基于PLC的中频感应加热炉电源控制系统设计
2015-08-02 01:54罗继军陕西国防工业职业技术学院陕西户县710300
山东工业技术 2015年9期
罗继军(陕西国防工业职业技术学院,陕西户县710300)
基于PLC的中频感应加热炉电源控制系统设计
罗继军
(陕西国防工业职业技术学院,陕西户县710300)
摘要:本文以PLC控制器为核心,研究了中频感应加热炉控制系统模型,从系统的需求出发,进行了设备硬件的设计及控制模块和外围器件的选型,初步设计了一种具有较高的可靠性和抗干扰性,为工业生产提供了一种可行的方案。
关键词:PLC控制器;中频感应加热炉;电源;系统设计
引言
引言
中频感应加热炉是一种利用电磁感应原理实现感应加热的电源装置,由于这种加热方式是通过电磁感应传递的,感应线圈与金属工件并非直接接触,由工件自身产生热量,所以称之为感应加热。感应加热炉的发展与数控技术及计算机技术的应用密不可分,国外厂商以此取得先机,其感应炉控制技术先进,其效率高、可靠、操作简便等特点已经得到广泛认可,因此大部分铸造厂普遍应用了“国外”生产的感应加热炉。如何吸收国外控制技术的长处来逐渐缩小差距,利用PLC简单、精确的特点,来控制感应加热,提升感应加热系统的自动化水平具有重要的意义[1]。
1感应炉的控制系统
中频感应加热炉主要由电源、炉体、传送装置和监测与控制系统四部分组成,其结构如图1所示。其中控制系统是整个加热炉的核心环节,它控制着整体运行过程中的绝大部分技术参数,包括电源电压的控制与检测、传送带的速度,炉体温度以及加热锻件的温度等等。坯料加热过程中对温度要求很严格,过热会造成坯料过烧,影响质量,过低会使锻压设备加重负荷,降低锻造设备使用寿命。

图1感应加热炉系统结构图
2感应加热炉的PLC控制系统设备的选型
感应加热电源是感应加热炉的重要组成部分,电力半导体器件及电力电子学的发展对其有着重要的影响。早期的感应加热电源主要有中频发电机组和电子管振荡器式高频电源、电磁倍频器和工频感应熔炼炉。近年来,晶闸管、半导体工艺、集成加工技术的出现有力的促进了感应加热电源的发展,为感应加热电源的应用提供了坚实的基础。感应加热电源若使用分立元件来控制,自动化的程度比较低,人机界面和通信系统效果也比较差;但是如果利用PLC控制感应加热,就可以精确控制电源的各个参数,达到简单、可靠的目的,从而提高感应加热系统的自动化水平。PLC控制系统设计原则是在最大限度的满足被控对象控制要求的前提下,力求使控制系统简单、经济、安全可靠,并考虑到今后生产的发展和工艺的改进,在选择PLC机型时,应适当留有余地[2-3]。根据系统组成分析,中频感应加热炉工艺共有18个DI点,8个DO点;4个AI点,2个AO点,由此选用西门子的S7-200系列(CUP226)PLC作为控制中心,模拟量输入模块为EM231,模拟量输出模块为EM232。PLC控制系统基本组成如图2所示。
3中频感应加热炉电源的控制系统设计
电源除了输出一定的功率和频率外,还要能够在各种扰动的情况下满足生产需要。因此电源要具备一定的自动控制能力。工业中常用并联谐振逆变电路,通过单独调节可控整流器输出电压来改变输出功率。通过调节中频电压就可以改变加热温度,但是中频电压会产生波动,而且温度控制存在滞后,所以一般采用温度和电压双闭环的方法来实现,如图3所示。内环是电压闭环控制,外环是温度闭环控制,内环根据电源电压和反馈电压的大小控制中频电流的输出功率,外环根据设定的温度和反馈温度设定给定电压。系统中温度和电压的闭环都采用了PI调节器,可以大幅度减少偏差,并使系统迅速达到设定值。
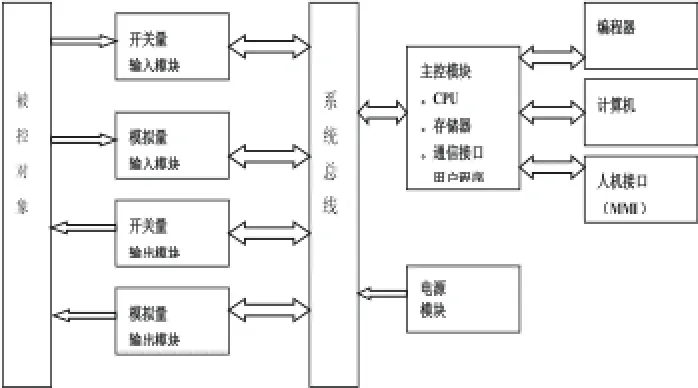
图2PLC控制系统基本组成

图3中频感应加热炉电源控制框图
4结束语
本系统采用PLC设计控制系统,因其具有便于控制、设计灵活、可靠性好、编程简单、性价比高、抗干扰能力强等特点,但因其难以显示图表、用户界面较差、监控不便等缺陷导致系统使用过程中存在一定的局限。展望未来,能够发挥控制系统优势,又能提供良好人机界面的PLC控制系统一定会为工业控制做出巨大贡献,本系统设计暂时没有考虑采用计算机作为上位机,但在以后的研究中会进一步引入良好的人机界面,期望使系统的控制能够更加简单可靠。
参考文献:
[1]谢鑫,王倩.工频感应炉PLC自动控制系统的应用[M].鞍山钢铁公司设计研究院.
[2]吴中俊,黄永红.可编程序控制器原理及应用[M].机械工业出版社,2007.
[3]陈金华.可编程序控制器(PC)应用技术[M].电子工业出版社,1995.
[4]吴百诗,张孝林.大学物理,2007年
[5]徐艮.中频感应加热炉进料系统改造[J].设备管理与维修,2013(04):40-41.
作者简介:罗继军(1982-),男,陕西礼泉人,硕士,讲师。
猜你喜欢
阅读(快乐英语高年级)(2019年2期)2019-09-10
中学生理科应试(2019年4期)2019-07-08
中小学实验与装备(2016年6期)2017-01-19
数字技术与应用(2016年9期)2016-11-09
科技视界(2016年22期)2016-10-18
企业导报(2016年6期)2016-04-21
风能(2016年12期)2016-02-25
环球时报(2009-12-25)2009-12-25
数理化学习·高一二版(2009年4期)2009-04-27