
结晶器内磁感应强度分布研究
2015-08-20 02:14马忠存熊洪进
冶金与材料 2015年5期
马忠存,熊洪进,郭 鑫
(北满特殊钢有限责任公司,黑龙江 齐齐哈尔161041)
电磁搅拌技术具有高能量密度、非接触性和易于自动控制等优点,能够有效改善铸坯的皮下质量、铸坯内部组织结构,扩大等轴晶区、减少或消除偏析与中心缩孔等内部缺陷,同时也能促进坯壳生长而且厚度均匀,在连铸生产中得到了广泛的应用并取得良好的经济效益[1-5],结晶器电磁搅拌改善铸坯质量的机理[6,7]是借助感应产生的电磁力强化钢液流动、传热等过程,因此,生产中对电磁搅拌设备的电磁特性的检测与分析是提高电磁搅拌冶金效果的前提[8,9]。
该连铸机生产的大圆坯,根据不同钢种特性,确定了不同钢种的电磁搅拌参数,但是铸坯中仍出现中心疏松、偏析、裂纹、皮下气泡等缺陷,阻碍了企业产品质量的提升,为了优化结晶器电磁搅拌工艺参数,对圆坯连铸机结晶器电磁搅拌内感应强度进行了测试研究,对改善铸坯质量,品种开发、研制等有重要的指导意义。
1 结晶器性能参数与研究方法
结晶器主要性能参数如表1所示。
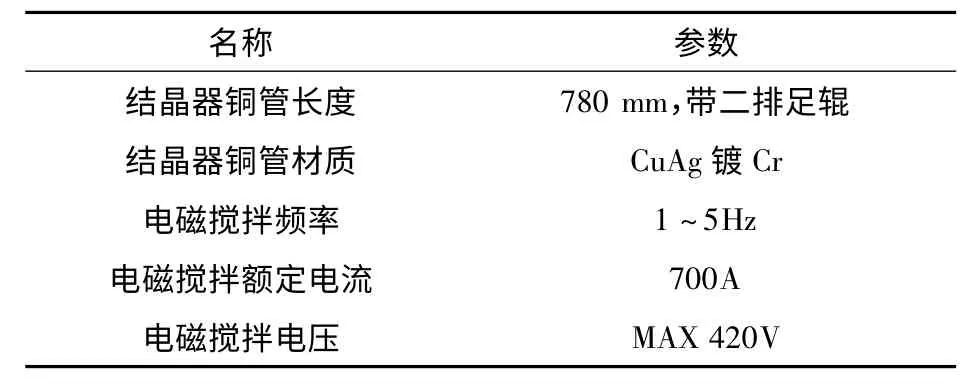
表1 结晶器主要性能参数
结晶器电磁搅拌示意图如图1所示。
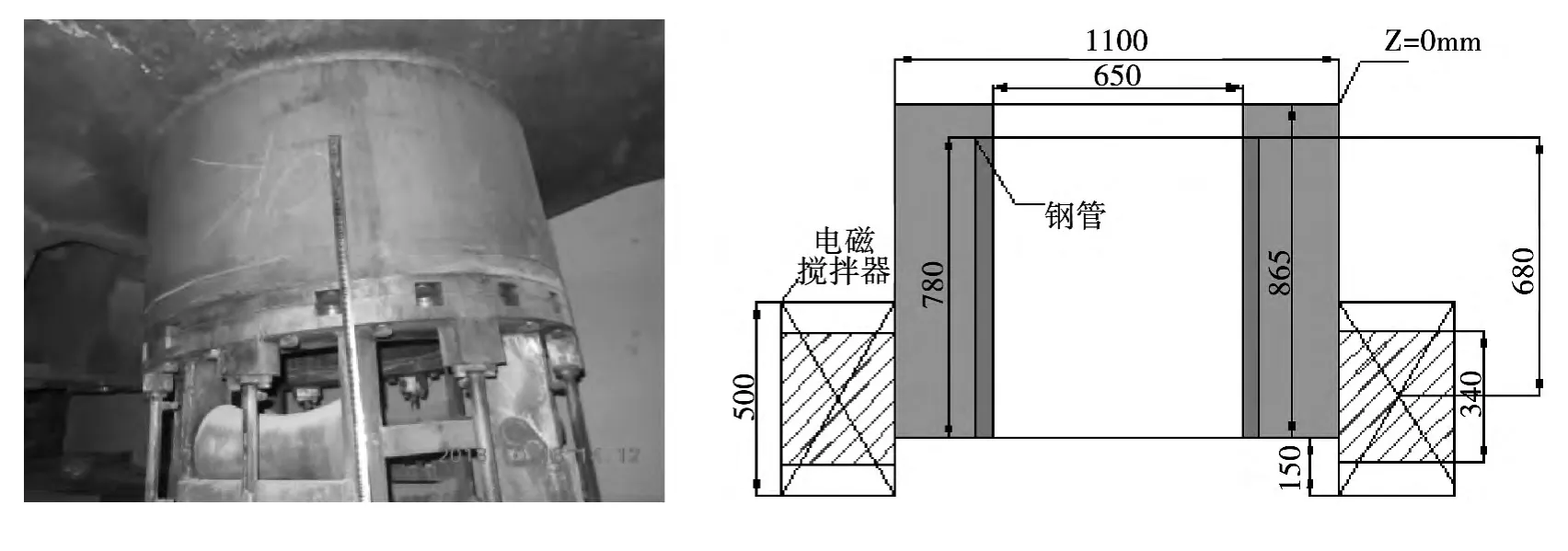
图1 结晶器电磁搅拌示意图
由于150℃的铜管的电导率要比钢水的电导率约大60倍,在低频情况下结晶器铜管内有无钢水对有载磁场分布影响不大,因此无钢水工况可近似为有钢水工况。
采用CST—11A型数字特斯拉计对连鋳机电磁搅拌的磁感应特征进行测量,在结晶器的中心线和电磁搅拌的中心位置(距结晶器上沿800mm),分别测量不同频率、不同电流的磁感应强度。利用回归分析,研究结晶器内中心磁感应强度与频率和电流强度的关系。研究结晶器铜管内磁感应强度的轴向分布与径向分布情况。
2 结果与分析
2.1 电流、频率与磁感应强度的关系
在频率为2Hz下,结晶器内各位置的磁感应强度和电流强度关系如图2所示;电流300A下,结晶器内各位置的磁感应强度和频率关系如图3所示。
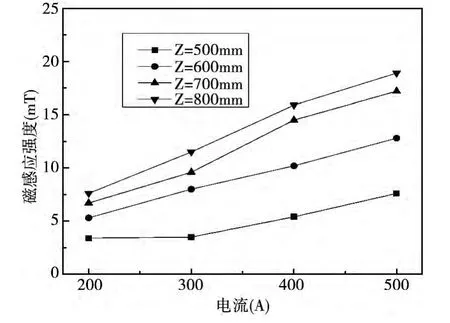
图2 磁感应强度和电流强度关系
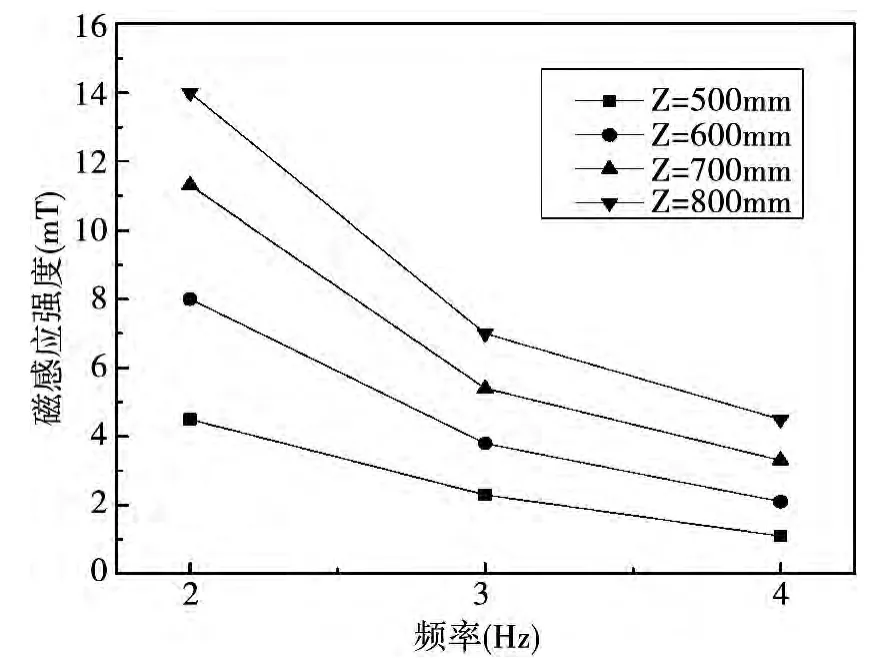
图3 磁感应强度和频率关系
从图2电流和磁感应强度的关系可以看出,提大电流可以增强磁感应强度,因此,在实际生产中可以提高电流强度和磁感应强度,从而达到满意的冶金效果。但是电流增加到一定程度后,铸坯的等轴晶率趋于饱和,电磁感应强度也趋近某个定值,继续增加电流对等轴晶率、电磁感应强度的作用都不大,反而电流过大会降低结晶器电磁搅拌本体的寿命,而且过大的电流容易使弯月面扰动强烈而造成卷渣,为此在满足冶金效果的条件下,尽可能降低电流强度。
从图3中可以看出,随着频率的升高,结晶器内的磁感应强度降低。其原因是由于磁场穿过铜管时,磁场的衰减造成的,磁场在铸坯中透入深度:
式中:δ为集肤深度;σ为金属导电率;μ为金属导磁率;f电源频率。
由公式(1)可以看出,频率越大,集肤层厚度越小,磁场穿透铜板的能力越弱,磁感应强度降低,从而频率和磁感应强度成反比关系。无论哪个电流强度下,频率越高,相应的磁感应强度越小,这也表明高电导率的结晶器铜管对磁场的衰减作用。
2.2 结晶器铜管内磁感应强度的轴向分布
图4为连铸机1流,300A,2Hz下结晶器铜管内磁感应强度的轴向分布情况,由图3可见,由于电磁搅拌跨结晶器和足辊段,造成电磁搅拌的最强磁感应强度偏离了电磁搅拌本体的中心位置,其最大强度的位置在距结晶器上口900mm位置,同时磁感应强度向上下两端急剧衰减,这主要是因为搅拌器的有限长度导致端部漏磁很严重,轴向分布向两侧陡降,搅拌器的铁芯长度与其内径之比L/D,L/D越小,磁场分布越不均匀。
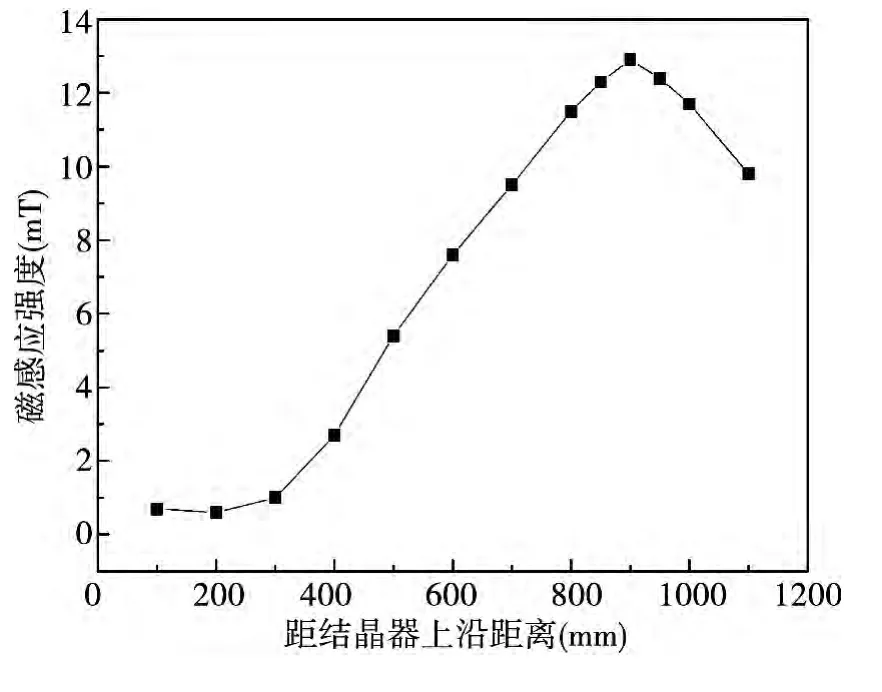
图4 结晶器铜管内磁感应强度的轴向分布
图5为连铸机1流不同工艺下,磁感应强度的分布情况,由图5中可以看出,各不同电流和频率下电磁搅拌的磁感应强度的轴向分布,由图中的轴向分布在弯月面处的量值可以看出搅拌位置是比较合理的,其弯月面附近的B值均小于最大值的1/5,则表明搅拌器的安装位置比较合适,不会引起弯月面波动而造成卷渣。同时可以看出随电流强度的升高和频率的降低,结晶器的轴线电磁搅拌的磁感应强度是逐渐降低的。
2.3 结晶器铜管内磁感应强度的径向分布
结晶器铜管内磁感应强度的径向分布如表2、图6所示。
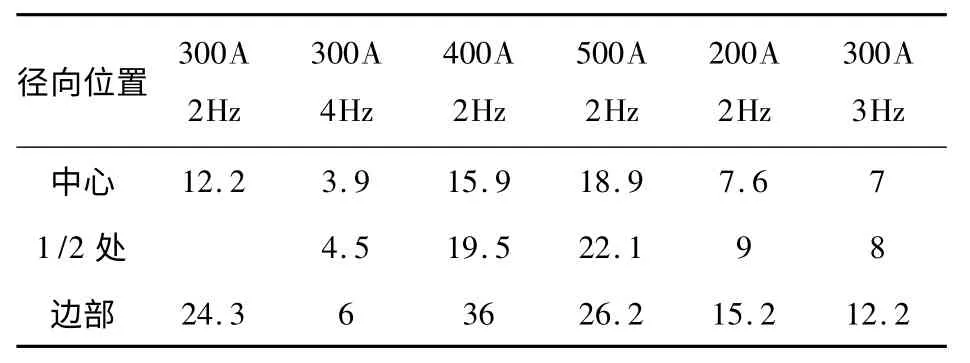
表2 结晶器铜管内磁感应强度的径向分布

图5 不同工艺下结晶器铜管内磁感应强度的轴向分布
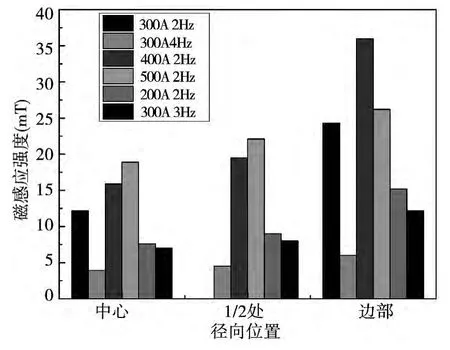
图6 结晶器铜管内磁感应强度的径向分布
从图中可以看出电磁搅拌的强度由搅拌器内表而向中心逐渐减小,即其径向分布不均匀;高频率经结晶器铜管后衰减也更大。表明磁感应强度经高电导率铜管屏蔽后,高频的电磁强度衰减更大,且空间分布均匀一些。
3 结论
通过对圆坯连铸机结晶器铜管内磁感应强度进行研究,可以得到以下结论:
(1)电磁搅拌过程中,电磁力与磁感应强度的平方成正比关系,频率和磁感应强度成反比关系;实际生产中要选择合适的电流强度,过大会增加电耗,降低线圈寿命,易发生卷渣,过小则不能满足工艺要求;
(2)结晶器内磁感应强度轴向分布最大位置在距结晶器上口900mm位置,向两侧陡降;
(3)结晶器内磁感应强度径向分布不均匀,由搅拌器内表面向中心逐渐减小,
(4)结晶器铜管对磁场有衰减作用,高频率经结晶器铜管后衰减大。
猜你喜欢
山东冶金(2022年2期)2022-08-08
中国金属通报(2021年15期)2021-11-19
中国金属通报(2021年11期)2021-11-02
爆炸与冲击(2020年2期)2020-04-09
中国中医药信息杂志(2019年12期)2019-12-30
中学课程辅导·教师教育(上、下)(2019年22期)2019-12-24
重型机械(2019年3期)2019-08-27
化学教与学(2019年4期)2019-05-14
商情(2017年15期)2017-06-15
青年歌声(2017年6期)2017-03-13
