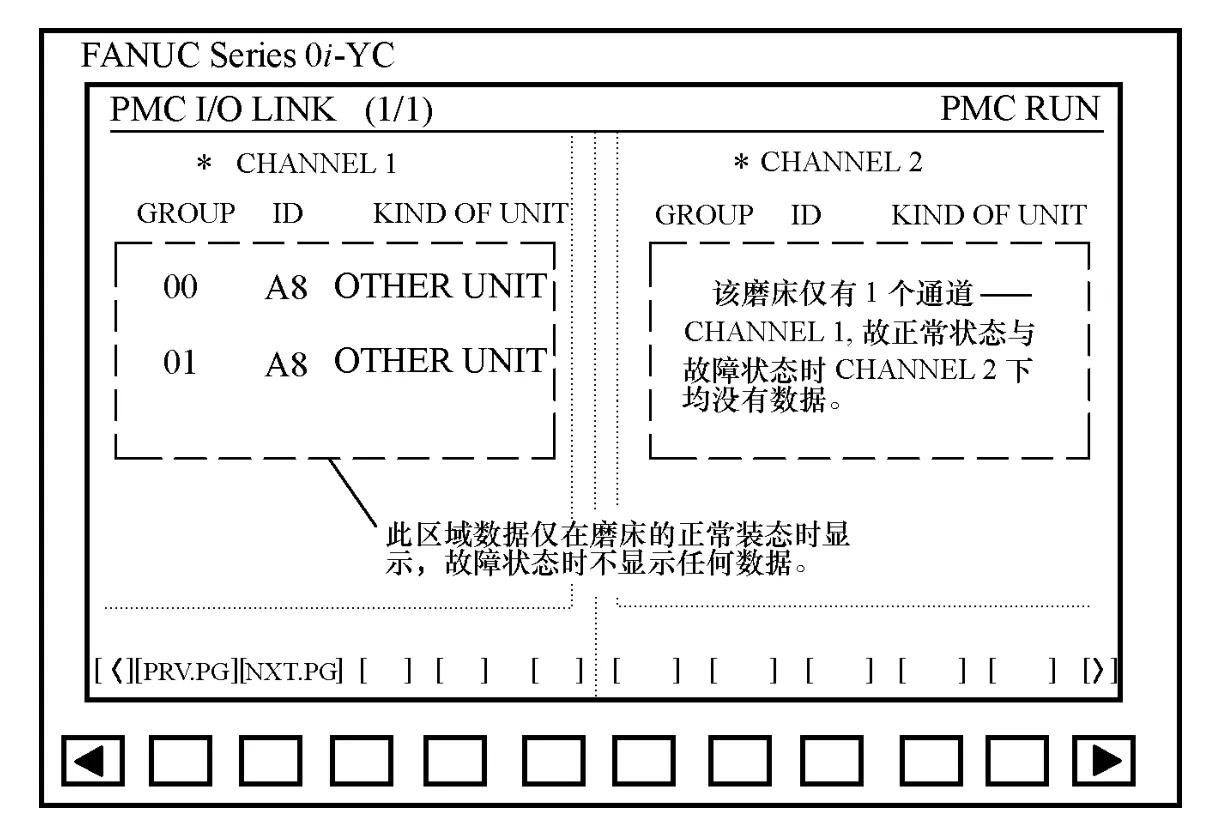
图6 MKS1632A×750型数控磨床的I/O LINK检查画面
结语
电信号演绎法是现代机床模块化维修三大方法的一种(另两种为工作介质流向法和机械动作耦合法),既可用来分析AC220V和AC380V的主控回路,也可用于排查DC24V、DC15V和DC5V的辅助控制回路;既可用来快速排查机床的短路故障,也可用于迅速诊断机床的报警原因或停机因由;既可用在配置了FANUC、SINUMERIK或MITSUBISHI等系统的数控机床的排故中,也可用在装有SIEMENS、Delta及OMRON等PLC的工控机床的排故中。
广大维修人员在处理现代机床的日常故障时,采用电信号演绎法,不仅可以迅速找到故障点,还可以基于设计角度快速制定整改措施,从而简化机床故障分析过程、提高维修效率及缩短机床停机时间。
[1] 刘胜勇,等. 推行数控机床模块化维修根除企业生产环节之瓶颈[J].制造技术与机床:2015,632(2):144-149.
[2] 刘胜勇. 数控机床FANUC系统模块化维修[M].北京:机械工业出版社,2013.
[3] 刘胜勇. 数控机床SINUMERIK系统模块化维修[M].北京:机械工业出版社,2014.
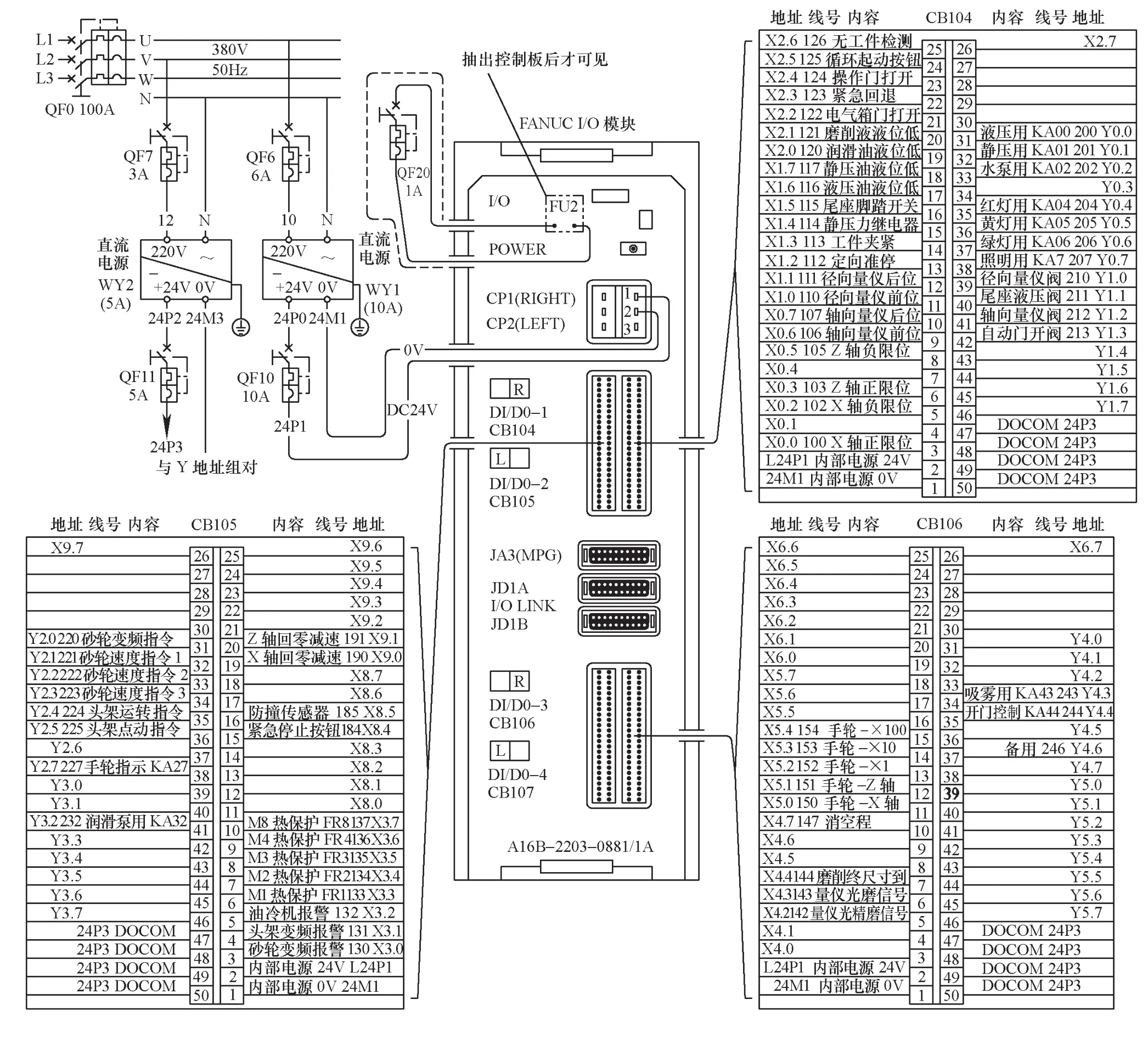
图7 MKS1632A×750型数控磨床的I/O接口图
专家点评
比较全面地应用了设备维修中的电信号演绎法,对设备故障进行诊断、分析和维修,通过几个实例采用不同的方法来诊断故障,给我们维修人员做了好的示范。特别还采用加装断路器代替熔断器的方法,既可反复进行无后果式短路故障的重演以分段排查原因,又可省略FANUC熔断器的大量消耗与储备,防止故障扩大化的手段可以借鉴。
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
湖南电力(2021年4期)2021-11-05
哈尔滨轴承(2020年3期)2021-01-26
军民两用技术与产品(2020年8期)2020-09-07
装备制造技术(2019年12期)2019-12-25
山东工业技术(2019年13期)2019-05-30
制造技术与机床(2017年4期)2017-06-22
山东工业技术(2016年15期)2016-12-01
自动化博览(2014年12期)2014-02-28
铁路通信信号工程技术(2014年5期)2014-02-28