金刚石绳锯机切削海底管道切削效率试验
2015-08-30 09:22张永锐王立权杨洋张岚
哈尔滨工程大学学报 2015年1期
张永锐,王立权,杨洋,张岚
(哈尔滨工程大学机电工程学院,黑龙江哈尔滨150001)
海洋石油资源是我国能源供给的重要组成部分,目前我国海洋石油资源开发得到了快速发展。海底管道作为海洋石油开发的重要组成部分,对海洋石油的开采和输送起着极为关键的作用。随着新海洋油气田开发的增多,海底管道的数量逐年增多,某些管道的使用年限增长,使用寿命降低,严重影响油气田产量,并且修复费用及其高昂[1-2]。因此提高海底管道的修复效率具有重要的工程实际意义。
金刚石绳锯机是实现海底油气管道切削作业的有效机具,它兼具了金刚石的高硬度和钢丝绳的柔性[3],具有切削效率高、作业简单、环境影响小等特点。金刚石绳锯机可工作于水下,经金刚石绳锯机切削的管道切口比较规则平整,切削过程冲击小,是一种理想的海底管道切削机具[4]。黄辉等[5-6]进行了绳锯机切削花岗岩的切削参数对切削力和切削能耗影响的试验研究,认为进给率对锯切力和功率的影响比线速度和锯切长度都要明显。张进生[7]等通过试验揭示了金刚石串珠绳锯切大板材锯切速度、进给速度与串珠绳磨损的关系。张岚、曹立文[8-9]等对水下金刚石绳锯机切削海底石油管道时串珠的磨损情况进行了研究。H.K.Tonshoff[10]研究了绳锯机切削不同材料金属构件时的切削能力,结果表明:与加工钢质材料相比,加工铝更有效。本文针对金刚石绳锯机切削海底管道进行了试验研究,分析了切削过程中串珠绳线速度、切削压力、进给速度对绳锯机切削效率的影响。
1 试验装置及试验方案
1.1 金刚石绳锯机试验样机
金刚石绳锯机试验样机主要由驱动电机、金刚石串珠绳、进给丝杆、串珠绳拉力和压力测试系统、变频调速系统、综合控制柜、冷却系统等几部分组成(如图1所示),金刚石绳锯机工作时,需将待切削的钢管用V型块夹紧固定,然后由驱动电机通过皮带轮带动主动轮高速旋转,使张紧的串珠绳实现其沿管道的切向进给运动;同时由进给丝杆带动整个锯弓板实现串珠绳的法向直线进给,串珠绳在工作过程中始终保持张紧状态,以保证串珠绳始终对钢管有法向压力,切削过程中串珠绳与钢管之间的剧烈摩擦会产生大量的摩擦热,因此试验样机设有冷却系统,保证串珠绳良好的切削环境和切削效果。

图1 金刚石绳锯机试验样机Fig.1 Diamond wire saw test prototype
1.2 金刚石串珠绳
目前国内没有能力生产可以切削纯钢材的金刚石串珠绳,本试验使用的是意大利MARINI公司生产的金刚石串珠绳,试验所用串珠绳总长2.97 m,串珠间距离18 mm,串珠直径10 mm,串珠宽度6 mm,每米串珠绳上有40颗串珠,串珠总数为118颗,金刚石磨粒粒度为40/50,串珠制作方式为烧结式,相邻串珠间的固定方式为弹簧注塑式,串珠绳实物照片如图2所示。切削所用材料为实际海底管道用X52钢管,规格为Ø220×20,抗拉强度 455 MPa,屈服强度 531 MPa,屈强比为 0.9。

图2 金刚石串珠绳Fig.2 Diamond string bead wire
1.3 试验方案
通过测量相同时间内在不同切削线速度、切削压力和进给速度下被切钢管的切削量,分析不同切削参数对绳锯机切削效率的影响。切削试验采用单一因素法,具体参数组合详见表1,每组试验进行两次,并取平均值为最终值。由于切削时间远小于金刚石串珠绳的寿命,故本试验不考虑串珠绳磨损带来的影响。
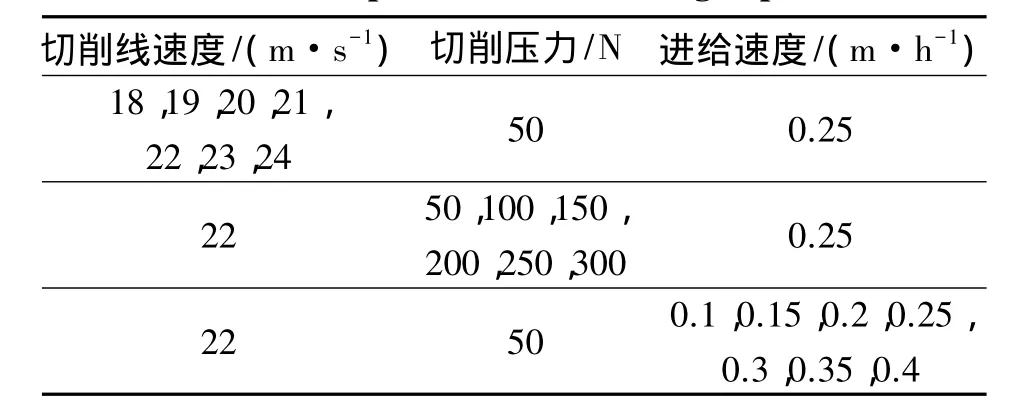
表1 切削试验参数Table 1 Main parameters of cutting experiments
串珠绳的张紧力和对钢管的压力(切削压力)存在对应关系(对应关系分为静态和动态两种情况),试验时的切削压力由串珠绳的张紧力反推得到。为了准确得到串珠绳张紧力和切削压力的对应关系,采用在压紧轮下面安装压力传感器的方法,测量串珠绳在不同切削线速度下张紧力与切削压力的对应关系。压力传感器实物如图3所示。

图3 压力传感器Fig.3 Pressure sensor
2 试验结果及分析
图 4 为在切削速度18、19、20、21、22、23、24 m/s时串珠绳张紧力随切削压力的变化曲线。从图4可以看出,整体上串珠绳张紧力与压力的对应关系近似为线性关系,张紧力随着串珠绳切削线速度的增加有小幅的增长,这是因为串珠绳离心力的作用。另外,当张紧力大于2 600 N时串珠绳发生断绳现象,且每次断绳均发生在串珠绳的连接处,虽然钢丝绳的承载能力远大于2 600 N,但串珠绳连接处的强度决定了整条串珠绳所能承受的最大张紧力。
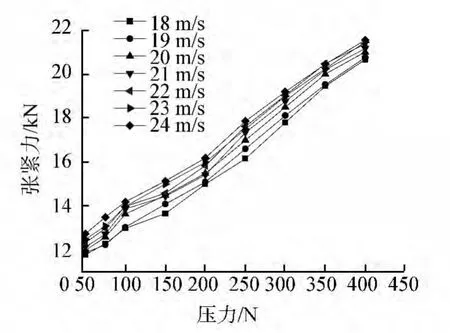
图4 串珠绳张紧力和切削压力关系曲线Fig.4 Tension and pressure curve of string bead wire
2.1 串珠绳切削线速度的影响
图5给出了在相同的时间内钢管被切除面积随切削线速度(压力50 N,进给速度0.25 m/h)变化曲线,从图5可以看出,在切削线速度发生改变的条件下,钢管的被切削面积将会发生改变,相同时间内切削线速度为22 m/s时切除钢管的面积最大,切削线速度为18 m/s时切除的钢管面积最小。当切削线速度小于22 m/s时钢管被切除面积随着切削线速度的增加而增加,但当切削线速度大于22 m/s时,切削线速度的增加反而使钢管切除面积减少。存在一个最佳切削线速度使得切削面积最大。另外,钢管特定的环状截面形状使得串珠绳与其接触的长度随着切削深度发生变化,即在管道上下壁处,钢管与串珠绳的接触长度比管道中部要大,也就是说钢管上下壁处的切削难度要大于钢管中部,因此可以从图中看到0~100 s处的曲线斜率相比100~300 s处的曲线斜率要小。
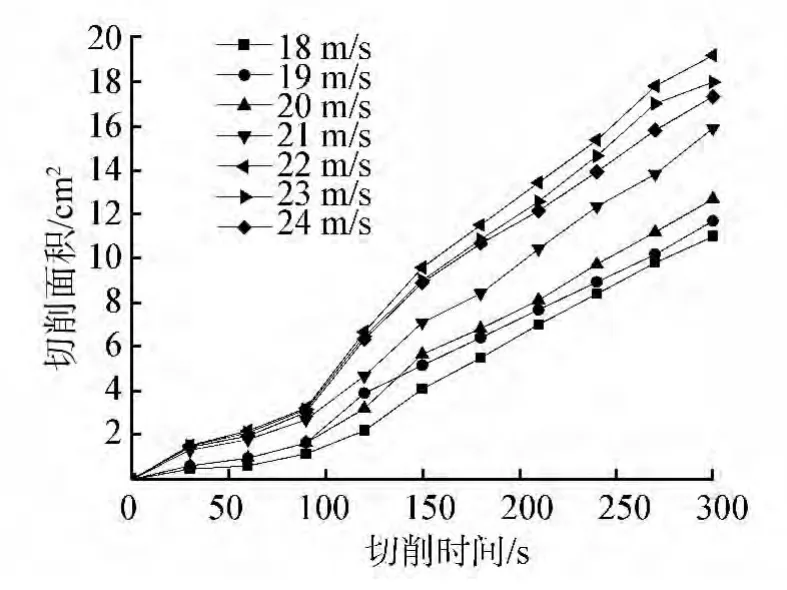
图5 不同切削线速度下的切削量Fig.5 Cutting amount for different wire speeds
图6给出了切削效率随切削线速度的变化曲线,可见,切削线速度对钢管的切削效率影响明显,随着切削线速度的增加切削效率显著增加,在切削线速度22 m/s时切削效率达到最大值6.4 mm2/s,而切削线速度18 m/s时的切削效率为3.66 mm2/s,不同切削线速度下的切削效率相差1.75倍。当切削线速度大于22 m/s时,切削效率略有降低,这可能是因为过高的切削线速度降低了串珠绳对钢管的水平切削力,并且过高的串珠绳线速度使得磨削区产生大量的摩擦热,容易造成钢管切削表面烧伤,产生残余应力,同时高温容易使金刚石磨粒本身发生石墨化,造成氧化磨损和扩散磨损等,进而减弱了金刚石磨粒的切削性能。
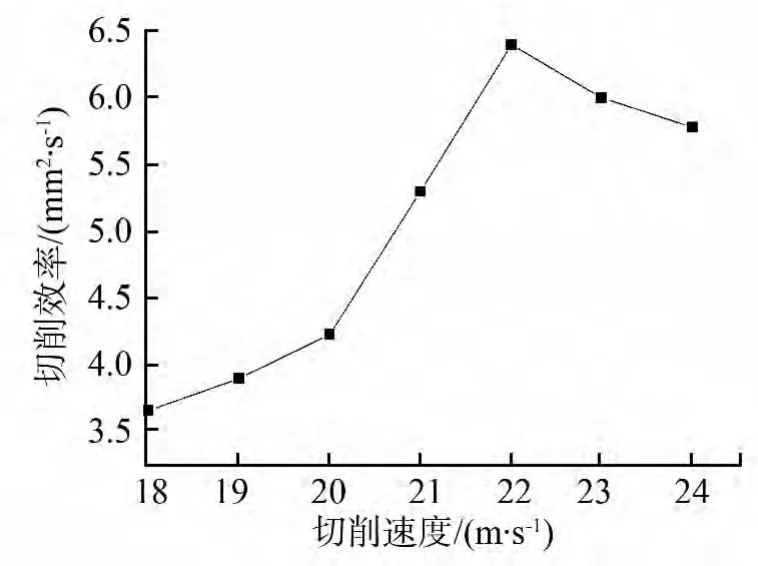
图6 不同切削线速度下的切削效率Fig.6 Cutting capacity for different wire speeds
2.2 切削压力的影响
图7给出了在相同的时间内钢管被切除面积随切削压力(切削线速度22 m/s,进给速度0.25 m/h)变化曲线,从图7可以看出,相同时间内切削压力为200 N时切除钢管的面积最大,切削压力为50 N时切除钢管的面积最小。值得注意的是,在切削压力小于250 N时,工作可连续进行。但当切削压力大于250 N时只工作了很短时间切削就停止了。过大的切削压力造成串珠绳和钢管间的摩擦力增加,使得切削过程中需要消耗更多的能量,造成电机熄火。

图7 不同切削压力下的切削量Fig.7 Cutting amount for different working pressures
图8给出了切削效率随切削压力的变化曲线。从图8可以看出,切削压力对钢管的切削效率影响同样明显,在切削压力为200 N时切削效率达到最大值6.96 mm2/s,而切削压力为 50 N时的切削效率为4.96 mm2/s,不同切削压力下的切削效率相差1.4倍。而在250 N和300 N的切削压力下只工作很短时间就停止切削所以切削效率很低。
高的切削压力使得串珠绳上的金刚石微刃压入材料表面,在串珠绳高速运动的情况下与被切材料形成一种挤压式的运动,易于滑动的金刚石磨粒切断材料而形成切屑,因此有更好的切削效率。但切削压力过大使金刚石微刃压入材料而减少了切削材料的容屑空间,并且造成串珠胎体接触工件表面,增加了串珠绳与被切材料之间的摩擦力,造成切削效率降低甚至切削停止。
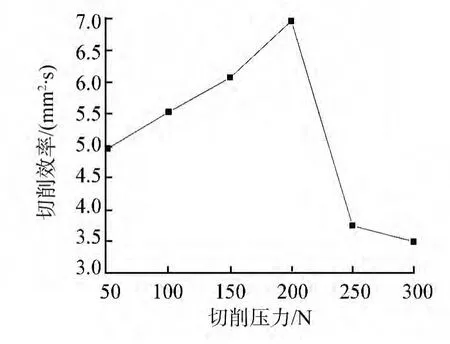
图8 不同切削压力下的切削效率Fig.8 Cutting capacity for different working pressures
2.3 进给速度的影响
图9给出了在相同的时间内钢管被切除面积随进给速度(压力50 N,切削线速度22 m/s)变化曲线,从图9可以看出,相同时间内进给速度为0.3 m/h时切除钢管的面积最大,进给速度为0.1 m/h时切除的钢管面积最小。当进给速度小于0.3 m/h时切削面积随着进给速度的增加而增加,当进给速度大于0.3 m/h时切削面积反而减少,存在一个最佳进给速度使得切削面积最大。并且进给速度0.4 m/h时电机熄火。另外,当进给速度为0.35 m/h时观察到串珠绳振动明显,这可能对切削效率产生了不利的影响。
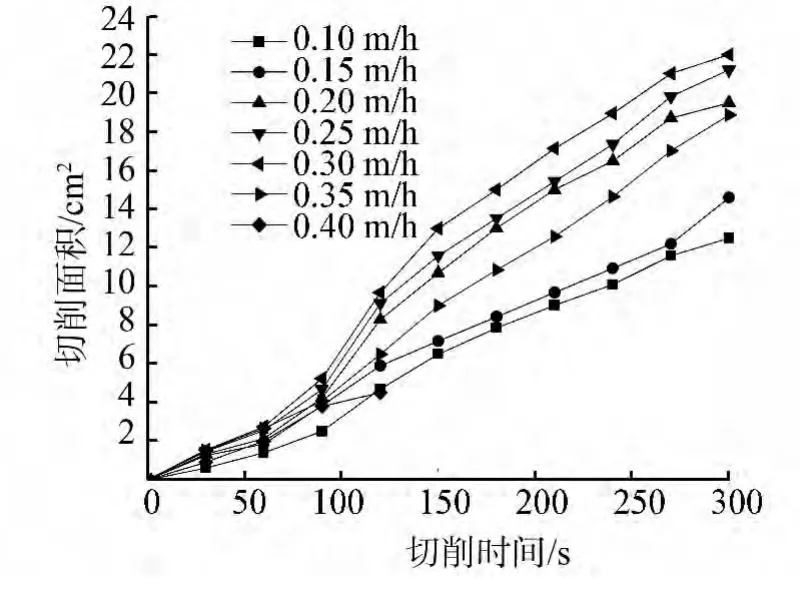
图9 不同进给速度下的切削量Fig.9 Cutting amount for different feed rates
图10给出了切削效率随进给速度的变化曲线,可看出,进给速度对钢管的切削效率影响明显,在进给速度为0.3 m/h时切削效率达到最大值7.2 mm2/s,而进给速度为 0.1 m/h 时切削效率为 4.16 mm2/s,不同进给速度下的切削效率相差1.73倍。但当进给速度过快时,同样造成了电机熄火,切削停止的现象,这与切削压力过大时的情况一致,因此可以认为,过大的进给速度会造成切削压力过大,这与文献[6]中切削参数对切削力影响的试验研究所得出的结论一致。
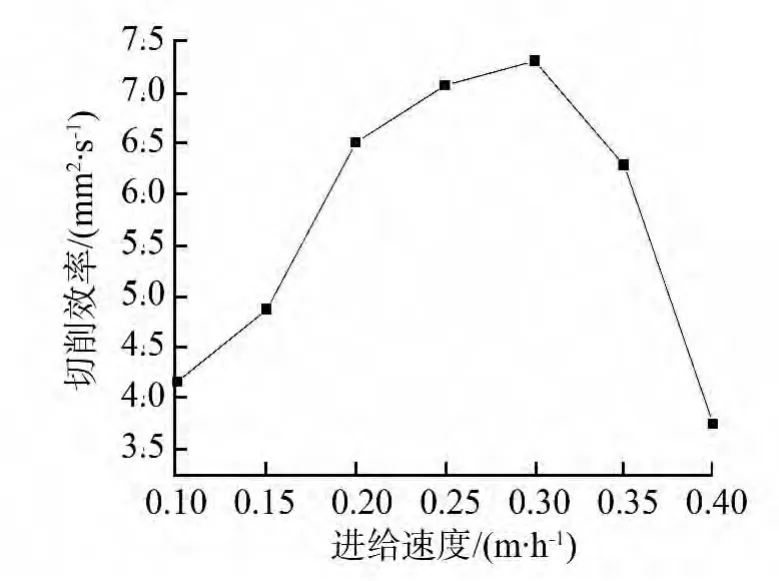
图10 不同进给速度下的切削效率Fig.10 Cutting capacity for different feed rates
3 结论
本文进行了金刚石绳锯机切削海底管道切削效率的试验研究,通过测量相同时间内在不同切削线速度、进给速度、切削压力条件下海底管道的被切削量,得出如下结论:
1)串珠绳张紧力与压力的对应关系近似为线性关系,当串珠绳张紧力大于2 600 N时发生断绳现象;
2)切削线速度、进给速度、切削压力对绳锯机切削海底管道的切削效率均有显著的影响,其中切削线速度和进给速度的影响略大于切削压力,且切削线速度和进给速度存在最佳值使得绳锯机的切削效率最高。
3)一定的切削压力有利于提高切削效率,但当切削压力大于250 N或进给速度大于0.4 m/h时会导致切削能耗增加进而电机熄火切削停止。
[1]房晓明.海底管线干式维修技术[J].哈尔滨工程大学学报,2008,29(7):651-657.FANG Xiaoming.Dry repair technology for offshore pipelines[J].Journal of Harbin Engineering University,2008,29(7):651-657.
[2]刘春厚,潘东民,吴谊山.海底管道维修方法综述[J].中国海上油气,2004,16(1):59-62.LIU Chunhou,PAN Dongmin,WU Yishan.Description of maintenance and repair method of subsea pipeline[J].China Offshore Oil and Gas,2004,16(1):59-62.
[3]王飞,张进生,王志.金刚石串珠绳锯锯切技术研究现状与发展[J].金刚石与磨料磨具工程,2013,33(1):36-41.WANG Fei,ZHANG Jinsheng,WANG Zhi.Current situation and development of diamond wire saw cutting technology[J].Diamond and Abrasives Engineering,2013,33(1):36-41.
[4]CAO Linwen.Research on cutting technology of underwater diamond wire saw[C]//Proceedings of the IEEE International Conference on Automation and Logistics.Qingdao,China,2008:2751-2756.
[5]HUANG Hui,HUANG Guoqin,XU Xipen,et al.An experimental study of machining characteristics and tool wear in the diamond wire sawing of granite[J].Proceedings of the Institution of Mechanical Engineers,2013,277(7):943-953.
[6]黄国钦,黄辉,郭桦,等.串珠绳锯切花岗石过程中锯切参数对锯切力和能耗的影响[J].机械工程学报,2009,45(3):234-239.HUANG Guoqin,HUANG Hui,GUO Hua,et al.Influences of sawing parameters on forces and energy in wire sawing of granite[J].Jounal of Mechanical Engineering,2009,45(3):234-239.
[7]ZHANG J S,HUANG B,WANG Z.The experiment research of diamond wire saw in quarrying granite with high efficiency[C]//11th International Manufacturing Conference-Advances in Materials Manufacturing Science and Technology.Jinan,China,2004:117-121
[8]张岚,孟庆鑫,王立权,等.金刚石串珠失效形式的实验研究[J].哈尔滨工程大学学报,2005,26(4):526-530.ZHANG Lan,MENG Qingxin,WANG Liquan,et al.Experiment and study on the failure mode of diamond string bead[J].Journal of Harbin Engineering University,2005,26(4):526-530.
[9]曹立文.金刚石串珠绳的磨削和磨损机理[J].工具技术,2007,41(9):29-33.CAO Liwen.Grinding and wear mechanism of diamond string bead wire[J].Tool Engineering,2007,41(9):29-33.
[10]TONSHOFF H K,HILLMANN A.Diamond tools for wire sawing metal components[J].Diamond and Related Materials,2002,11(3):742-748.
猜你喜欢
粉末冶金技术(2021年1期)2021-03-29
石材(2020年10期)2021-01-08
石材(2020年7期)2020-08-24
考试周刊(2018年95期)2018-11-14
创新作文(1-2年级)(2017年10期)2018-04-16
山东工业技术(2018年5期)2018-03-10
数学小灵通(1-2年级)(2017年5期)2017-06-05
创新作文(小学版)(2017年28期)2017-03-21
科技创新与应用(2016年34期)2016-12-23
新高考·高一物理(2016年3期)2016-05-18