
超高强度钢精密冷冲裁的国外研究现状
2015-06-21 10:40张祥林李正龙曹志洪华中科技大学材料学院材料成形与模具技术国家重点实验室
锻造与冲压 2015年4期
文/张祥林,李正龙,曹志洪·华中科技大学材料学院材料成形与模具技术国家重点实验室
超高强度钢精密冷冲裁的国外研究现状
文/张祥林,李正龙,曹志洪·华中科技大学材料学院材料成形与模具技术国家重点实验室

张祥林,博士生导师,教授,主要从事金属塑性成形理论、工艺与模具的研究与教学,2005年以来持续开展精冲工艺与模具技术研究。
近年来,由于人们对汽车安全性要求的日益提高和环保意识的加强,世界各国对汽车安全和环保法规的控制越来越严格,汽车公司纷纷通过轻量化技术改善燃料的消耗,降低废气排放。因此,抗拉强度大于1000MPa的超高强度钢在白车身零件上的应用越来越多。尽管用超高强钢材料制造的零件具有优 越的机械性能,但随着板料强度的增加,冲压加工变得愈发困难,成形性显著降低。一方面超高强度钢板在室温下的塑性变形范围很窄,所需的冲压力大,另一方面冲压成形后零件的回弹增加导致零件尺寸和形状稳定性变差。
一般而言,加工高硬度的零件的工艺过程是首先对材料软化后进行加工,然后对材料进行淬火和回火,最后研磨得到需要的精度。尽管Neugebauer等日本精冲界权威的研究表明,热冲压能有效改善超高强度钢板的回弹和成形性,但是存在需要附加预加热和冷却系统以及加热过程中的氧化等问题,并且后续工序多。而冷冲裁是直接对淬火与回火后的高强度材料进行精密冲裁,不需要对材料再淬火和回火,也不需要后续的再加工,因此,节约了大量的时间和成本。根据笔者最近参加的第十一届国际塑性技术会议内容,本文主要介绍目前日本超高 强度钢的精密冷冲裁技术。
超高强度钢的精密冷冲裁研究现状
在超高强度钢的精密冷冲裁加工方面,由于冲裁力大,模具寿命低等问题,国内近几年才开始相关研究,而日本一些学者则在这方面积累了一定的经验。
超高强度钢凸模刃口带小圆角的小间隙冲裁
Mori等人选用小间隙(间隙c=0.8%t)模具对超高强度钢板进行冲裁,实验所用超高强度钢的机械性能如表1所示,由于超高强度钢板韧性低,在小间隙冲裁过程中拉应力小,延迟了板料中裂纹的起源。但在小间隙冲裁中,凸凹模锋利的刃口易于崩刃。为了防止模具刃口崩刃,他们对凸模刃口倒小圆角,如图1所示,R=0mm相当于传统的具有锋利刃口的凸模。小圆角可以避免在小间隙冲裁中凸凹模的接触,以及延迟裂纹的起源。另外,凸模的侧表面具有一个弧度,可以减少凸模与材料的接触面积。

表1 超高强度钢的机械性能
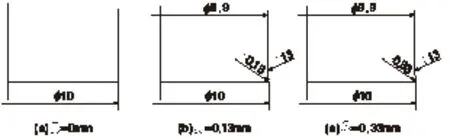
图1 凸模刃口具有小圆角
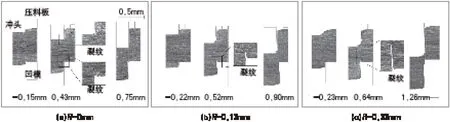
图2 刃口圆角对JSC980Y材料变形的影响
凸模刃口圆角对超高强度钢JSC980Y变形行为的影响如图2所示,其中s是凸模的行程。对于R=0mm,裂纹从凸模和凹模两侧边缘发展;R=0.13mm和R=0.33mm时,裂纹只从凹模边缘发展,凸模的小圆角缓解了刃口附近的变形集中,抑制了凸模边缘裂纹的发展。
由于凸模刃口的小圆角,凸模刃口边缘的变形集中得到缓解,延迟了凸模边缘的板料裂纹的产生,扩大了零件断面的光亮带,并通过有限元软件验证了这一结果。凸模刃口圆角为R=0.13mm时,能有效的提高超高强度钢板剪切断面质量。当凸模刃口具有小圆角时,由于剪切边缘有很大的压应力,可以延迟裂纹的产生和提高疲劳强度。并且,在涂有TiN和TiAlN涂层的硬质合金 钢凸模上,当有小的刃口圆角时,在冲裁1000次后其抗粘着磨损性能依旧良好。
超高强度钢的光洁冲裁与整修
Murakawa等人对上述方法进行了改进,开发出了一种将光洁冲裁和整修相结合的精密冲裁工艺。实验所用超高强度钢的机械性能如表2所示。图3为冲裁的一套模具及相应参数,只要换一组凸凹模,就可以在这套模具上进行超高强度钢的整修过程。图4为整修工艺示意图,冲裁间隙为0.02mm,光洁冲裁过程凹模刃口圆角Rd=0mm,对于超高强度的SK85材料,凸模刃口圆角Rp=0.4mm,整修过程凸凹模刃口圆角都为0mm。

表2 超高强度钢的机械性能
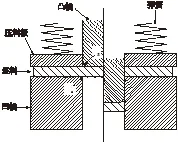
图3 模具结构图
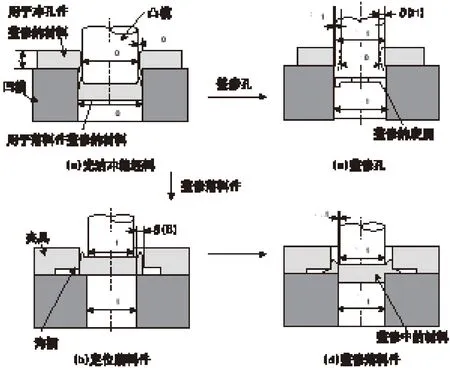
图4 整修工艺示意图
表3显示了超高强度钢SFPC980Y材料整修前后冲裁件的断面质量,整修后落料件的断面几乎完全是光滑的剪切断面,冲孔件整修前的断面比较粗糙,整修后90%以上都是光滑的断面。
Murakawa和Shionome等人还研究表明,即使在大厚度(t=4mm),高硬度(460HV,45H RC)的SK85(q&t)材料和甚至硬度更高的(55HRC)的SK85(q&t)材料,光洁冲裁与整修相结合的工艺仍然可以有效地降低表面平均粗糙度,还可以提高尺寸精度。
Murakawa等人的方法节约了大量的时间和成本。并且,这种相结合的工艺能让材料具有良好的耐延迟断裂性能。该方法成功的关键是找到光洁冲裁和整修的最合适的工艺参数。 笔者认为,凸模的处理也是非常关键的。
超高强度钢精密冷冲裁中可修正凸凹模偏心率的工艺
Jaafar等人研发了一种适用于超高强度钢板小间隙冲裁的工艺,在这种工艺中凹模可以自动移动,以修正凸凹模之间的偏心率,如图5所示。凸模表面涂有TiCN涂层,凸模刃口圆角为0.3mm,冲裁间隙为0.008mm,实验材料为JSC980Y(t=1.4mm)和JSC1180Y(t=1.2mm)。
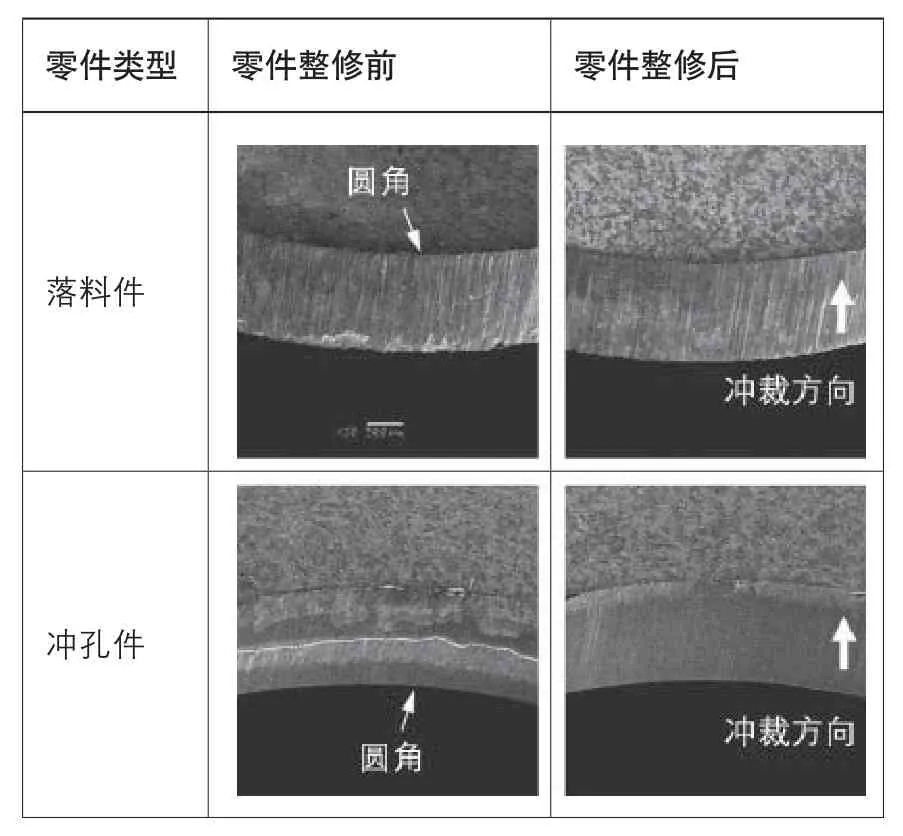
表3 整修对SPFC980Y钢剪切断面的影响(v=140m/s,t=1.4mm)
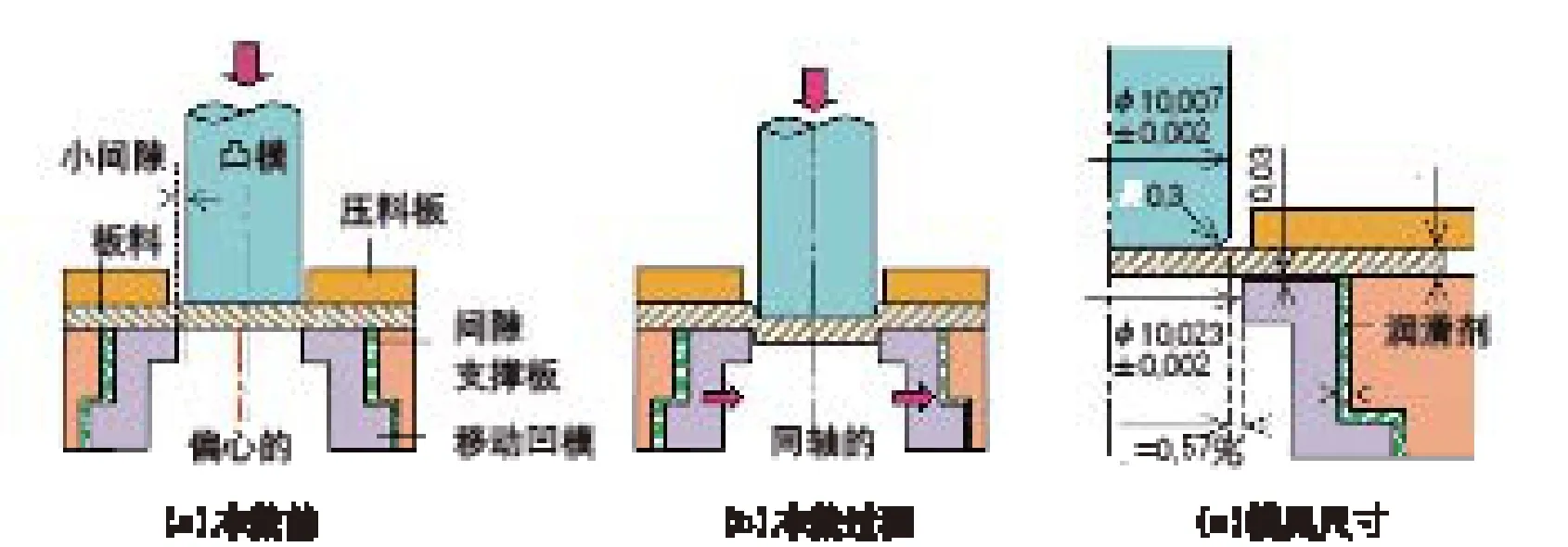
图5 凹模可移动的超高强度钢的小间隙冲裁
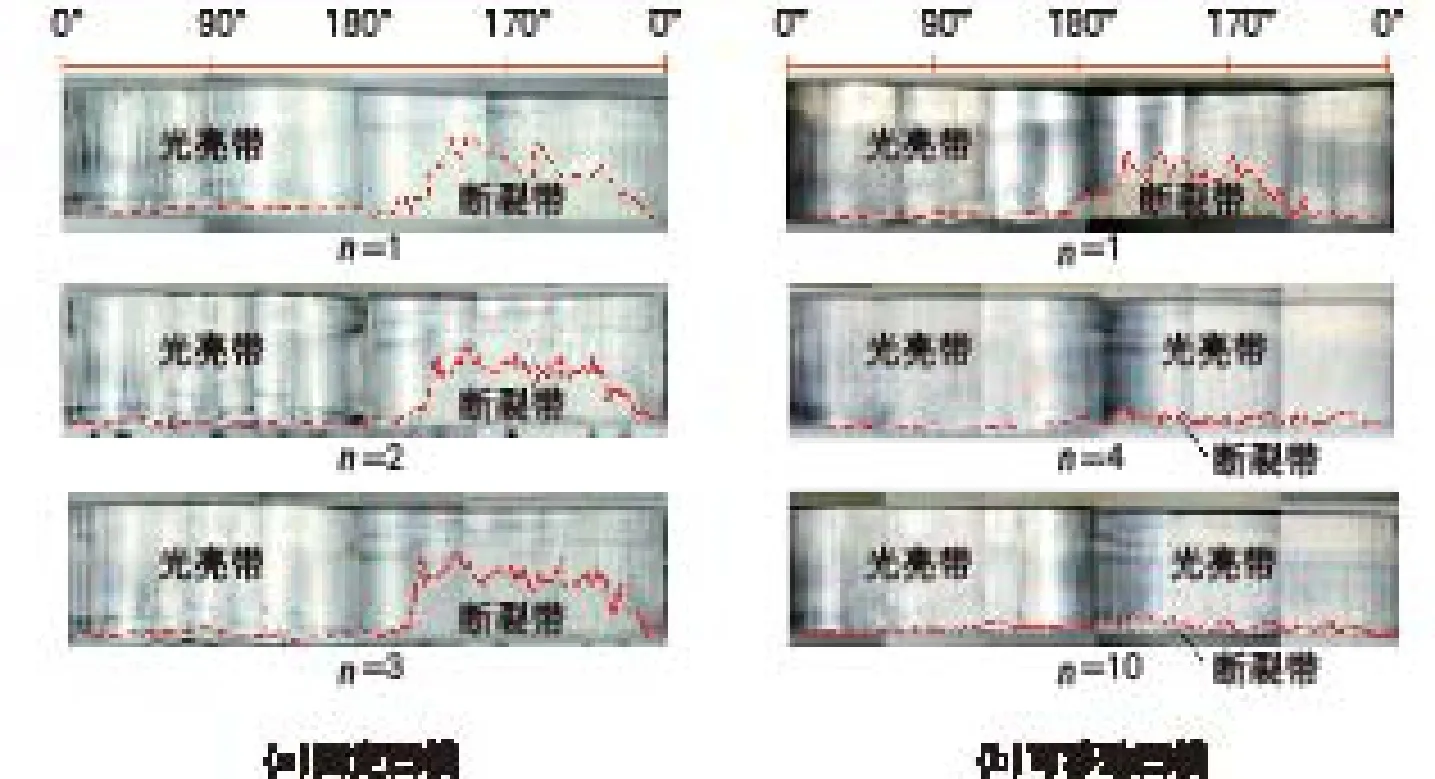
图6 小间隙冲裁JSC980Y钢剪切断面图(v=3mm/s)
对于固定凹模的小间隙冲裁,由于凸凹模之间的偏心率导致冲裁间隙分布不均匀,如图6所示,零件在0°至180°之间断面的光亮带很宽,而在180°至0°之间断面的断裂带很宽。剪切断面的状态在冲裁前3次基本相同。凹模可移动时,第一次冲裁后,剪切断面断裂带的宽度在180°至0°之间很宽,当冲裁次数在4次及以上时,零件在整个圆周方向都可获得很宽的光亮带。
该工艺的冲裁过程中,凹模在一个平衡力的作用下移动,数次冲裁可将凸凹模之间的偏心率从7μm降低到1μm。由于偏心率的降低,提高了低韧性超高强度钢板冲裁剪切断面的质量,使剪切断面光亮带的 宽度增加,断裂带的宽度减小。
结束语
由于超高强度钢在采用精密冷冲裁工艺冲裁后既不需要淬火和回火,也不需要后续再花时间研磨,所以在不降低生产率的情况下,可以得到高尺寸精度和高断面质量的冲裁零件,因此,超高强度钢的精密冷冲裁工艺具有很大的应用前景。
目前,超高强度钢的精密冷冲裁工艺尚处在实验研究阶段,三位日本学者的研究各有侧重点,都能在一定程度上提高超高强度钢冷冲裁的断面质量,而超高强度钢的精密冷冲裁工艺以及与精冲的关联性也应该引起我国业界的高度重视。
猜你喜欢
模具制造(2022年1期)2022-02-23
金刚石与磨料磨具工程(2021年5期)2021-11-06
模具制造(2021年8期)2021-10-20
模具工业(2021年2期)2021-03-18
模具制造(2019年7期)2019-09-25
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2016年15期)2016-12-01
锻压装备与制造技术(2016年3期)2016-06-05
工业设计(2016年12期)2016-04-16
中原工学院学报(2014年3期)2014-04-01
