基于石化行业的吸收式热泵余热回收技术分析
2015-10-21 17:19杜红波张永顺
建筑工程技术与设计 2015年26期
关键词:节能减排
杜红波 张永顺
摘要:本文介绍了二类热泵技术在石化行业的运用,通过智能化控制的热泵技术,可高效地实现对低品位余热进行回收,产生低压蒸汽。通过对工艺方案对比分析和控制方案的比较,选择最优方案,和生产工艺实现无缝对接,提高余热回收效率。实践证明,以节能为目的第二类吸收式热泵在石化行业具有广阔的应用前景。
关键词:第二类吸收式热泵; 节能减排 ; 余热利用
在石油工业的生产过程中,余热是指受历史、技术、理念等因素的局限性,在已投运的工业企业耗能装置中,原始设计未被合理利用的显热和潜热。它包括高温废气余热、冷却介质余热、废汽废水余热、高温产品和炉渣余热、化学反应余热、可燃废气废液和废料余热等。在工业领域中消耗着大量的能量,最终都以低温热水的形式排放掉。为了提高能耗的利用效率,可采用能源品位提升的技术来回收利用生产过程排放的热量。利用吸收式热泵机组对各类中低品位的余热资源进行余热回收,没有燃烧过程,不排放废水、废气、废物,可实现回收低温品位的热量应用于高温工艺用途。
1.项目提出的背景和项目建设的目的、意义
2.1.1项目的背景
中国石化某石油化工公司是一套60万吨/年甲醇制烯烃(MTO)装置,MTO装置采用自主开发的S-MTO工艺技术,是中国石化示范项目。随着MTO装置的逐渐达产,低压蒸汽的需求量逐年增加,目前低压蒸汽缺口需要外购中压蒸汽,通过降温减压来解决;同时, MTO装置存在大量未回收利用的低温余热。因此采用升温型吸收式热泵技术回收MTO装置的低温余热产生低压蒸汽,缓解公司冬季蒸汽短缺的现状,降低石化生产装置的能耗,是一个很好的节能减排项目。
1.2项目建设目的和意义
目前,某石化公司蒸汽的来源主要有2种:自产和外购。自产蒸汽主要是裂解车间裂解炉的锅炉;外购蒸汽主要来自于热电厂。由于外购蒸汽的价格较高,进一步增加了生产成本。通过调查分析,石化低压蒸汽的需求缺口较大,需要外购中压蒸汽,通过降温减压来解决,大幅增加生产成本。
因此,利用MTO车间的低温余热制备低压蒸汽,对于缓解低压蒸汽的短缺问题,降低其生产成本具有及其重要的意义,本项目采用升温型吸收式热泵机组回收MTO装置的低温余热制备低压蒸汽,在減少循环冷却水用量的同时缓解了低压蒸汽短缺的问题,实现降低生产能耗、提高能源利用效率、建设低碳环保节能工厂的目的。
2 工艺方案的优化与选择
2.1吸收式热泵的余热回收工艺简介
在MTO装置区内安装升温型吸收式热泵机组,回收MTO装置的低温余热,制备低压蒸汽,降低装置的蒸汽用量及生产能耗。
第二类吸收式热泵(Absorption Heat Transformer,简称AHT)主要用于热量的回收利用,特别是有大量废热,同时有蒸汽需求的场合;其驱动热源多是工业生产中排放的60~100℃的废热。当冷却水温度在10~40℃时,输出热水或蒸汽的温度约为100~150℃。由于不需要输入高温有用热能,节能效果十分显著。
目前,国内AHT装置的研究方向主要集中在AHT的计算机仿真、模拟、60℃以下低温热源驱动AHT装置及其实际的工业应用。2012年3月,北京华清微拓节能技术股份公司与中石化南京金陵石化分公司烷基苯厂合作,利用其厂内C-405塔顶回流约390t/h、温度约127℃烷烃物料,制取0.35MPa(G)蒸汽,同时实现物料的冷却满足工艺要求.
2.2工艺技术方案的比较和选择
回收石化行业的低温余热制备低压蒸汽的技术主要有常规换热技术和基于升温型吸收式热泵的余热回收技术;常规换热技术是利用换热设备,工艺物流与循环热水直接换热,然后,循环热水进入闪蒸罐直接闪蒸,制备低压蒸汽,达到回收余热和节能的目的;升温型吸收式热泵技术是采用升温型吸收式热泵机组,直接制备低压蒸汽,达到回收余热和节能的目的的同时,满足工艺物流的冷却至较低温度的工艺要求。
常规换热技术方案与基于升温型吸收式热泵的余热回收方案的对比见表4.1-2。其中,常规换热方案和方案1回收表4.1-2低压凝液、中压凝液、高温凝水、污水1和急冷水2的热量;方案2在方案1的基础上,亦回收急冷水1的热量。
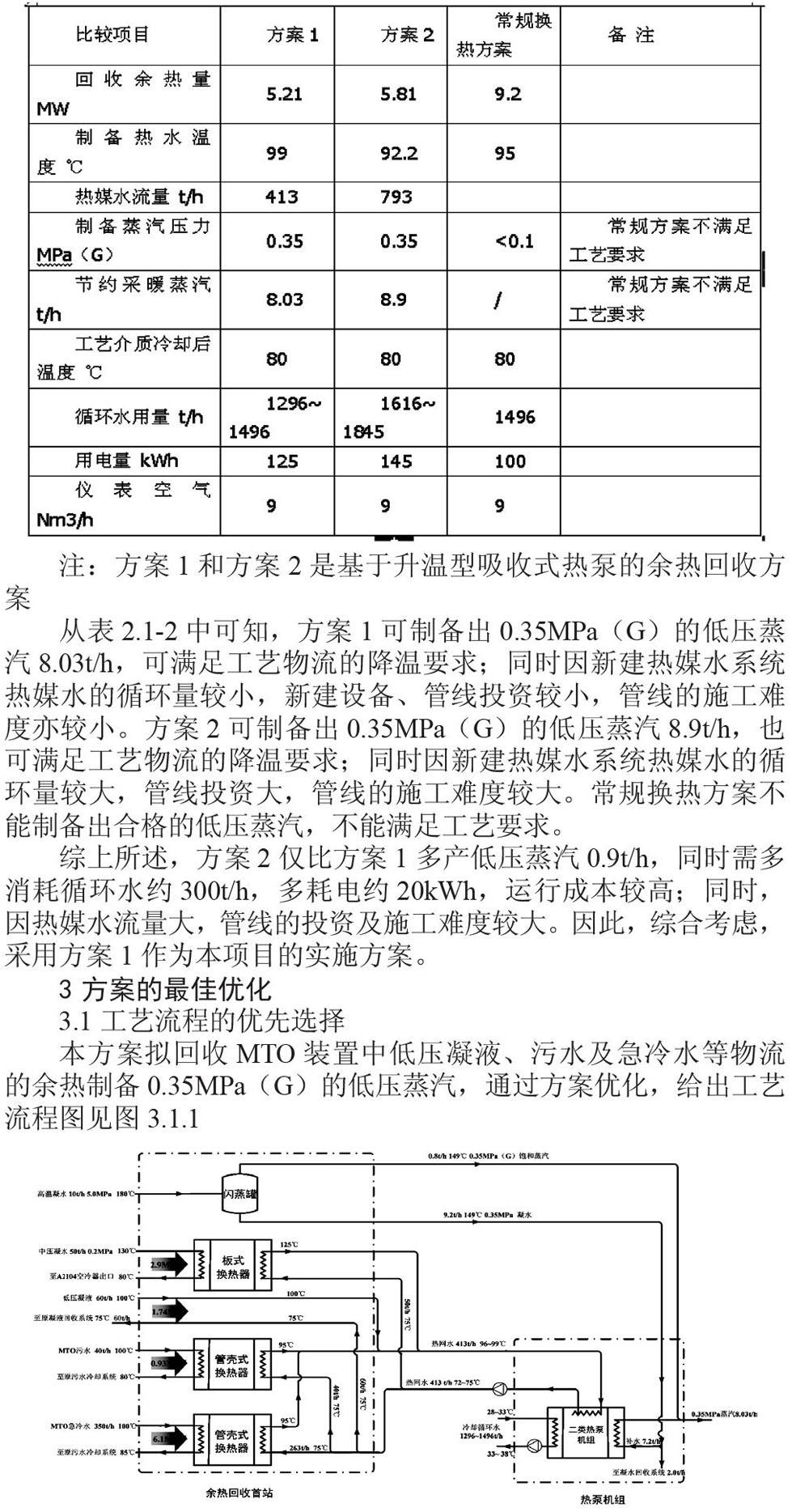
表2.1-2 工艺技术方案比较表
注:方案1和方案2是基于升温型吸收式热泵的余热回收方案
从表2.1-2中可知,方案1可制备出0.35MPa(G)的低压蒸汽8.03t/h,可满足工艺物流的降温要求;同时因新建热媒水系统热媒水的循环量较小,新建设备、管线投资较小,管线的施工难度亦较小。方案2可制备出0.35MPa(G)的低压蒸汽8.9t/h,也可满足工艺物流的降温要求;同时因新建热媒水系统热媒水的循环量较大,管线投资大,管线的施工难度较大。常规换热方案不能制备出合格的低压蒸汽,不能满足工艺要求。
综上所述,方案2仅比方案1多产低压蒸汽0.9t/h,同时需多消耗循环水约300t/h,多耗电约20kWh,运行成本较高;同时,因热媒水流量大,管线的投资及施工难度较大。因此,综合考虑,采用方案1作为本项目的实施方案。
3方案的最佳优化
3.1工艺流程的优先选择
本方案拟回收MTO装置中低压凝液、污水及急冷水等物流的余热制备0.35MPa(G)的低压蒸汽,通过方案优化,给出工艺流程图见图3.1.1
从图3.1-1中可知,因工艺条件限制,低压凝液、污水达不到现有工艺的冷却要求,需通过现有冷却系统进一步冷却至工艺要求,因此,本方案中,新增低压凝液、污水换热设备与现有换热设备串联连接。
4 经济效益与社会效益
本项目回收余热为某石化公司MTO装置的低温凝水和部分工艺水的低温余热,本项目实施后,年可回收MTO装置低温余热5.21MW,制备低压蒸汽8.03t/h;年节约蒸汽量约6.42万吨;年回收余热量约15.0万GJ。目前,石化公司的低压蒸汽是由外部热电厂购得的中压蒸汽,通过降温减压得到;石化公司外购中压蒸汽的价格是按照蒸汽的热值进行计算,外购蒸汽的价格为58元/GJ,4年可收回全部投资。本项目实施后,每年可节约标煤6399t,年可节约新鲜水约3.88万吨。相对于燃煤锅炉,每年可减排CO2约16776t, SOX约54.73t,NOX约47.64t和烟尘41.62t。
参考文献
[1] 付林,江亿,张世钢. 基于Co-ah循环的热电联产集中供热方法[J].清华大学学报(自然科学版).2008(09)
[2] 韩吉才. 吸收式热泵技术在热电联供中的应用研究[D].中国石油大学 2009
猜你喜欢
中小企业管理与科技·上旬刊(2016年11期)2016-11-28
中小企业管理与科技·上旬刊(2016年11期)2016-11-28
资治文摘(2016年7期)2016-11-23
科教导刊(2016年27期)2016-11-15
企业技术开发·中旬刊(2016年10期)2016-11-12
农机使用与维修(2016年10期)2016-11-10
江淮论坛(2016年5期)2016-10-31
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
企业导报(2016年14期)2016-07-18