
树脂传递模塑制品的缺陷控制及流程优化
2015-05-31 06:45杨杰,席平
航空制造技术 2015年6期
树脂传递模塑(Resin Transfer Molding, RTM)是一种高效率、低成本的先进复合材料生产工艺。该工艺于20世纪40年代中期出现,当时被称作“树脂注射”或“真空注射”工艺[1],用于制造潜艇电源箱和船的壳体。其制件具有良好的表面质量,但在当时生产周期过长。随着复合材料用增强材料和树脂的不断发展,RTM工艺开始应用于汽车生产领域。通过应用产品自动化生产系统,该工艺的生产效率提高到900件/天。20世纪80年代初,航空工业为了减小飞行器质量,开始采用复合材料,RTM工艺作为一种先进的复合材料生产工艺被应用于航空工业。
RTM工艺与手糊工艺、真空袋等传统的复合材料成型工艺相比,具有投资成本低、成型效率高、环境友善、同时可以生产两面光滑的制品等诸多优点[2-3],适合中批量产品的生产,现已广泛应用于交通运输业、航空航天、医疗卫生、建筑、国防工业等部门。
在RTM工艺实施过程中,由于树脂浸渍纤维的过程受温度、压力等多种因素的影响且难以控制,因而其制品常常出现缺陷。现有的大部分研究方法集中于对树脂浸渍纤维过程进行模拟,通过选择合理的注口位置、冒口位置、注射压力等工艺参数来降低缺陷率。但至今仍然没有形成一套完整的理论或方法来模拟这一过程。在工业实践中,欧美等西方国家的RTM缺陷控制方法主要依靠经验积累和试验,以获取合适的生产工艺参数。本文将介绍传统的RTM工艺流程,通过对RTM制品缺陷的产生机理进行分析,提出处理缺陷的4个原则,并验证RTM工艺的优化流程。
1 RTM工艺及试验
1.1 RTM工艺
树脂传递模塑是将低粘度的树脂注入到预先铺放好增强材料的闭合模具中,树脂经过浸润增强材料、固化成型,最后脱模得到制品的工艺方法。通常,其工艺流程主要有如下步骤,如图1所示:(1)模具准备;(2)纤维预制体制备;(3)预制体的装模、闭模;(4)树脂注入;(5)树脂固化过程;(6)制品脱模; (7)制品修整、质量检测。
1.2 RTM工艺设备和原材料
本试验在法国国立高等工程技术学院(Arts et Métiers Paris Tech)复合材料实验室开展,试验中采用如下设备和原材料。
(1)RTM注射设备:本试验中选用的是由法国Matrasur公司提供的压力罐,实验室的压力系统可提供压力调节范围为0~1.2MPa。
(2)试验用模具:模具为一个400mm×400mm,厚度为5mm的方形板的铝合金模具。该模具有4个可选注口和4个可选冒口。本试验采用1个注口和1个冒口的注射方式。
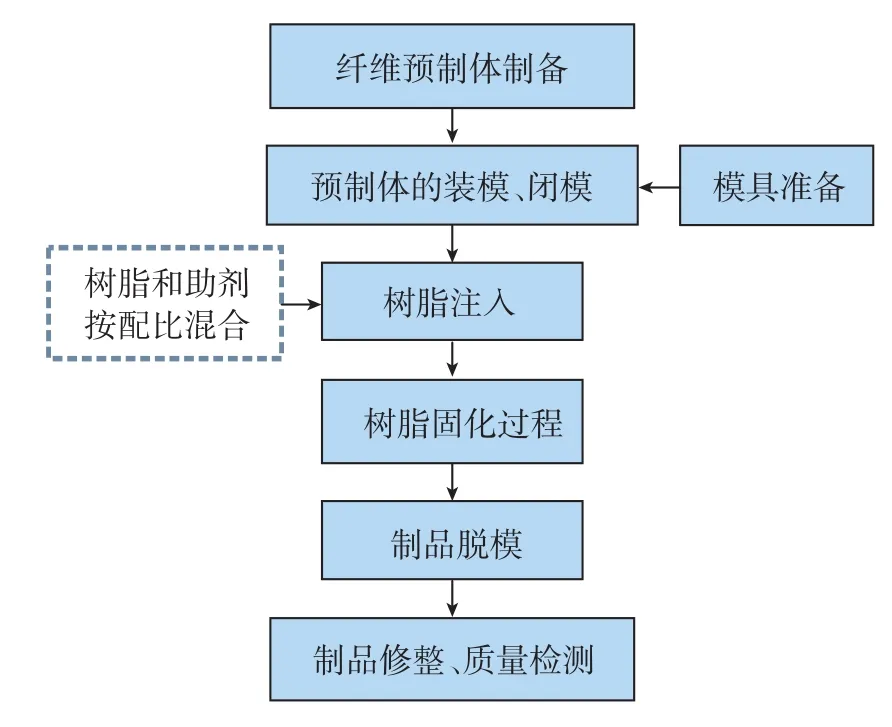
图1 传统的RTM工艺流程图Fig.1 Flow diagram of the traditional RTM process
(3)RTM原材料:RTM的原材料由树脂和增强材料组成。其中本文选用的树脂为不饱和聚酯树脂,增强材料为玻璃纤维连续毡、复合毡和方格布。制品纤维体积理论含量为39%~40%。
2 缺陷的产生机理及解决方案
在试验初期,采用RTM工艺制备的复合材料样板存在诸多缺陷,这些缺陷直接影响到产品的表面质量和性能。通过研究发现,可以将这些缺陷归纳为3类:气泡、纤维滑移和干斑。以下分别对这3种缺陷产生机理进行分析。
气泡是RTM工艺制品中最为常见的一种缺陷,它的出现使得RTM制品中纤维与树脂的界面粘接性变差,导致制品的强度下降。其产生的首要原因是树脂宏微观流动性不一致。此外,树脂和催化剂的混合过程和溶剂及小分子生成物挥发也会导致气泡的产生。由于本试验中采用的树脂为不饱和聚酯,其固化过程中无小分子放出,故本试验中不必考虑由溶剂及小分子生成物挥发所导致的气泡。
2.1 树脂的宏观和微观流动协调原则
试验中,树脂填充模具的过程存在两种流动形式:即宏观流动和微观流动。宏观流动指树脂在纤维束间隙之间的流动;微观流动即树脂在纤维束中单丝孔隙间流动。当其中一种流动方式占主导地位时,树脂的流动前锋会呈手指状分布,国外的一些研究者将这一现象称为手指化现象,树脂进一步流动,流动前锋将相互包裹从而形成气泡(如图2所示)。
当树脂的宏观流动占主导地位时,即树脂在纤维束间隙的流动超前于纤维单丝孔隙间的流动时,此时树脂流动前锋为宏观流动,其相互包裹从而在纤维单丝孔隙中产生气泡。
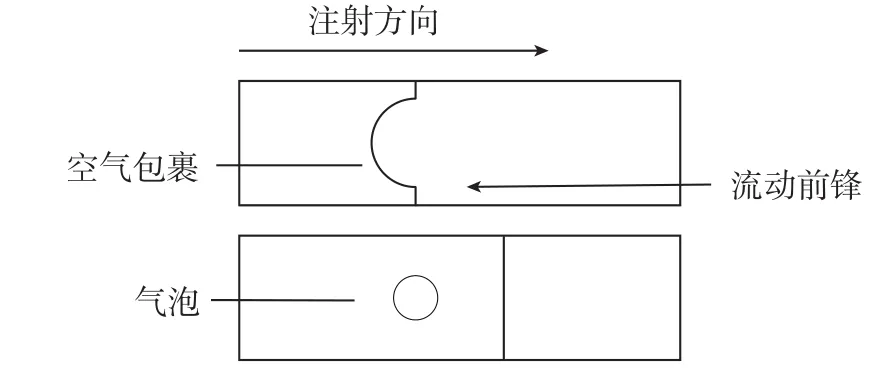
图2 气泡的形成机理Fig.2 Formation mechanism of the bubble
因此,要消除该种类型气泡的产生,就需要协调树脂的宏微观流动性。树脂的宏观流动性主要受树脂粘度、注射压力和温度的影响。而微观流动性主要依靠树脂间的毛细力驱动。在本试验中,产生气泡的原因在于微观流动性相对于宏观流动性较弱。因此,试验通过将预制增强纤维放入温度为60℃干燥炉中干燥5h以提高树脂的微观流动性。同时将树脂注射压力从0.09MPa降低为0.08MPa以减缓宏观流动。
2.2 注射试剂无气泡原则
目前,RTM工艺注射设备分2种: 压力罐和定量注射泵。当使用定量注射泵时,树脂和固化剂可按配比在注射头中定量混合,且混合过程不会导致气泡的产生,但该设备难以清洗,且设备成本昂贵。对于在试制阶段或小批量生产的产品,通常采用方便清洁且设备成本较低的压力罐。因此,本试验采用压力罐作为注射设备。压力罐的缺点是不能定量,在注射前需要预先混合树脂和固化剂,这一过程不可避免会产生气泡。本试验通过将树脂和固化剂混合试剂放入真空箱中保持5min,真空度-0.05MPa,以消除这类气泡。
2.3 预制材料厚度适中原则
纤维滑移是RTM制件缺陷之一,它的出现使得制件中增强纤维含量分布不均,纤维的铺层方向发生改变等,从而导致制件的力学性能下降。纤维的滑移通常是由于纤维铺层厚度不足、注射过程的压力过大导致。试验初期采用的预制纤维增强体的厚度为4.84mm(模具型腔间隙5mm),获得初始制品,纤维材料向冒口附近滑移;然后重新选择预制纤维铺层,其厚度为5mm,获得无纤维滑移的制品。
2.4 减小边界效应原则
干斑是由于树脂未能充分浸渍纤维而在制品表面出现局部纤维增强体外露的缺陷。通常,这类缺陷主要通过选择合适的注口冒口来消除。但此方法仅适用于模具制作前对缺陷的预防, 对于已有模具,这一方法并不适用。试验发现,干斑形成的一个主要影响因素是边界效应。边界效应[4]指在靠近模具的边缘处,由于缺少增强纤维,此处树脂的渗透率略高,因而在边界处出现树脂流动超前的现象(图3)。
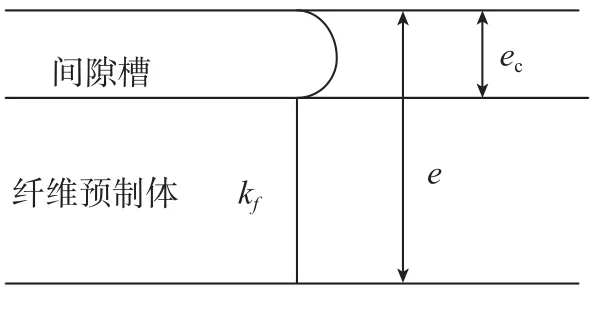
图3 树脂的边界效应Fig.3 Boundary effect of resin
为了在数学上解决边界效应中的流体计算问题,Parna等[5]提出在模具边缘处应用Navier Stokes方程,树脂在纤维中流动采用Brinkman方程。为了避免繁复的计算,Fong等[6]提出利用渗透率的局部均匀性,从而获得流体在边界处的简化计算方法:
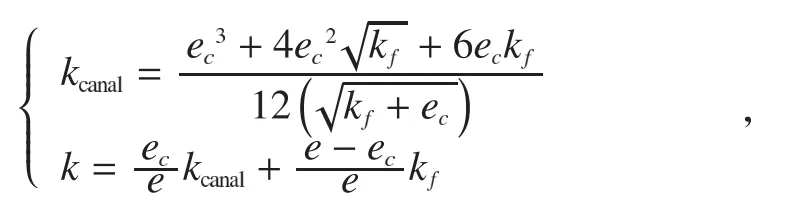
式中,kcanal表示树脂在模具边缘处的渗透率,kf表示树脂在附近纤维的渗透率,k表示树脂在纤维增强材料和模具边缘处中流动的平均渗透率。
根据以上边界处流体的计算方法,本文提出了一种减少边界效应的方法:在铺放好预制纤维周围布置短玻纤维,即通过减少ec达到减少边界效应的方法。
3 RTM改进工艺实例
本文提出了的适合小批量生产或产品试制过程的RTM改进工艺如图4所示。具体的改进部分如下: (1)为了消除气泡的产生,基于上文提出的树脂宏微观流动协调原则和注射试剂无气泡原则,需选择合适的注射压力(0.08MPa)和纤维的干燥处理方法(60℃,5h),同时注射前处理混合试剂,以消除气泡;(2)对于纤维滑移缺陷,需通过重新选择增强纤维厚度,降低注射压力,以消除纤维滑移缺陷; (3)对于不能重新选择浇口和冒口位置的模具,需通过在预制纤维周围铺放玻璃短纤消除干斑。根据以上原则按RTM改进工艺进行试验,脱模后获得合格RTM制品。
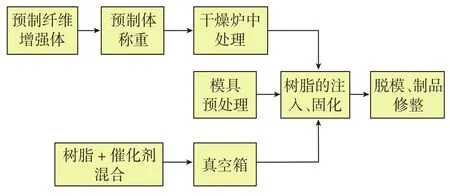
图4 RTM改进工艺流程Fig.4 Improved process flow of RTM
4 结论
本文应用传统的RTM工艺流程获得了有缺陷的复合材料制件。结合缺陷控制理论进行分析和试验研究,提出了适合于小批量RTM工艺生产或产品试制过程的缺陷控制4原则和一套符合生产实际的RTM改进工艺生产流程。经验证表明:改进的工艺生产流程解决了RTM制品中的气泡、滑移和干斑缺陷,对于RTM的实验室研究和工业试制过程均有一定的指导意义。
[1] Gebart B R, Gudmundson P, Lundemo C Y. An evaluation of alternative injection strategies in RTM//The Society of the Plastic Industry.Proceedings of 47th Annual Conference. The Society of the Plastic Industry,1992:3-6.
[2] Boinot F, Gurliat A. Moulage par injection de résine à basse pression ou procédé RTM. Techniaues de l'ingénieur-traité Plastique et Composite,1991A3728:1-12.
[3] 马青松,陈朝辉,郑文伟,等. 树脂传递模塑-复合材料成型新工艺. 材料科学与工程, 2000,18(4):92-97.
[4] Carronier D. Approche intégrée du RTM. Paris: HERMÈS, 1996:45-46.
[5] Parna R S, Frederick R, Phelan Jr F R. The effects of heterogeneities in resin transfer molding preforms on mold filling//Proceedings of 36th International SAMPE Symposium.1991:506-520.
[6] Fong L H, Lee L J. Preforming analysis of thermoformable fiber mats preforming effets on mold filling. Journal of Reinforced Plastics and Composites, 1994, 13(7):637-663.
猜你喜欢
食品安全导刊(2021年21期)2021-08-30
新潮电子(2021年7期)2021-08-14
建材发展导向(2021年13期)2021-07-28
金属加工(热加工)(2020年3期)2020-05-13
儿童故事画报·发现号趣味百科(2019年9期)2019-02-02
铸造设备与工艺(2017年6期)2018-01-28
中成药(2017年6期)2017-06-13
大型铸锻件(2015年4期)2016-01-12
铸造设备与工艺(2015年1期)2015-01-21
制冷学报(2014年1期)2014-03-01
