基于PLC具有示教功能打磨内焊线机设计
2015-08-02 01:54方光耀江门市高级技工学校广东江门529000
山东工业技术 2015年9期
方光耀(江门市高级技工学校,广东江门529000)
基于PLC具有示教功能打磨内焊线机设计
方光耀
(江门市高级技工学校,广东江门529000)
摘要:电热水壶在生产过程中因生产工艺的要求发热盘压焊连接因而产生焊缝,因而需要将其打磨平整以方便下一步拉丝工艺,传统方法使用手工打磨,难度较大、产能较低。现利用PLC和伺服电机与企业共同开发一款自动打磨内焊缝的设备为企业大大提高了产能和减低了用工成本,取得很好经济效益。
关键词:打磨焊缝;触摸屏;PLC;伺服电机;定位控制;示教功能
1概述
电热水壶在生产过程中因生产工艺的要求发热盘压焊连接因而产生焊缝,因而需要将其打磨平整以方便下一拉丝工艺,传统方法使用手工打磨,由于电热水壶锥形形状,工人打磨难度较大、产能较低、成本较高。现利用PLC和伺服电机与企业共同开发一款自动打磨内焊缝的设备。其主要的设计思路利用PLC控制两轴的伺服电机作内外(Y轴)和左右(X轴)运动带动磨头进入电热水壶的壶底焊缝处,模拟人手作左右运动实现焊缝的打磨。详见设备示意图1。
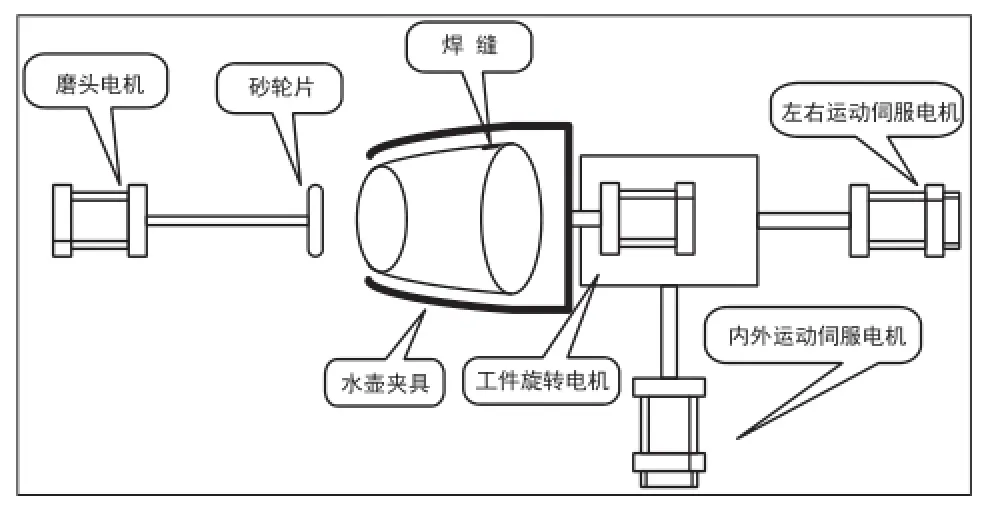
图1设备示意图
2使PLC和伺服电机定位控制系统的介绍
从图1的示意图看出设备的执行部分是由两个伺服电机控制工作台上的热水壶壶体作左右和内外运动
图2PLC系统中常见采用步进电动机或伺服电动机为执行元件的定位控制系统框图

图2定位控制系统框图
图中PLC作为控制器发出控制指令,使步进电动机或伺服电动机按控制要求完成位移和定位。驱动器是集功率放大和位置控制为一体的智能装置,其作用把控制器送过来的信号进行功率放大,用于驱动电动机运转,根据控制命令和反馈信号对电动机进行连续控制。
使用PLC作为定位控制器已成为当前应用的一种趋势。目前,PLC都能提供一轴或多轴的高速脉冲输出及高速硬件计数器,许多PLC还设计有多种脉冲输出指令和定位指令,使定位控制的程序编写十分简易、方便,与驱动器的硬件连接也十分简单。
PLC控制步进或伺服驱动器进行定位控制大致有以下方式:通过数字I/O方式进行控制、通过模拟输出方式进行控制、通过通信方式进行控制和通过高速脉冲方式进行控制。
通过输出高速脉冲进行位置控制是目前比较常用的方式。PLC的脉冲输出指令和定位指令都是针对这种方法设置和应用的。
3设备主要器件的选型
3.1可编程控制器选型
PLC作为该设备的核心,PLC在我国的应用已有30多年的历史,PLC自20世纪70年代后期进入中国以来,应用增长十分迅速。现在国产的PLC在学习进口PLC的基础,经过多年的消化取得很大进步,呈现出百花齐放的现象,其无锡信捷PLC多年来稳居国产PLC销量第一位,其高性价比得到大量用户的认可。
3.2触摸屏选型
触摸屏同样采用信捷的产品,触摸屏的型号为“TG-765,该产品采高速的CPU,ARM9、400MHZ主频、128M内存,1600万色TFT液晶显示LED背光,分辨率800*480像素,2个COM口,独立通讯,支持232、485、422等通讯方式,可实现多屏一机。适用于环境恶劣的场合,耐腐蚀性液体、气体,运行温度可达到-10℃-60℃。软件上支持C语言脚本功能,运算、自由协议编写、绘图,提高编程自由度支持BMP、JPG格式图片显示;支持数据采集保存功能,支持时间趋势图,XY趋势图等多种形式的数据管理方式。以上特点方便了实现友好、简易快捷的画面设计。
3.3伺服电动机及驱动器的选型
伺服电动机及驱动器同样采用信捷的产品,驱动器的“DS2-20P4-AS”,
电动机的型号“MS-60ST-20P4”,该驱动器用三种控制方式,三种方式能无缝切换,位置控制、速度控制、转矩控制,在这里将其设置为位置控制方式。驱动器高达400HZ的高速响应,功率为400W。伺服电动机最高转速为额定3000rpm/最高4000rpm,内置编程器为2500线增量型编码器。
4程序设计
我在程序设计中先画出顺序功能图(SFC)利用PLC的步进指令STL编写梯形图实现模块的程序设计。程序中主要分为三个模块程序:手动操作程序块、自动运行程序块、示教记忆点坐标程序块。
4.1手动操作程序块
手动操作在梯形图中由状态“S0”来完成,具体操作见图3触摸屏操作画面,其中磨头启停、工件旋转启停在梯形图中由“ALT”指令来完成。内外、左右运动手动操作,使用功能指令“DPLSF”来完成,详见梯形图图4,“DPLSF”无加减速时间参数,当手动操作接通M44或M45,驱动指令时可发出无限个脉冲,修改D64寄存器的数值实现改发脉冲的频率的改变,通过选择X100、X10、X1的倍率实现改变D64的数值实现快捷的伺服电动机的调速。同时修改D64的正负值实现伺服电动机的正反转的运动。

图3触摸屏上手动操作画面
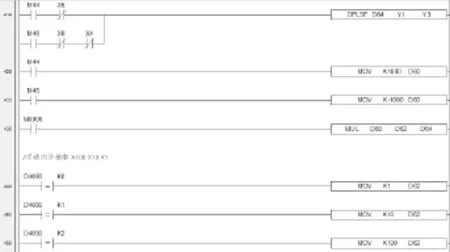
图4手动操作梯形图
4.2自动运行程序块
当用户操作触摸屏时,从手动操作画面切换到自动画面时,系统工作台先进行向右回原点复位,复位完成后,启动向外回原点复位。当复位完成,才可以按X0自动启动,如图5。
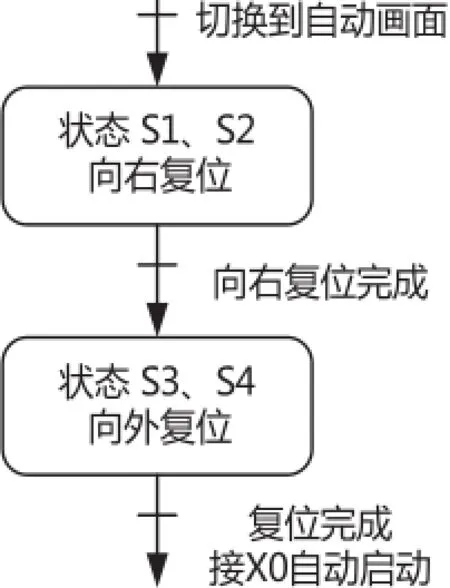
图5
4.3示教记忆点坐标程序块
示教记忆点的原理,利用手动操作工作台作定位运行,信捷XC2系列的PLC具有累积脉冲个数的寄存器,其中D8170(双字)累积Y0通道,D8173(双字)累积Y1通道,见图6触摸屏画面。
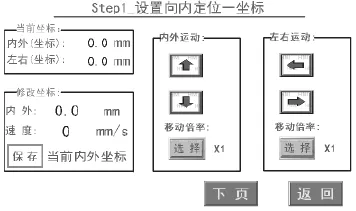
图6示教记忆向内定位一画面
在画面中右边调用手动操作程序模块,可实现手动向内外定位和手动左右定位。同时画面中左上方“当前坐标”显示实时的坐标,其原理是将累积的脉冲数除以常数100(因为通过设置伺服驱动器的电子齿轮实现0.1mm为100个脉冲)。当选择合适的定位坐标,用户可以在“修改坐标”一栏有两个选择:
(1)按下保存按键,将当前的坐标保存下来;
(2)在点击内外数据处,触摸屏将弹出数字键盘,这时可以设定参数。使用了这种示教坐标方式,大大方便了用户的操作,不需要用尺子测量,用户反映非常满意。另处,还可以非常方便设置定位速度。
5总结
本方案设计成功,并为企业生产了5台,使用一年多(平均每天连续工作达12小时),电气上并未发生过故障,用户反映非常好。整套设计的核心器件,PLC、触摸屏、伺服电动机都是采用国产器件,这次设计经验大大树立了我对国产工控器件的信心,我觉得作为自动化专业的教师,有必要应用和推广国产的工控产品,让更多的人使用国产工控产品,让高性价比的工控产品打破洋品牌垄断工控市场的局面。
本产品的设计存在不足的效率还不是很高,每台设备平均产能是400多个左右的壶,为了提高效率在新的设计中,增加了双工位。另本设计只能对一些直线焊缝进行打磨,对一些曲线焊缝(如壶身)就无能为力了,限制了设备使用范围。所以在未来的设计中,系统在曲线的、弧线的示教功能开发进行攻关,以求设备达到更宽、更广的使用场合。
参考文献:
[1]李金城.三菱FX系列PLC定位控制应用技术[M].电子工业出版社,2014(01):1.
猜你喜欢
建材发展导向(2022年1期)2022-03-08
发明与创新·中学生(2020年1期)2020-08-03
数码世界(2018年3期)2018-12-22
电子制作(2018年19期)2018-11-14
电子制作(2018年17期)2018-09-28
知识就是力量(2018年7期)2018-07-11
燕山大学学报(2015年4期)2015-12-25