
汽轮机高压主汽门阀杆断裂原因分析及修复
2015-06-05 14:57徐敬民
综合智慧能源 2015年5期
徐敬民
(江苏华电扬州发电有限公司,江苏扬州 225002)
汽轮机高压主汽门阀杆断裂原因分析及修复
徐敬民
(江苏华电扬州发电有限公司,江苏扬州 225002)
针对江苏华电扬州发电有限公司#6机组#62主汽门开关异常的情况,通过分析确认主要故障发生在阀门机械部分,解体蝶阀后发现阀杆从预启阀小弹簧室根部断裂。分析了主汽门阀杆断裂的原因并提出了应对措施及检修方法。
汽轮机;主汽门;阀杆;断裂;修复
1 机组概况
江苏华电扬州发电有限公司#6机组为哈尔滨汽轮机厂采用引进技术生产的300MW亚临界、中间再热、单轴、双缸、双排汽、凝汽式汽轮机。该机组热力级有29级(结构级36级),与DG-1036型1036 t/h亚临界、中间再热、自然循环汽包式锅炉及QFSN-315-2型水氢氢冷却发电机配套。锅炉与汽轮机热力系统采用单元布置。有2组主汽阀-蒸汽室组件,每组有1只高压主汽阀与3只调节阀,分别装在汽缸两侧。主汽阀为卧式,调节阀为球形阀。主汽阀直接固定在基础上,是膨胀的死点;各个蒸汽阀的位置由各自的执行机构来控制。执行机构为液压油缸,其开启由EH油压驱动,关闭靠弹簧力,液压油缸与1个控制块连接,在这个控制块上装有隔离阀、快速卸载阀和逆止阀。
2 主汽门开启异常过程
2013年6月19日#6机组启动过程中,发现#62主汽门无法开启,经现场检查初步判断EH油系统正常后,用千斤顶将阀门顶开,打闸阀门关闭正常,后多次开关均正常。机组带负荷后,发现机组参数与所带负荷不对应,#62主汽门前、后温差和压差均不正常,怀疑该阀门未能打开,而阀门开关信号正常,现场观察阀杆开关行程正常。初步判断该主汽门阀杆断裂或主阀并帽松脱,阀杆无法带动主阀打开。经请示后,机组于6月20日凌晨停机。
3 故障判断
图1为高压主汽门工作原理,由图1可知,高压主汽门开关异常一般有3个方面的原因:热工故障、油系统故障及阀门机械卡涩。具体原因分析如下。

图1 高压主汽门工作原理
热工故障:热工信号、挂闸电磁阀以及AST电磁阀的继电器故障等。
油系统故障:卸荷阀卡涩、伺服阀卡涩、主汽门EH节流孔堵塞、复位手柄错油门盖度不够等。
阀门机械故障:氧化皮增厚,开关阀门造成氧化皮脱落,可导致预启阀、主阀等卡涩,还会导致阀门阀杆断裂或主阀、预启阀并帽松脱。
从#62主汽门的处理过程可以看出,阀门无法打开时,经用千斤顶处理后开关阀正常,可以初步判断阀门热工部分和油系统部分应无异常,主要缺陷很可能发生在阀门机械部分,其状况表现为:(1)开关阀门时阀杆行程正常;(2)阀门全开后,阀后压力、温度偏低;(3)机组带负荷后,运行中机组参数与所带负荷不对应。
结合图2进行分析,推测阀门机械部分可能有两种故障:一是阀杆断裂;二是主阀并帽螺丝松脱。
4 解体阀碟,消除故障
2013年6月20日,机组停运并投快冷做抢修准备。为了保证机组尽快投运,准备更换全套阀碟,对库存备品备件进行了检查,对缺少的备品备件进行补充,满足抢修工期。

图2 高压主汽门
4.1 阀门解体
(1)拆除热工接线及行程开关;
(2)拆除EH油管道接头并用白布包扎接口;
(3)拆除操纵杆与主汽门阀杆连接销;
(4)用两根专用螺栓安全地松开弹簧操纵座;
(5)做好标记,用电加热法拆除主汽阀头颈法兰螺母;
(6)吊出主汽阀头颈及阀芯;
(7)退出主汽门阀芯,发现阀杆和阀碟均有卡涩现象,使用大锤、铜棒、千斤顶等工具退出阀杆、阀碟,发现阀杆从预启阀小弹簧室根部断裂,如图3所示;
(8)拆除主阀并帽螺丝,解体预启阀。

图3 阀杆断裂位置
4.2 阀门组装
组装前必须对各部件进行清理打磨,特别是容易结垢引起卡涩的导向部位,必须严格按照生产厂家的标准进行处理。主阀与头颈套筒之间和主汽阀杆与汽封套之间的间隙应适当:间隙过小,阀门卡涩的情况容易重复发生;间隙过大,易发生阀门开关异常和密封不良的现象。
4.3 故障原因分析
(1)主要原因。预启阀小弹簧室底部存在设计加工缺陷(如图4所示),该部位实际厚度只有5 mm,安全系数较低,遇阀碟卡涩、开关阀长期冲击时,该部位易发生断裂。
(2)次要原因。阀碟与头颈导向部分结垢是高温高压主汽阀的最常见问题,为保证阀门的密封性,该导向部分设计间隙较小,长期运行后该部位结垢,易发生卡涩甚至卡死现象。每次阀门大修时均要除垢,但该部位机加工困难,手工除垢效果较差,有些部位清理不完全,部分部位易发生卡涩,从而造成开关阀时阀杆受力过载。
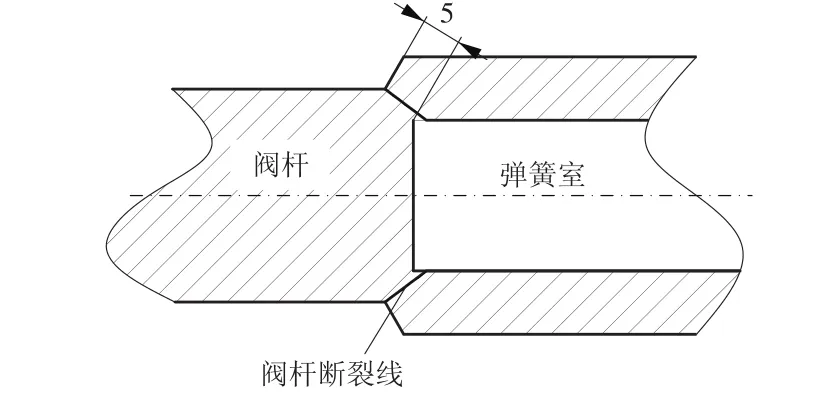
图4 主汽门门杆剖视图
(3)其他原因。开机过程中发生主汽门卡涩时,临时处理方法是用千斤顶强行顶开。该方法能保证机组及时投运,阀碟卡涩情况不太严重时可解一时之急,但如果卡涩情况严重,容易造成阀杆断裂。
4.4 防范措施
根据此次缺陷发生和处理的情况,在今后的主汽门检修工作中,应从以下几个方面加强防范措施。
(1)加强金属部件监督工作。对运行达到汽轮机高温部件监督时间的主汽门阀杆,解体后除进行常规的外部腐蚀情况检查和弯曲度测量外,必须增加两项金属部件监督项目:一是硬度检测,硬度超标的必须更换;二是金属探伤,对应力集中的部位更要高度重视,探伤不合格的阀杆必须更换。
(2)严格执行检修工艺,主汽门内部各配合部位受蒸汽品质、金属材质等的影响,容易结垢或产生氧化皮,影响各部位间隙,造成卡涩。每次解体大修时,必须严格按照工艺标准进行检修,对照各部分的间隙标准认真进行测量验收。
(3)运用先进工具,提高检修效率和质量。对间隙严重偏小的,直接返厂或送到机械加工单位进行加工,效果好且效率高。如需现场处理,可用电动工具打磨外径,内径可用研磨棒研磨。对某些电动工具无法接近的部位,可用风动研磨机械进行处理。
5 结束语
主汽门故障的原因较多,表现的症状也各不相同,单一原因引起的故障分析起来较简单,如果是组合原因引起的故障,分析起来就较为困难,但只要对阀门的结构和工作原理了解充分,应该能够很好地分析出引起故障的原因。对主汽门故障原因及时进行分析,可为制订检修计划、准备材料备品提供充分的依据。解体后正确分析,可为采取有效防范措施、防止故障重复发生提供有力的保证。
(本文责编:刘芳)
TK 268
:B
:1674-1951(2015)05-0044-02
徐敬民(1966—),男,江苏兴化人,技师,从事电厂管阀安装、检修等方面的工作(E-mail:shuizhongma@foxmail.com)。
2013-12-30
猜你喜欢
应用能源技术(2022年8期)2022-09-20
科学与财富(2021年13期)2021-07-04
河南图书馆学刊(2020年11期)2020-12-21
山东电力技术(2020年8期)2020-09-02
探索科学(学术版)(2020年4期)2020-07-12
商品与质量(2019年26期)2019-10-23
——《世说新语》共词分析
图书馆论坛(2019年1期)2019-01-07
商品与质量(2018年42期)2018-04-22
中国设备工程(2017年14期)2017-08-01
发电设备(2016年6期)2016-12-23
