弯曲回弹量的控制措施研究
2015-06-21 10:47李艳淮安市明森机械制造有限公司
锻造与冲压 2015年6期
文/李艳·淮安市明森机械制造有限公司
弯曲回弹量的控制措施研究
文/李艳·淮安市明森机械制造有限公司
在金属板材冲压成形过程中,当板料弯曲时,内层受到压应力,外层受到拉应力,在弯曲成形过程,这两种应力尽管都超过了材料的屈服应力,但实际上从拉应力到压应力过渡区,总存在未屈服的弹性变形区。这种应力-应变在板材厚度上是不均匀分布,对于只是施加弯矩的弯曲方式来说,要有效的减少回弹是很困难的。回弹会导致冲压成形的产品的尺寸精度不符合产品设计规格,对于那些要求严格的板材,回弹对工件的影响显得尤其突出。故金属板材成形中的回弹预测及控制,成为金属板材成形模拟领域的热点问题。如何减少回弹量,或对板材回弹量的大小有科学的预见,将有助于模具的设计。
回弹是模具设计中要考虑的关键因素之一,零件的最终形状取决于成形后的回弹量。当回弹量超过允许范围后,就成为零件的缺陷,影响零件的尺寸精度。因此,回弹一直是影响和制约冲压件精度的重要因素。随着汽车工业和航空工业的发展,对薄板类覆盖件成形精度的要求也越来越高,特别是近年来由于高强钢和铝合金板材的大量使用,回弹问题显得更为突出,成为汽车工业和航空工业等领域关注的热点问题。从概念上来说,回弹虽然仅仅是卸载问题,计算比较简单,但由于它是成形的最后一步,成形过程模拟中产生的任何误差都会积累到回弹计算阶段。因此,回弹模拟计算的准确程度既与回弹的模拟方法有重要关系,也受成形过程模拟精度的制约。准确性和收敛性一直是回弹数值模拟难以达到满意的主要问题。小曲率半径区域的成形模拟最为关键,这里不仅接触摩擦最为严重,而且非线性问题(几何非线性、材料非线性、边界非线性)也最为突出。单元的优劣、尺寸的影响、接触算法及摩擦模型的科学性、本构方程及硬化规律的合理性、有限元算法的先进性以及应变路径的模拟精度等都将在这里受到严格的考验,这些都是板料成形数值模拟的重点和难点。可以说,小曲率半径区域变形模拟精度是限制回弹模拟精度提高的根源所在。事实上,国内外关于回弹模拟的研究也主要是基于这一区域成形模拟精度问题开展。
回弹控制措施
在弯曲成形中传统的回弹控制方法有:拉弯法、加压矫正法、模具补偿法、过弯曲法等,根据零件形状和弯曲工艺的不同可选用不同的方法来控制回弹。模具补偿法和过弯曲法是两种基本的回弹控制方法,前者适用于模具弯曲,后者适于自由弯曲。对于曲率非常小的弯曲件,由于其塑性变形不充分,回弹较大,单纯模具补偿难以实施,一般要采用拉弯法和模具补偿法联合作用来控制回弹。对于局部曲率很大的弯曲件,理论预测精度较差,实际生产中一般采用局部加压矫正的方法来控制回弹。
模具补偿法和过弯曲法作为回弹控制的基本方法有较强的理论基础,许多学者对其进行了深入的研究。例如余同希讨论了柱形弯曲回弹的模具补偿算法,王晓林对非圆弧弯曲回弹的模具补偿算法进行了研究。这些研究建立在纯理论计算或数值模拟基础之上,具有速度快、成本低的特点,取得了一定的效果。但从目前情况来看,回弹的理论预测精度较差,必须辅以适当的工艺试验才能得到较为满意的结果。
材料选用与结构设计采取的措施
在冲压覆盖件时,满足弯曲件使用要求的条件下,尽可能选用弹性模量大、屈服极限小、机械性能稳定的材料,以减少弯曲时的回弹。同时,在弯曲件设计上可以采用改进某些结构,加强弯曲件的刚度以减小回弹。如在工件的弯曲变形区上压制加强筋(图1a和图1b)或增加成形折边(图1c)。
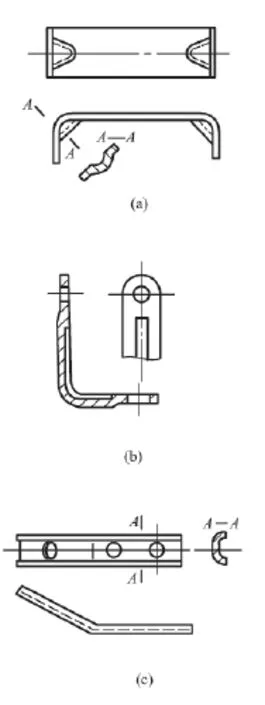
图1 弯曲件的结构设计
工艺上采取的措施
⑴采用热处理工艺。对一些硬度较高的材料和已经冷作硬化的材料,弯曲前可以先进行退火处理,降低其硬度以减少弯曲时的回弹量,待弯曲后再淬硬。在条件允许的情况下,甚至可使用加热弯曲。
⑵增加校正工序。运用校正弯曲工序,对弯曲件施加较大的校正压力,可以改变其变形区的应力-应变状态,以减少弯曲后的回弹量。通常,当弯曲变形区材料的校正压缩量为板厚的2%~5%时,可以得到较好的效果。
⑶采用拉弯工艺。对于弯曲半径相对较大的板材弯曲件,由于较大的变形区处于弹性变形状态,弯曲回弹量也相对较大。这时可以采用拉弯工艺来减少回弹量,如图2所示。
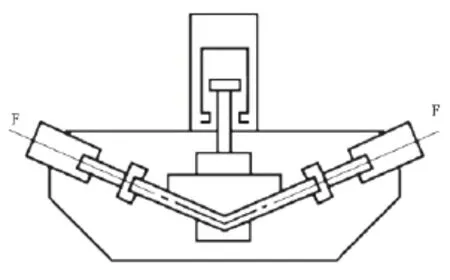
图2 拉弯工艺原理示意图
在拉弯工艺中,金属板材在弯曲变形的过程中受到了切向拉伸力的作用,施加的拉伸力使变形区内的合成应力大于材料的屈服极限,中性层内侧压应变转化为拉应变,从而材料的整个横断面都处于塑性拉伸变形的范围(变形区内、外侧都处于拉应变范围)。卸载后内外两侧的回弹趋势相互抵消,可大大减少弯曲件的回弹。所以,大曲率半径弯曲件可以在拉弯机上进行。拉弯时,弯曲变形与拉伸的先后次序对回弹量的影响是不同的。先弯曲后拉伸的回弹量小于先拉伸后弯曲,但先弯曲后拉伸的不足之处是已弯坯料与模具摩擦力加大,所以拉应力难以均匀地传递到变形区各部分,因此实际生产中可以采用拉+弯+拉的复合工艺方法。
对于小型弯曲件可采用在毛坯直边部分增加压边力来限制非变形区材料的流动,或减小凸、凹模间隙使变形区的材料作变薄挤压拉伸的方法,以增加变形区的拉应变,从而减少金属板材的回弹。
模具结构上采取的措施
利用弯曲件不同部位回弹方向相反的特点,按照预先估算或试验所得的回弹量,修正凸模和凹模工作部分的尺寸和几何形状,以相反方向的回弹来补偿工件量,将回弹角做在凹模上,使凹模的工作部分具有一定斜度。此即为“矫枉必须过正”,“过正”量再回弹一点,恰好符合原来冲压件的设计要求。
双角弯曲时,可将弯曲凸模两侧修去回弹角,并保持弯曲模的单面间隙等于最小料厚,促使工件贴住凸模,开模后工件两侧回弹至垂直,或者将模具底部做成圆弧形,利用开模后底部向下的回弹作用来补偿工件两侧向外的回弹。
采用聚氨酯弯曲模降低回弹
利用聚氨酯弯曲模代替刚性金属凹模进行弯曲(图3)。弯曲时随着板料和金属凸模逐渐进入聚氨酯弯曲模,聚氨酯对板料的单位压力也不断增加,弯曲件圆角变形区所受到的单位压力大于两侧直边部分。由于仅受聚氨酯侧压力的作用,直边部分不发生弯曲,随着凸模进一步向下运动,激增的弯曲力将改变圆角变形区材料的应力-应变状态,达到类似校正弯曲的效果,从而减少回弹。通过调节凸模压入聚氨酯凹模的深度,可以控制弯曲力的大小,这样使卸载后的弯曲件角度符合精度要求。
复杂拉延成形中的回弹控制
以往对于复杂拉延成形件的回弹控制问题研究的不多,工程实际中通常基于经验和反复试验来减小或消除回弹的影响。2010年以来,随着拉延成形中起皱和拉裂问题逐步得到解决,回弹控制问题逐渐上升为研究的重点,另外板料冲压CAE仿真技术的不断完善也为回弹控制研究提供了必要的基础。
复杂拉延成形件的回弹控制一般从两方面入手:一是通过改变成形过程边界条件,如毛料形状、压边力、模具圆角、摩擦状态等因素来减小回弹,这一类方法可称为工艺控制法;另一途径是在特定工艺条件下预测或实测回弹量的大小,然后通过修正模具形状使回弹后的零件形状恰好符合设计要求,即几何补偿法。在工程实际中两类方法一般联合应用,以达到最佳的效果。
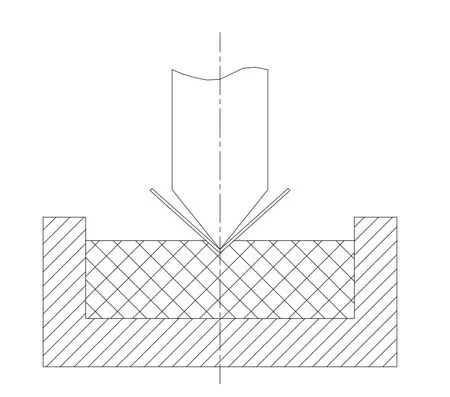
图3 聚氨酯弯曲模
结束语
综上所述,控制板材冲压过程中回弹的方法很多,在工程实践中我们根据冲压板材的种类、板材的厚度、液压机的类型、冲压件的具体形状、凸模圆角等情况来选用上述一种方法或几种方法联合使用,从而提高冲压件的尺寸精度。
猜你喜欢
模具制造(2022年2期)2022-03-25
模具制造(2021年8期)2021-10-20
制造技术与机床(2018年11期)2018-11-23
国际木业(2016年4期)2017-01-15
工业设计(2016年12期)2016-04-16
国际木业(2016年6期)2016-02-28
印制电路信息(2015年6期)2015-12-30
中国科技纵横(2015年1期)2015-12-27
锻压装备与制造技术(2015年1期)2015-06-07
天津冶金(2014年4期)2014-02-28