
薄壁机匣加工变形控制
2015-07-20 07:23何东敏孙可婧常久青沈阳黎明航空发动机集团有限责任公司辽宁沈阳110043
中国新技术新产品 2015年17期
何东敏 孙可婧 常久青 闫 龙 高 闯(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
薄壁机匣加工变形控制
何东敏孙可婧常久青闫龙高闯
(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
本文研究了薄壁机匣零件在研制过程中所遇到 的变形难题,经过对薄壁机匣车加工、铣加工、磨涂层工序的工艺改进,有效地控制了薄壁机匣的变形,有效提升了零件的制造水平,同时也为今后类似零件的研制提供技术支持。
薄壁;机匣;加工;变形;控制
1 薄壁机匣加工难点分析
薄壁机匣型面较复杂且属于薄壁易变型零件,零件最薄壁厚为1.5mm,其材料为高温合金(Inco718),薄壁机匣的结构是轴线重合的圆柱面,两处环行凹槽,壁薄、刚性差,在加紧力和切削力的作用下零件容易产生变形,其尺寸不易保证。
区域G直径尺寸:φ314.6±0.015,区域P直径尺寸:φ305.18±0.015,高精密配合尺寸;喷涂内孔对基准A、B的位置度要求为φ0.127mm,圆度0.127,限制状态圆度为0.01。如图1所示。

图1
2 确定有效的控制变形方案
影响零件的变形因素是多方面的、复杂的,有效地避免零件的变形是加工过程的关键。薄壁机匣应在工艺路线的安排,加工余量的选择,定位基准的选择等方面采取一系列的工艺措施。
(1)将零件的整个加工分为粗加工、精加工,必须使粗加工的定位基准为精加工提供可靠的、稳定的定位基准。
(2)薄壁机匣的精加工应该尽量采用工序集中原则,使得零件的大部分尺寸,集中在零件的一次装夹定位中完成,可有效地保证各圆柱的同心度。
(3)为了更可靠地保证零件喷涂表面的尺寸精度,有效的控制变形,将在铣加工完成后精车喷涂底径,然后再磨喷涂层。

图2
3 改进车、铣加工的定位基准
夹具定位基准面选择不当,零件的压紧方式选择不合理,装夹零件时也会造成零件的变形,由于该件的结构所限,必须正确地选择零件的定位基准,精车定位基准面应相对稳定。
(1)机匣最薄处1.5mm,为了控制零件较大的变形,零件主要加工路线:粗车-半精车-精车-铣加工-车喷涂底径-磨喷涂层。
(2)车前端工序的改进:
基准:C、D,压紧F,加工部位如图2所示,本工序严格控制分步加工,半精加工零件整个型面,单边留余量0.2mm~0.3mm停止加工;松压板,平放零件24小时后精车,加工前对点找正表面A、B偏差不大于0.02;通过合理选择加工参数,减少加工的受力,现场反复的试验加工,采用n=25-40r/min,f= 0.1mm/rmax,可以减小变形。
(3)车后端工序的进:基准:A、D压紧:E,零件直径基准D、平面基准A,必须先经上工序完成精车,为精加工后端提供可靠的、稳定的定位基准,才能保证该工序的要求;通过合理选择加工参数,减少加工的受力,现场反复的试验加工,采用n=15-30r/min,进给:f=0.1mm/rmax.可以小变形。
(4)铣花边及钻孔工序的改进:
铣加工和车加工工序同基准,改善原压紧造成直径尺寸变形大的因素。
(5)车喷涂底径工序的改进要求:
基准:C、D,压紧F(定位压紧如图2所示),严格控制装夹零件压紧面的压板,装夹过程中必须在F面压表检查,压紧各压板造成的零件变形不允许超过0.02。
(6)磨涂层工序的改进要求:
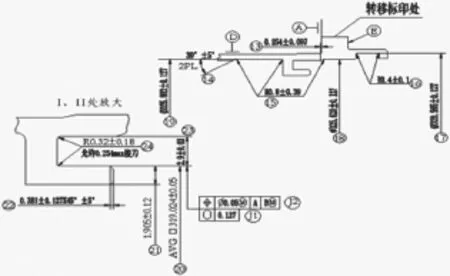
图3
基准:C、D,压紧F(定位压紧如图2所示),加工前将零件安装到夹具上,小心安装限制环后安装压板,安装过程中不允许敲击零件,通过移动夹具找正零件表面E,跳动不大于0.01;严格控制装夹零件压紧面的压板,装夹过程中必须在F面压表检查,压紧各压板造成的零件变形不允许超过0.02。
结语
该论文研究了薄壁机匣的加工变形控制,通过改进车、铣、磨工序的定位、压紧等工艺措施,有效地减小了加工变形,使得薄壁机匣的加工质量明显提高,取得了技术创新成果。
[1]师俊东.航空用高温合金薄壁机匣零件工艺研究[J].大连理工大学,2012.
TG457
A
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
上海涂料(2021年5期)2022-01-15
名城绘(2019年3期)2019-10-21
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
机械工程师(2014年8期)2014-12-02
云南电力技术(2014年1期)2014-06-23
中国信息化·学术版(2013年7期)2013-09-03
