
冲头表面毛化形貌参数对板料杯突值影响的试验
2015-10-15 06:06杨烨刚符永宏杨守军
江苏大学学报(自然科学版) 2015年4期
符 昊,杨烨刚,符永宏,王 浩,杨守军
(江苏大学机械工程学院,江苏镇江212013)
冲头表面毛化形貌参数对板料杯突值影响的试验
符 昊,杨烨刚,符永宏,王 浩,杨守军
(江苏大学机械工程学院,江苏镇江212013)
对钢球冲头进行激光毛化处理,在表面得到不同几何参数的球冠状毛化形貌,将其在杯突试验机上进行杯突试验,考察冲头表面不同毛化形貌参数对杯突值的影响规律.结果表明:随着钢球表面毛化形貌参数和分布的改变,板材的杯突值随之变化.经激光毛化处理的钢球冲头,其板材的杯突值减小,最大减小幅度达7.99%;破裂圆的直径增加,破裂关键点远离球顶,向外移动最大距离为2.125 mm;未拉裂杯突试验成形件在球顶和破裂圆之间的厚度大于未造型钢球.球顶板料的厚度随着杯突值的减小而增加,厚度最大增加幅度为8.26%,造型后半球形件最薄处厚度的增加幅度达到2.81%.
激光毛化;球冠状;杯突试验;杯突值;模具
在金属板料冲压成型过程中,板料与模具间的摩擦特性对板料的成型性能有重要影响,如直接影响成形件厚度均匀性、回弹等.近年来,作为表面改形改性技术,激光毛化技术在轧辊表面得到广泛应用[1].激光毛化技术能够提高工件表面的润滑效果、抗磨损能力及使用寿命,其表面不仅强度高、韧性好,而且表面粗糙度均匀可控[2].对金属塑性成型模具表面进行改形和改性的激光毛化处理,不仅提高了模具表面的耐磨抗磨、润滑减磨性能,延长模具的使用寿命,优化成形工艺,并且还能提高成形工件的表面质量和性能[3].
杯突试验又被称为埃里克森杯突试验,其融合了拉伸与胀形的工艺特点,是一种检验金属材料拉胀复合成形性能的方法之一[4].关小军等[5]研究发现,杯突成形过程中,板料杯突值和平均摩擦系数呈线性关系.杨俊等[6]发现在有润滑的情况下,镀锌板的杯突试验值要比无润滑情况下的数值大.
之前的研究均未涉及到将杯突试验中的冲头进行表面微织构处理,而仅仅研究了在冲压过程中杯突值的变化规律和板料的成形性能的变化[7].为研究板料与模具这对摩擦副间的摩擦情况,本研究首次将激光毛化处理技术应用于杯突试验中的冲头上,并进行杯突试验,通过试验研究揭示激光毛化形貌对杯突值的影响规律,为减少成形件的拉裂失效提供试验依据.
1 试验方案
试验根据GB/T 4156—2007《金属材料薄板和薄带埃里克森杯突试验》的要求进行,以保证试验结果的准确性以及可比性[8].即用球头凸模将周边被凹模与压边圈压住的金属薄板顶入凹模,形成半球形凸起,直至半球形凸起顶部出现裂纹为止,所测量的杯突深度即为杯突值.
试验采用钢球代替标准冲头,以便在钢球上进行激光毛化.在本课题组积累的大量激光毛化工艺试验数据的基础上,选取较优的激光毛化工艺参数,造型方案如表1所示.激光毛化工艺参数分别为①泵浦电压380 V,离焦量0,脉冲宽度1.0 ms,脉冲频率4,未吹气;②泵浦电压400 V,离焦量0,脉冲宽度1.3 ms,脉冲频率4,未吹气;③泵浦电压420 V,离焦量0,脉冲宽度1.3 ms,脉冲频率4,未吹气.图1为球冠状毛化形貌示意图.图2为球冠状毛化形貌图.图3为毛化后的钢球以及未造型钢球.

表1 钢球冲头表面激光毛化处理方案

图2 球冠状毛化形貌

图3 毛化后的钢球以及未造型钢球
试验选用的板料为冷轧钢板,厚度为1.5 mm,按照GB/T 4156—2007要求,裁成90 mm×90 mm.钢球材料为轴承钢,直径为20 mm,表面硬度为60 HRC.
杯突试验前,试样表面用酒精清洗并吹干,试验环境温度为20℃,相对湿度为30%,压边力为10 kN,冲压速度为10mm·min-1,共7个钢球,每个钢球冲压3次,测得杯突值,最后取平均值.拉裂后的冲压成型件如图4所示.随后选取0号、1号、6号钢球,控制冲压深度为14 mm,再各冲压一次,未拉裂冲压成形件如图5所示.

图4 拉裂后的冲压成形件
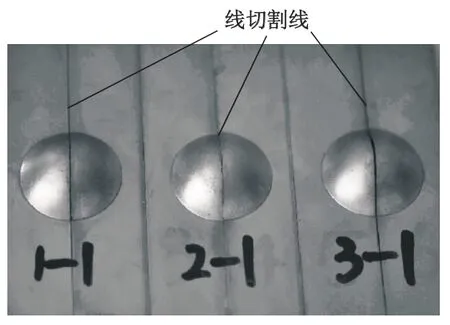
图5 线切割后未拉裂冲压成形件
2 不同激光毛化形貌的影响及分析
2.1对板料杯突值的影响
图6为不同钢球毛化方案所对应的杯突值.
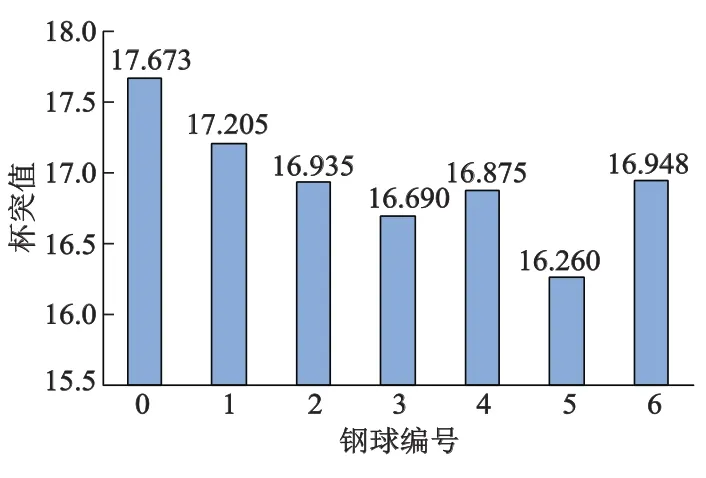
图6 不同毛化方案所对应的杯突值
由图6可知,0号球为光滑未造型试样,其冲压后板材的杯突值最大,经过激光毛化处理后,板材的杯突值均减小,但减小程度不一,最大减小幅度达7.99%.杯突试验融合了拉伸与胀形的工艺特点,但由于试验设置的压边力为10 kN,因此,法兰部分被压边圈压住而不参与变形.在冲压过程中,凸模与板料之间存在着相对滑动,经过激光毛化后的钢球冲头,表面形成很多规则凸起的球冠状毛化点,这些毛化点增加了凸模与板料接触面间的摩擦系数,且这些毛化点的硬度比基体材料的硬度大,在板料成形中形成了钉扎效应和犁沟效应.一方面由于钉扎效应而带动毛化点外部材料向内流动,另一方面阻碍了内部材料向外流动的趋势.由于本试验主要是一个胀形的过程,且产生变形的材料体积是一定的,所以板料会较早产生破裂现象,即杯突值减小.
2.2对破裂圆直径的影响
在半球形件成形过程中,板料上最易发生破裂的部位为板料上处于平面应变状态的点,这些点称为破裂关键点[9].破裂关键点的位置受诸多因素的影响,其中,压边力和润滑条件是比较重要的影响因素.一般情况下,随着压边力的增加和凸模润滑条件的改善,破裂关键点会向外移动,而随着凹模润滑条件的改善又会向内移动.图4中由冲头冲压至一定深度时,发生拉裂现象所产生的圆即为破裂圆.就半球形件而言,破裂关键点的位置会随着球头冲头和凹模表面各区域摩擦系数的变化而变化.随着球头表面摩擦系数的增加,破裂关键点的位置会远离球顶[10],拉裂处圆的直径会增加[11].图7为不同毛化钢球破裂处圆直径大小.
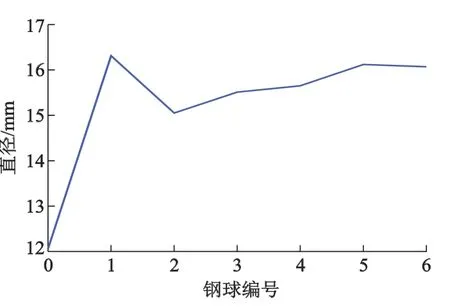
图7 不同毛化钢球破裂处圆直径大小
由图7可知,经激光毛化处理过的球头冲头,其半球形件的破裂圆直径明显比光滑未造型试样所得半球形件的破裂圆直径大.即破裂关键点随着摩擦系数的增加而远离球顶区域,破裂关键点向外移动最大距离为2.125 mm,破裂圆直径增加幅度最大达到35.24%.钢球冲头被激光毛化处理后,其表面形成了凸起的硬质点,在冲压成型过程中,阻碍了材料流动,并产生了犁沟效应和钉扎效应,球顶处板料厚度增加,破裂关键点远离球顶,即破裂圆直径增加.
2.3对未拉裂杯突试验成形件厚度的影响
试验选取0号、1号、6号钢球,控制冲压深度为14 mm.图8为沿着直径切开后所测得的板料厚度分布,其中“0”刻度为球顶位置.
显然,由图8可知,杯突值从大到小排列为0号、1号、6号.球顶板料的厚度随着杯突值的减小而增加,最大增幅为8.26%.板料最薄处,即上述提及的破裂关键点,也随着杯突值的减小而远离球顶,向外移动.同时,半球形件最薄处的厚度,也是随着杯突值的减小而增厚,最薄处厚度的变化幅度达到2.81%.即经过激光毛化处理后的钢球冲头所冲压出的半球形件的厚度分布更加均匀.由此可知,3个钢球摩擦系数大小排序为6号、1号、0号.6号的摩擦系数比1号大的原因是其毛化形貌凸起高度比1号高,从而在冲压中,产生的钉扎效应和犁沟效应更加明显,增大了摩擦力,阻碍材料流动.

图8 沿测量路径厚度分布规律
3 结 论
1)经激光毛化处理后的钢球冲头,其表面形成规则的球冠状毛化点,冲头摩擦系数增加.在相同试验条件下,板料的杯突值随着凸模与板料间摩擦系数的增加而减小.
2)杯突试验过程中,激光毛化的冲头冲压得到的板材杯突值减小,最大减小幅度达7.99%;半球形件内表面有明显的钉扎效应,破裂圆直径增加,最大增幅达35.24%;破裂关键点远离球顶处,向外移动最大距离为2.125 mm;球顶板料的厚度随着杯突值的减小而增加,厚度最大增幅为8.26%,造型后半球形件最薄处厚度增幅为2.81%.
(References)
[1] Dhaiban A A,Soliman M,Emad S,et al.Finite elementmodeling and experimental results of brass elliptic cups using a new deep drawing process through conical dies[J].Journal of Materials Processing Technology,2014,214(4):828-838.
[2] Goedel V,Merklein M.Variation of deep drawing steel grades′properties in dependency of the stress state and its impact on FEA[J].International Journal of Material Forming,2011,4(2):183-192.
[3] Hezam LM A,Hassan M A,Hassab-Allah IM,et al. Development of a new process for producing deep square cups through conical dies[J].International Journal of Machine Tools and Manufacture,2009,49(10):773-780.
[4] Huang Y,Lu S.Analysis of elliptical cup drawing process of stainless sheet metal[J].Transactions of Nonferrous Metals Society of China,2011,21(2):371-377.
[5] 关小军,韩振强.杯突成形过程平均摩擦系数的研究[J].锻压装备与制造技术,2006,32(6):65-67. Guan Xiaojun,Han Zhenqiang.Research on the mean friction coefficient during cupping test[J].China Metal Forming Equipment&Manufacturing Technology,2006,32(6):65-67.(in Chinese)
[6] 杨 骏,王雷刚,黄 瑶.电镀锌板摩擦系数的影响因素分析[J].精密成形工程.2009,1(3):14-17. Yang Jun,Wang Leigang,Huang Yao.The analysis on the influence factors of frictional coefficient of zinc-coated sheet[J].Journal of Net Shape Forming Engineering,2009,1(3):14-17.(in Chinese)
[7] Kim Y S,Jain M K,Metzger D R.Determination of pressure-dependent friction coefficient from draw-bend test and its application to cup drawing[J].International Journal of Machine Tools and Manufacture,2012,56:69-78.
[8] 符永宏,高兴东.圆锥轧辊激光毛化加工研究[J].激光技术,2012,36(3):361-363. Fu Yonghong,Gao Xingdong.Study on laser texturing on cone roller surface[J].Laser Technology,2012,36(3):361-363.(in Chinese)
[9] Masters IG,Williams D K,Roy R.Friction behaviour in strip draw test of pre-stretched high strength automotive aluminum alloys[J].International Journal of Machine Tools and Manufacture,2013,73:17-24.
[10] 符永宏,许 华.半球形件模具表面摩擦特性影响的数值模拟与优化设计[J].塑性工程学报,2011,10(5):78-83. Fu Yonghong,Xu Hua.FE simulations and optimizations of frictional influences in different regions of dies on the form ability of hemispherical parts[J].Journal of Plasticity Engineering,2011,10(5):78-83.(in Chinese)
[11] 符永宏,杨守军.基于均匀性的模具表面复合织构[J].江苏大学学报:自然科学版,2014,35(3):344-348. Fu Yonghong,Yang Shoujun.Composite texture ofmold surface based on uniformity[J].Journal of Jiangsu University:Natural Science Edition,2014,35(3):344-348.(in Chinese)
(责任编辑 赵 鸥)
Influence exPeriment of Punch laser texturing morPhology on sheetmetal erichsen value
Fu Hao,Yang Yegang,Fu Yonghong,Wang Hao,Yang Shoujun
(School of Mechanical Engineering,Jiangsu University,Zhenjiang,Jiangsu 212013,China)
Steel ball punch surface were laser textured to acquire sombrero shaped textureswith different geometric parameters.The cup drawing experiments were conducted on microcomputer screen automatic cup drawing testmachine.The influence of texture parameters on erishen valuewas investigated.The results show that the erishen values change with the texture parameters and distribution on steel ball punch surface.The erishen value of steel ball punch is decreased after laser textured treatment with themaximum decline of 7.99%.With the increasing of rupture circle diameter,failure key point removes away from the top of ballwith themaximum distance outward moving of 2.125 mm.The thickness of no cracking cup drawing forming parts between ball top and rupture circle is greater than that of smooth ball. The thickness of sheetmetal on ball top is increased with the decreasing of erichsen value,and the thickness of themaximum increasing reaches8.26%.The thickness of hemispherical part at the thinnest point is increased by 2.81%after laser texturing.
laser texturing;sombrero shaped textures;cup drawing experiment;erichsen value;mold
TG76
A
1671-7775(2015)04-0461-04
符 昊,杨烨刚,符永宏,等.冲头表面毛化形貌参数对板料杯突值影响的试验[J].江苏大学学报:自然科学版,2015,36(4):461-464.
10.3969/j.issn.1671-7775.2015.04.016
2014-04-09
国家自然科学基金资助项目(51175233);江苏省科技支撑计划项目(BE2010060);江苏省科技成果转化专项(BA2010068);江苏省高校科研成果产业化推进项目(JHB2011-39);江苏省“六大人才高峰”项目(08-B-04);高等学校博士学科点专项科研基金资助项目(20113227110016)
符 昊(1988—),男,江苏南通人,博士研究生(fh0602@sina.com),主要从事模具表面摩擦特性的主动设计制造的研究.杨烨刚(1988—),男,江苏苏州人,硕士研究生(通信作者,yezileaf@yeah.net),主要从事模具表面摩擦特性的主动设计制造的研究.
猜你喜欢
机械研究与应用(2022年1期)2022-03-14
昆钢科技(2021年2期)2021-07-22
汽车工艺与材料(2021年5期)2021-05-17
哈尔滨轴承(2020年4期)2020-03-17
材料科学与工艺(2018年3期)2018-06-21
锻造与冲压(2018年6期)2018-03-20
设备管理与维修(2018年2期)2018-02-09
制造技术与机床(2017年10期)2017-11-28
世界制造技术与装备市场(2015年6期)2015-02-28
科技传播(2013年22期)2013-10-17
