加氢裂化装置高换区工艺管道压力试验
2015-10-21 10:05姜涛
石油化工建设 2015年4期
姜 涛
北京燕华工程建设有限公司 北京 102502
1 前言
某炼油乙烯一体化项目中新建210万t/a加氢裂化装置共有1520m 高压管道。 与其相连接的高压设备为5台高压换热器,高压管道规格不等,壁厚最大达50mm,材质涉及碳钢、铬钼耐热钢和稳定化不锈钢。 不锈钢管道材质主要为A312、TP321;合金钢管道材质主要为P11; 碳钢管道材质主要为石化裂化管20#、A106钢等。 高压管道参数见表1。
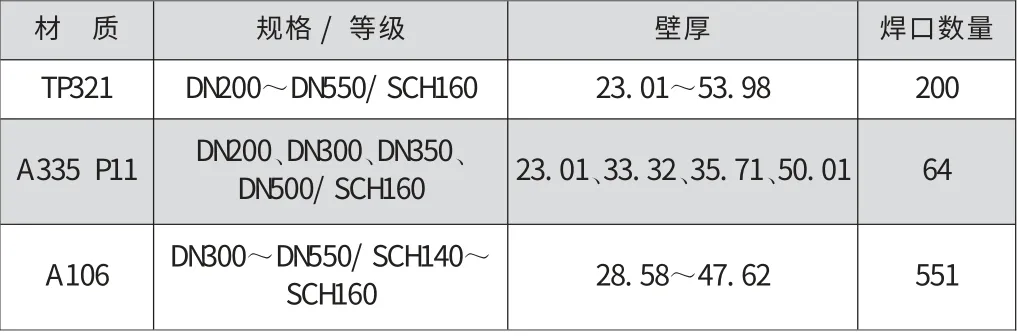
表1 高压管道参数一览表
高压管道安装结束后需进行压力试验, 由于管道与高压换热设备为焊接连接,如果管道和设备分别试压,会增加大量额外的施工任务,为了经济、高效地完成本次试压任务,项目部经过多次论证,对试压方案进行优化,决定将高压设备连同管线一起试压。 这样,试验压力的确定、试压系统的划分成为了施工的重点和难点。
2 试验方法的合理选择
2.1 管道压力试验常用方法
试验方法的选取合适与否,对工作进度及劳动强度有着直接的影响,管道压力试验常有以下几种方法:

表2 各管道介质、操作温度和压力分别
2.1.1 逐项试验法
即先按系统进行强度试验,主要检查焊口质量,保证强度试验合格;最后按生产流程扩大系统进行严密性试验,重点检查法兰密封面的连接情况。此法可以分阶段完成压力试验工作,但耗时较长。
2.1.2 设备与管道联合试验法
即在管道系统进行压力试验时,将管道系统与设备串联在一起,或在设备试验时,带入部分管道进行试验的方法。 适用于设备和管道之间无法加装盲板或加装盲板困难或者设备间的相连管线无任何分支、倒淋及放空。
2.1.3 系统串联试验法
就是将位置、压力相近的各试压系统串联起来,根据试验压力和系统大小分别按规定装设控制阀和压力表, 然后同时进行压力试验的方法。 此法可以充分利用较少的设备高效的完成大量管道的试压工作,而且各系统介质可以相互补充,提高功效。
2.1.4 单条管线试验法
将一条管线单独进行压力试验的方法。适用于各试压系统不方便带入进行试验的管道,和管道较长,直径较大的管道。 此法可以避免安装过多的临时线,但效率较低。
2.2 试验方法的确定
本装置的设计压力较高,管线试压时如果用盲板隔离管道和设备,盲板较厚,无法加装,另外,设备管口主要以焊接方式联接,无法加装盲板。结合实际情况,选择管线和设备联合试压法,试压完毕后恢复管线,用氮气进行气密性试验。
3 试压介质及试压温度的确定
3.1 试压介质的选定
若用气体作为试验介质,须对管道进行储能计算,而且安全系数较低, 因此选用水为试压介质。 不锈钢材料在氯离子介质中,非常容易遭受孔蚀破坏。孔蚀是破坏性和隐患最大的腐蚀形态之一,因为孔蚀很小,又常被腐蚀产物遮盖,常常难以发现。故应严格将水中的氯离子控制在25PPM 以内, 并在试压结束后,立即用热氮气将设备和管道烘干。
3.2 介质温度的确定
试验温度一般根据钢管材质确定,不得低于材料在试验温度下的脆性转变温度。规范要求非合金钢和低合金钢管道系统,液压试验温度不得低于5℃,合金钢管道不得低于15℃。由于福建地区全年平均温度不低于6℃,因而满足在满足条件。 在满足该条件的情况下,还应考虑设计和装置工艺手册的相关要求,设计要求5台高压换热器所在系统的水压试验的水温要保持在至少90℃,为了满足该要求,试压介质采用洁净水,经泵(出口温度90~100℃),经临时管线接至试压系统。 为了保证水温,在试压前将设备和管线保温,预留出焊口。
4 试压系统的划分
在划分系统时,根据流程特点,尽量保护设备。 5台高压换热器是按压差设计的, 设计要求试压时管程和壳程要保证一定的压差,且压差不得超过设计要求(见表3),为了满足该要求,将管程和壳程串联起来同时试压, 并在管程和壳程的进水口各安装一阀门,以分别控制两程的压力,在最高点各安装一块压力表。E01004的水压试验管壳程无压差要求,因此,E01004的壳程单独一个系统。 根据以上特点, 本装置分为A、B、C、D四个系统。 试压流程见图1。
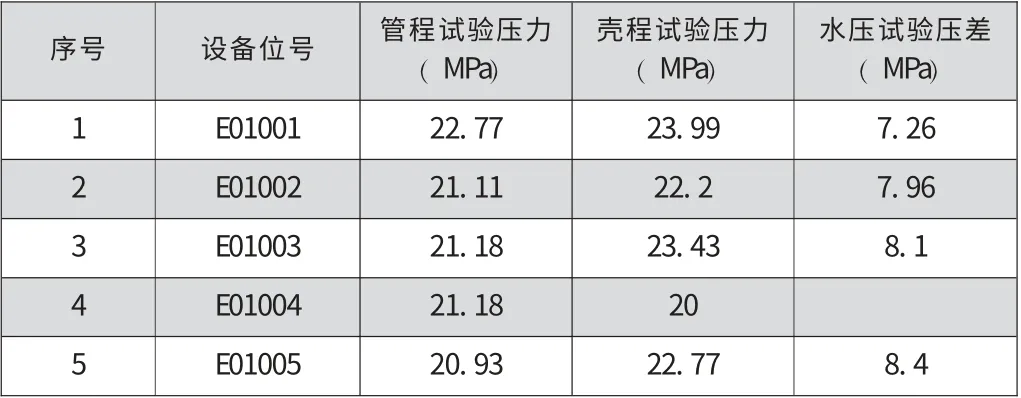
表3 高压换热器管程壳程试验压力参数
5 试验压力的确定
管道系统的试验压力一般按下式计算[5]:

式中:Pt——试验压力,MPa;
P0——设计压力, MPa;
K——系数, 液体压力试验时选取1.5; 气压试验时选取1.15;
[σ]1——试验温度下材料的许用应力,MPa;
[σ]2——设计温度下材料的许用应力,MPa。
由于本工程是带设备一起试压, 高压管道试验压力满足设备要求,管程试验压力有壳程试验压力减去压差计算而得。
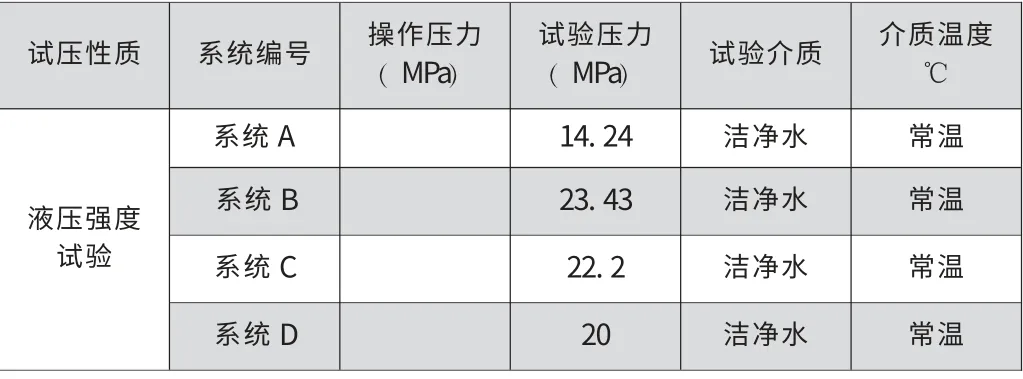
表4 试压参数及试压介质
6 管道失效模式分析
在本装置中的高压管道, 其壁厚已经考虑了壁厚负偏差和腐蚀余量,因此管道强度足够。 然而,本装置中高压管道材质种类多,壁厚较厚,临氢管道较多,为了消除管道焊接残余应力,改善焊接接头和热影响区的组织和性能, 进一步释放焊缝中的有害气体,防止焊缝的氢脆和裂纹的产生,因而进行试压前进行管道热处理。鉴于此,现在主要分析热处理对材质带来的的影响变化情况。
6.1 氢腐蚀
由于管道介质主要为热原料油,为临氢管线。 在高温高压的条件下,临氢介质中的氢原子渗入钢中,与钢中固溶碳或碳化物反应,生成甲烷:Fe3C+2H2→3Fe+CH4,甲烷分子的扩散能力很低,他们一般聚集在晶界及其附近的空隙、杂质、不连续部分的起点,形成充满甲烷的空隙,空隙内压上升到一定值时,可能形成微裂纹, 使钢的延性显著下降, 钢的这种脆性为不可逆脆性,即氢脆。
管线焊后热处理加速了氢的析出, 尤其对于本装置中的A106材质的高碳钢管线, 避免了各种钢材处于氢腐蚀的条件中,从而减小了钢管发生氢腐蚀的可能性。 同时,焊后热处理对于消除临氢管线焊缝应力、细化晶粒、改善焊缝组织力学性能,防止氢致冷裂纹的产生有积极的作用。
6.2 稳定化处理
稳定化处理是针对含稳定剂的奥氏体不锈钢而进行的一种热处理工艺, 本装置主要针对材质为TP321的管材进行处理。奥氏体不锈钢中加稳定剂(Ti或Nb)的目的是让钢中的碳与Ti或Nb形成稳定的TiC或NbC,而不形成Cr23C6,从而防止晶间腐蚀。稳定化处理的加热温度高于Cr23C6的溶解温度,低于TiC或NbC的溶解温度,一般在850~900℃,并保温2~4h。

图1 管道系统流程图
6.3 塑性失效分析
管道压力试验中所发生的事故大部分是由于管道焊缝及热影响区断裂引起的。 据ASMEIWB-3650《 压力管道缺陷评定》介绍,管道破坏主要有三种模式,即塑性破坏失效、韧性撕裂失效和脆性断裂失效。
塑性破坏多发生在不锈钢管线,当外力超过金属材料的弹性极限时,金属会发生塑性变形,即使去除外力,金属也不会恢复原状,从而产生塑性破坏,塑性破坏不仅与金属的原子间距、晶粒大小有关,还与管径有关。韧性撕裂是金属经大量的塑性变形后发生的断裂, 从金属学角度分析是以原有的微观裂纹、空孔、杂质等作为破坏源,在外力的作用下金属发生大量的塑性变形,从而导致裂纹等破坏源缓慢扩张达到某一临界尺寸时,发生的断裂。 脆性断裂失效模式一般发生在较低温度下的铁素体钢管中。由于本系统的钢管材质为TP321,而且试压温度和操作温度都较高, 因此不会发生脆性断裂, 只可能产生前两种失效模式。
一般采用弹塑性断裂力学判据进行韧性校核[3]:

式中:δ——断裂张开位移,mm;
E——弹性模量,MPa;
σ——与裂纹平面平行的截面上的正应力,MPa;
σs——材料屈服强度,MPa;
a——裂纹尺寸,假定为壁厚的2倍,mm;
δc——材料断裂韧性,mm;
当δ<δc时,断裂前先泄露,δ≥δc时,先断裂后泄露。但是,δ 不好测定,此公式用起来不方便。 本装置的管道均为厚壁管道,且压力高,可当作高压厚壁管道处理。 采用Mises塑性失效公式[5]:

式中:pyo——管道整体失效时的内压力,MPa;
R0为管外半径,mm;Ri为管内半径,mm。
当管道的最大应力σmax小于pyo时, 管道不会发生塑性失效。 对每种管道进行了计算,结果均符合要求。
7 试压临时件的计算
7.1 试压管线的计算
试压用的临时管线的壁厚按照式(4)计算[4]:

式中:So——管子的理论计算壁厚,mm;
P——试验压力,MPa;
Do——管子外径,mm;
[σ]t——试验温度下材料的许用应力,MPa;
Φ——焊缝系数。
经计算,临时管线采用Φ27×4mm的管线。
7.2 试压盲板计算
对于低压管线的试压盲板一般仅进行强度计算即可,但对于中高压管道,仅进行强度计算不能满足要求,还应进行刚度计算。
(1) 强度计算[4]

式中的结构特征系数K和计算直径Dc,按《 石油化工企业管道设计器材选用通则》SH3509-94的表7.5.1取值。
(2) 刚度计算
靠螺栓紧固的盲板盖是一种受均匀压力载荷及周边螺栓力和垫片反力两圈集中载荷作用的圆平板, 四周的支承情况介于固支和简支之间,较接近于简支,其挠度计算可以按照受均布载荷的周边简支的圆板。最大挠度在圆板中心,最大挠度计算公式为[5]:

式中:ωmax——最大挠度,mm
μ——材料横向变形系数或泊松比,取0.28;
E——弹性模量,GPa,取216;
八角垫密封面的硬度比法兰密封面低,当紧固螺栓时,紧固力使得垫片发生一定的弹塑性变形。 令垫片的弹性回弹量为△l,接触点A处法兰盖的变形量为ωA,当△l≥ωA时,在该变形范围内,法兰密封面不泄漏,当△l<ωA时,应选择较厚的盲板重新进行计算。
8 试压步骤
(1)按试压前准备工作的各项要求准备完毕,并经有关人员检查合格;
(2)按系统流程图要求开(关)阀门,各种临时配件、设备安装完毕;
(3)打开临时注水阀,向系统注入工业洁净水,当高点排空阀有水溢出时,关闭高点排空阀,打开液压泵,缓慢升压。 当A系统达到试验压力时,关闭A系统注水阀,继续升压,当D系统达到试验压力时,停止打压,当C系统达到试验压力时,停止打压,当B系统达到试验压力时,停止打压,并关闭B系统注水阀及总阀。 保压10min,以无泄露、目测无变形为合格;
(4)打开高点排空阀和临时排水阀,缓慢卸压,将水排至指定地点;
(5)拆除临时盲板,调换8字盲板,并作记录;
(6)拆除临时管线,焊接管线连头;
(7)填写管道系统试压记录,并请有关人员签字确认。
9 常见试压问题及处理对策
由于管道焊缝均100%透视,Ⅱ级合格,且经强度和韧性校核,焊缝一般不会出现问题。 因此,在试压过程中重点检查法兰密封面及阀门盘根。 另外还应随时观察压力表的上升速度是否正常。
9.1 压力上升速度不正常
本系统在试压时出现压力上升速度很慢(打压四个小时压力仅上升0.6MPa),原因可能是管道内的空气未排净。 由于高压系统的管道上无专用排空阀, 如果处理不当很容易产生这样的问题。 本装置为新建装置,在试压前将最高点作为排气点,当充满水后安装测温仪和试压阀门。 但忽略了设备管程的储气问题,发现问题后,在E01005管程出口处的盲板上开孔并焊接一控制阀门,当排气结束后关闭阀门。 经过处理,压力上升速度明显加快。
9.2 盲板变形大
盲板变形大的原因为盲板的刚度不够。当盲板变形较大,影响试压时,应对盲板重新进行刚度校核,并立即卸压,拆除盲板,更换能同时满足强度和刚度要求的盲板。
9.3 法兰密封面泄漏
(1) 在刚开始加压时密封面就出现大量漏水现象。 原因可能是:螺栓未把紧;垫圈未放置正确。如果是螺栓未把紧,则重新把紧螺栓。 如果是垫圈放置不正确,则拆开法兰,重新放置。
(2) 密封面在较低压力下(<1.5MPa)周圈出现渗漏。 原因可能是:螺栓预紧力不够;密封面未清理干净,可能有杂质损伤了密封面;垫圈与密封面配合不好;螺栓紧固不均匀,导致法兰间隙不均。 如果是密封面有损伤,则应将法兰拆开检查,用标准研具对密封面进行研磨,使密封面的表面精度达到标准要求。如果是垫圈有损伤,则需要更新或对旧的进行修复。如果是螺栓预紧力不够,则需重新核算预紧力,并适当加大。 如果法兰间隙不均,可在带压情况下,通过偏紧调整间隙,紧固过程中观察是否还泄漏,如果泄露未减小,就必须拆开法兰检查密封面及垫圈。
(3) 密封面在较高压力(>7MPa)周围有少量水滴。 原因可能是螺栓预紧力不够,这种情况本装置遇到的较多。由于设计给出的力矩是理论计算值,普遍偏小;因此,按设计值紧固后,试验压力达到一定值就会发生微小渗漏。 通过加大力矩解决了这个问题。表5给出了部分法兰螺栓紧固力的设计值和实际紧固值。

表5 螺栓紧固力的设计值和实际值
9.4 阀门内漏及盘根泄漏
(1) 阀门内漏主要是两个方面造成,一是管道内杂质损伤密封面;二是阀芯与阀座配合不好;此外,阀门开启的顺序及力度不当也有可能造成阀门内漏。针对这些原因,主要应采取如下措施:管道在安装之前,应做好内洁工作,使管内达到清洁;对于配合不好的,应拆下阀芯,对阀座进行研磨。
(2) 阀门盘根的泄漏,大多数是由于盘根压盖螺栓未拧紧造成的。通常均匀地紧固压盖螺栓即可消除。但有时是由于盘根加的不正确,比如:两层盘根的接头重叠在一起而没错开,接口处是直口而不是切成斜45°等。 这种情况应更换盘根。 还有一种情况,是由于阀杆与填料间的杂质,在启闭过程中损坏了盘根而造成的泄漏。 这时应取出填料,对阀杆进行清洗,重新更换盘根。
9.5 仪表螺纹接头泄漏
螺纹接头泄漏的原因,通常是未拧紧或螺纹加工精度不够造成配合不好, 也可能是丝扣未缠密封材料或密封材料缠的不正确。 根据具体原因采取相应的措施即可。
10 结论
根据加氢裂化高换区工艺系统压力试验过程中发生的问题,提出以下几点建议,以供参考:
(1) 法兰密封面及垫圈要认真检查,看密封面上有无锈蚀、斑痕和划伤;每片法兰和垫圈均用标准的研具进行研磨,研磨合格后,在非密封面上标上合格字样。 同时应检查密封面的硬度,看是否符合标准要求,通常垫圈硬度应比法兰密封面硬度低30HB;
(2) 检查合格的法兰,应对密封面进行涂防锈油保护,并贴上密封胶带;对于垫圈则应涂油后用软布包裹好,以免碰伤或摔伤;
(3) 在领用及保管过程中要注意成品保护, 不要在安装前拆下垫圈的外包装或撕下贴在法兰密封面上的胶带, 一旦发现包装破损要重新检查密封面并在检查合格后及时包装好;
(4) 垫圈安装前要仔细清理法兰密封面, 要用汽油和高纯度酒精清洗法兰密封面及垫圈, 用煤油清洗螺栓表面的锈蚀和脏物,然后用净化风反复吹扫。以上工作完成后,开始穿入螺栓,螺栓在穿入之前, 螺纹部分要均匀地涂抹上二硫化钼, 以方便今后检修时的拆卸。
(5) 螺栓紧固应使用液压扳手。 紧固时应对称、均匀,在所有螺栓用同样的力矩紧过一遍后,测量法兰间隙,看是否均匀;如果不均匀要进行调整。 紧固应分三次进行:通常分50%、75%、100%三步进行。 当第一遍达到100%紧固力时,由于摩擦力及螺栓的弹性等因素影响,实际的紧固力并未达到100%,通常需要用100%的紧固力重复紧两遍以上。当连续两次紧固后测量间隙的差值小于0.1mm时,即可认为紧固到位了。
(6) 每对法兰的紧固力矩应由专人做记录, 作为泄露时处理的依据,也便于今后拆卸时确定拆卸力矩。
(7) 试压前,结合实际情况认真分析,合理而科学的划分试压系统、正确确定试验压力、试验介质和介质温度。 并结合现场情况,选择合适的灌水位置和排空位置。
1 工业金属管道工程施工及验收规范 GB50235
2 石油化工剧毒、可燃介质管道工程施工及验收规范 SH3501
3 李培宁等 ASME IWB-3650压力管道缺陷评定规范 1993.114石油化工企业管道设计器材选用通则 SH3059
5 王志文.化工容器设计.化学工业出版社.1990年
6 冯素霞,李建华.在用压力容器检验员知识问答.劳动部锅炉压力容器安全杂志社 1988年
猜你喜欢
设备管理与维修(2021年19期)2021-11-26
劳动保护(2021年3期)2021-11-22
装备制造技术(2021年4期)2021-08-05
锻压装备与制造技术(2021年2期)2021-07-19
设备管理与维修(2020年11期)2020-06-15
中国特种设备安全(2019年4期)2019-05-20
科技与创新(2016年21期)2017-02-14
建材发展导向(2016年6期)2017-01-17
焊接(2016年9期)2016-02-27
华东理工大学学报(自然科学版)(2015年3期)2015-11-07