基于AMS2750E标准的低温真空焊接设备温度均匀性的实现
2015-07-04 01:42王成君杨兆建
电子工业专用设备 2015年10期
王成君,杨兆建
(太原理工大学,山西 太原030024)
随着钎焊技术的不断发展,为了确保热处理过程中其设备的高温控制精度和温度场均匀性,国内很多企业对温度范围为150~350 ℃热处理设备提出使用AMS2750E 的测试标准的要求。在该温度范围内,由于辐射具有加热缓慢、温差小、吸热快、散热慢的特点,使得真空设备内的温度场很难达到热平衡,难以实现AMS2750E 的测试标准的要求。本文介绍了通过在真空焊接设备的设计中,考虑温度场因素,实现AMS2750E(温度范围150~350 ℃)标准下真空炉炉温均匀性的要求。
1 AMS2750E 对温度均匀性要求
1.1 基本概念
温度均匀性:在鉴定合格的真空焊接设备的工作区内,各测试点的温度相对于控制设定点温度的偏差(通常以±℃来表示)。温度均匀性指标主要反应热处理设备在温度设定点,在设备工作区内温度一致性问题。
温度均匀性测试(TUS):在热平衡前后,用校验过的仪器装置及传感器对热处理炉工作区温度变化量进行的一个或一系列测试。
1.2 AMS2750E 对温度均匀性要求
(1)温度传感器必须符合要求。控温热电偶、报警热电偶、均匀性测试热电偶校准值必须在允许误差范围以内,可参照AMS2750E 具体要求。
(2)温度传感器的数量和位置必须满足规范要求[4]。TUS 传感器的分布按照体积法进行测试,体积法要求TUS 传感器三维放置以体现炉子整个有效工作区的温度。根据TUS 传感器固定装置的体积,TUS 传感器数量应满足AMS2750E 要求;TUS传感器的分布应符合以下规则:若炉子有效工作区体积小于0.085 m3,将4 支TUS 传感器放在四角和一支放在中间;若炉子有效工作区体积大于0.085 m3,则将8 支TUS 传感器放置八个角,1 支放置在中间;若炉子有效工作区体积大于6.4 m3时,按照AMS2750E 要求增加TUS 传感器并均匀放置在最能体现炉子有效工作区的位置。
(3)按照要求确定热处理炉温度均匀性测试点。根据AMS2750E 要求温度均匀性测试点温度两个测试温度点不超过165 ℃,测试温度为150 ℃、250 ℃、350 ℃。
(4)数据的采集必须符合AMS2750E 要求。在每个测试温度点,炉子或TUS 传感器首次达到温度容差下限之前就开始采集数据,这样无论炉子还是TUS 传感器哪个超出温度均匀性容差上限都能清楚地探测到。当进行数据采集时,每隔2 min 至少记录一套所有TUS 传感器的温度数据,控制或记录传感器均不能超过温度均匀性公差上限;炉子应保持在测试温度直到所有传感器达到稳定,稳定后在30 min 内连续采集数据,所有的测试热电偶都在允许的温度范围内,并保持稳定,不能有漂移超出最高限或低于最低限[6]。
2 低温段真空炉温度均匀性的测试现状及存在问题
2.1 真空钎焊设备简述及实验
加热模型:低温真空焊接、热处理炉示意图见图1所示。在炉体内部有炉胆,炉胆是由多层金属反射屏组成,在炉胆内部分布均温区,加热电极与加热带连接在一起,控温热电偶通过炉体和炉胆上的热偶孔插入均温圆进行温度控制,在炉体上分布着测温接口、真空接口,温度测试热电偶通过测温接口进行温度测试[1]。

图1 低温真空焊接模型
常采用的测温方法为5 点测温,其测量方法的示意图如图2所示。
目前有两种测试方法,分别是采用外径为1.5 mm 和6 mm 的测温和控温偶,通过实验发现采用直径为1.5 mm 的测温偶和控温偶在150~350 ℃容易实现温度均匀性的测量。因此实验中采用1.5 mm 的偶分别在150、250 和350 ℃下测量了真空焊接炉中的温度。其测量结果见图3所示。

图2 五点测温分布位置
温度均匀性测试点为150、250、350 ℃,从数据可以看出,在升温过程中控温热电偶滞后温度比较多,当控温热电偶在温度保持点150、250、350 ℃时,温度均匀性测试热电偶温度超出了控温热电偶温度,通过实验发现即使将控温热电偶和温度均匀性测试热电偶都采用直径一致的热电偶,也无法解决这3 个温度测量点均匀性测试热电偶温度超过控温热电偶温度的问题。
3 解决问题的关键及理论分析
温度范围为150~350 ℃热处理设备,与400 ℃以上的真空热处理设备相比较,加热带与工作区温差小,辐射加热缓慢,根据辐射力公式[2]:
其中:ε 为发射率
A 为面积
C0为黑体辐射系数5.67 W/m·K4
T 为温度
由于温度T 也就是加热带的温度比较低,一般加热带温度比热处理炉的工作区温度高100~150 ℃,加热带与被加热区域的热流密度:

其中:φ 为热流密度
ε 为被加热区吸收率
T1为加热带温度
T2——均温区温度

图3 采用1.5 mm 的偶在不同温度下的测量结果
Fds1→s2为加热带面对均温区辐射角系数
热流密度决定了热电偶温度的高低,对于ε、T1、T2、Fds1→s2几个参数来说,是材料本身的属性,T1是加热带的温度,T2是均温区的温度,控温热电偶、温度均匀性测试热电偶都位于均温圆以内,可以认为他们是一致的,现在存在的问题就是温度均匀性测试热电偶的温度高于控温热电偶,由于两种热电偶位置不同,很难将辐射角系数Fds1→s2调整一致。在温度保持点150、250、350 ℃测试时一般保温30 min 后进行测试,这个保温阶段在400 ℃以上效果是非常明显的,但在150~350 ℃温度范围保温即使超过了2 h 也很难解决温度过冲的问题。经多次测量发现一旦温度均匀性测试热电偶温度过冲,在这个温度段很难降下来。在这个温度阶段相比吸热,散热慢,达到热平衡需要的时间更长。
对于吸收率来说,材质相同吸收率ε 是相同,材料不同吸收率ε 是不同。控温热电偶和温度均匀性测试热电偶都采用的是不锈钢套管,查的不锈钢的辐射黑度ε 是0.074。物体的吸收率与辐射黑度之间的关系根据基尔霍夫定律[3]:
对于灰体,不论投入辐射是否来自黑体,也不论是否处于热平衡条件,其吸收率等同于同温度下的发射率,物体的辐射力越大,其吸收能力也越大,换句话说善与辐射的物体必善于吸收,反之亦然。选择吸收率大的石墨作为热电偶的套管,石墨吸收率0.95。
4 解决问题的具体措施及效果
在本设计中,在热电偶的头加上石墨套,通过石墨较高的吸收率,来改善温度的均匀性。控温热电偶设计采用图4设计方式,控温热电偶头部测试端采用直径为1.5 mm 套管,在石墨套管上加工直径为1.5 mm 内孔,石墨套管和热电偶头部之间采用过渡配合。其原理如图4所示。

图4 热电偶
热电偶采用了石墨套管后控温热电偶和均匀性测试热电偶测试情况如图5所示。
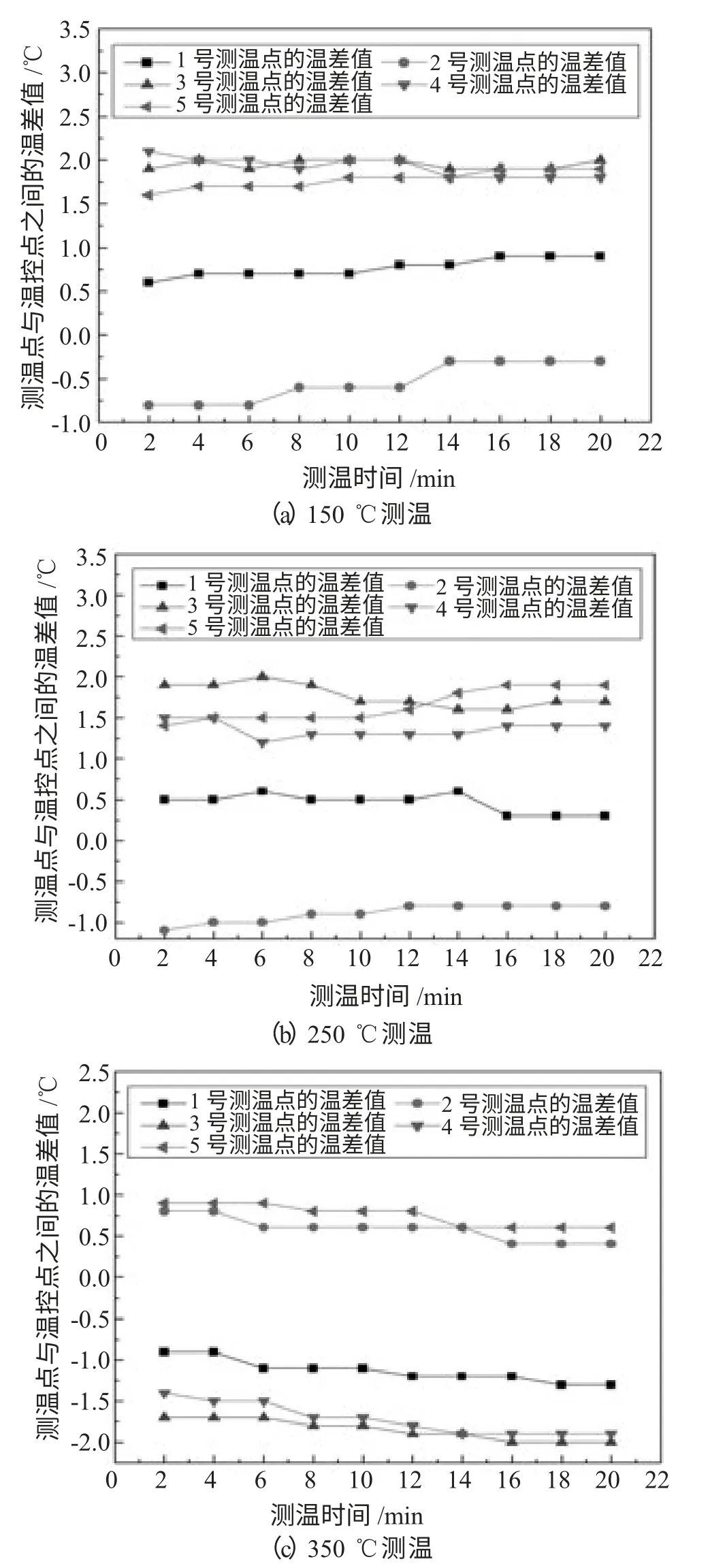
图5 采用石墨套管后控温热电偶和均匀性测试热电偶测试情况
采用这种设计之后,从图5中可以看出,其温度差值已经低于±3 ℃,满足AMS2750E 标准的要求。对比传统测量方法的实验结果,其温度差值明显下降。因此说明采用这种方法,对于实现真空钎焊设备温度均匀性是有效的。
5 结 论
控温热电偶设计采用石墨套管后增加了热电偶套管的吸收率,使得均匀性测试热电偶测出的均温区的实际温度完全符合AMS2750E 要求,另一方面提高了低温段真空钎焊及热处理设备的温度控制精度,可以生产出质量更高的产品。
6 低温段真空设备的应用前景
低温段真空设备在电子元器件、铍青铜退火处理得到了广泛应用,低温段真空设备研制是电子元器件行业、航天航空行业钎焊及热处理急需解决的问题。低温段真空设备具有以下优势:
(1)提高焊接器件性能。在真空加热条件下,软钎焊技术极大地降低器件的空洞率,同时依靠温度精确控制,均匀的温度场,减少在焊接温度点器件处理时间,防止器件电学参数变坏,提高器件性能。
(2)器件生产过程工艺精确控制及重复性。大规模生产过程中,低温段真空设备温度的测量和控制变得至关重要。生产效率优势包括:通过优化器件内均匀性和器件间的可重复性来改善器件参数良率;通过优化焊接温度来获得最优的器件性能,通过实时工艺控制和优化减少器件报废,提高成品率。
(3)优化器件热处理过程中的应力。钎焊过程可能会产生两种截然不同的应力:由于相变或结构改变所产生的应力会导致结构中某些部分的密度发生变化,另一种应力来自于器件结构和衬底之间不同的热膨胀系数。通过合理热处理工艺曲线,优化器件热处理过程中的应力。
综上所述,本文解决了低温段真空设备中的温场控制问题,使得低温真空焊接设备的工艺优势,又满足AMS2750E 要求,让其具有广阔的应用前景。
参考资料:
[1]达道安.真空设计手册[M].北京:国防工业出版社,1991.
[2]安娜- 玛丽娅·比安什(罗),伊夫·福泰勒(法),雅克琳娜·埃戴.传热学[M].大连:大连理工大学出版社,2008.
[3]阎承沛.真空热处理工艺与设备设计[M].北京:机械工业出版社,1998.
[4]王魁汉.温度测量实用技术[M].北京:机械工业出版社,2006.
[5]王魁汉,廖正贵,董健.符合2750D 标准的温度传感器的研制与应用[J].真空,2012 (4):4-8.
[6]李克,许莉.高温测量[J].热处理装备与技术,2009(3):9-18.
猜你喜欢
山西冶金(2021年3期)2021-07-27
电子制作(2019年19期)2019-11-23
山东冶金(2019年5期)2019-11-16
重型机械(2019年3期)2019-08-27
饮食科学(2016年3期)2016-07-04
饮食科学(2016年3期)2016-07-04
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
电子工业专用设备(2015年4期)2015-05-26
中国舰船研究(2015年2期)2015-02-10
猪业科学(2015年11期)2015-01-25