河南建设大厦厚钢板现场焊接技术
2015-10-21 17:19杨帆
建筑工程技术与设计 2015年26期
关键词:变形控制
杨帆
【摘要】本文通过工程应用实例,分析了目前国内较少采用的高层建筑用钢(GJC)厚钢板现场焊接的特点,介绍了现场厚板单边坡口全熔透焊缝焊接的难点、典型焊接工艺及质量保证措施。
【关键词】高建钢 厚板焊接 变形控制 质量保证措施
应用综述
本工程位于河南省郑州市,总建筑面积119695m2,总建筑高度为91.10m。在顶部4层通过连体将两栋塔楼连接在一起,形成了对称双塔连体建筑造型。1~21层形成两个单独的塔楼,塔楼采用了钢筋混凝土框架-核心筒结构,其中十六层以上部分框架采用型钢混凝土结构,塔楼连体部分采用钢结构,重约1440吨。
本工程主要采用Q345B、Q345C、Q345GJ等高强度钢材,其中40㎜以上钢板使用约976.5吨,约占使用钢结构总量的39.5%。钢板最厚达60㎜,是我司加工钢结构的最大厚度,在我省亦罕见。
1. 厚板现场焊接特点分析
由于受现场垂直运输设备的起重能力以及运输条件的限制,建设大厦工程的大量钢结构构件,如重型钢柱、超长钢梁、两塔楼间连廊桁架等都需要分段分节后以散件的形式运到现场,然后在现场对这些构件进行组装,在分段对接的位置就产生了大量的厚板需要现场焊接。相对于工厂焊接,厚板现场焊接具有以下特点:
(1)現场焊接的作业环境相对较差。由于现场焊接属于室外作业,而且一般工程施工的时间跨度较大,建设大厦工程现场焊接作业就经历夏季了和冬季的转换,施工过程中遇到了大风、暴雨和雾霾等不利气象条件的影响。
(2)现场焊接位置受到周边环境的限制,焊接难度较大。因为构件一旦安装就位,焊接位置就不能改变,而且不能像在工厂焊接时,可以利用桁车及焊接作业平台对构件进行翻转及换位。
(3)现场厚板焊接填充量较大。如一条500mm长的焊缝,板厚60mm,采用二氧化碳气体保护焊,需要连续焊接近3h。
近年来,现场厚板焊接普遍采用药芯焊丝二氧化碳气体保护焊。药芯焊丝二氧化碳气体保护焊兼有气保焊和手工焊两方面的优点,工艺性能好、易操作、施工效率高,是焊条电弧焊的3~4倍,冶金反应完善、工艺性能好、低温冲击性能均较理想;特别是弧稳,飞溅少,焊缝成形光滑美观,熔敷效率高,一般可达75%~85%,而且适用于全部位焊。本工程采用的焊丝即为ER50-6药芯焊丝,规格为φ1.2mm。
厚板现场焊接最为常见的焊接缺陷是层状撕裂和焊接裂纹,最常见的施工质量问题是焊接变形过大。
2. 现场厚板焊接典型工艺流程及焊接工艺
本工程采用经河南二建集团汇丰钢构分公司焊接工艺评定合格的焊接工艺进行焊接。
3.1现场厚板焊接工艺流程
本工程现场焊接主要有钢骨柱型钢翼板腹板对接二保焊横焊,连体桁架部分型钢二保焊平焊、横焊、立焊。桁架提升后与钢骨柱牛腿对接焊分层施工从上到下进行。
3.2钢梁厚板现场焊接工艺
本工程的钢梁采用H形截面在跨度大、受力大的部位,钢梁的上下翼缘板较厚,超过运输长度限制的钢梁需要在现场对接。钢梁厚板焊接时翼缘的焊接位置为水平位置,腹板的焊接位置为立焊。考虑到仰焊作业难度较大,而且厚板焊接的焊缝填充大,上、下翼缘均采用平焊。
3.3钢柱厚板现场焊接工艺
本工程钢柱对接位置采用单边V形坡口,由于钢柱有安装垂直度的要求,所以在焊接过程中要采取对称焊接的方式施工。对于腹板、翼缘均较厚的H形钢柱,焊接时先焊接腹板,再焊接翼缘。
3.3.1H型钢柱子对接采用单边v形坡口,5mm间隙加衬垫板全熔透焊,腹板留过焊孔,焊接顺序采用两个人先焊接翼板,然后1人完成腹板板对接焊接。见图3.3-1:
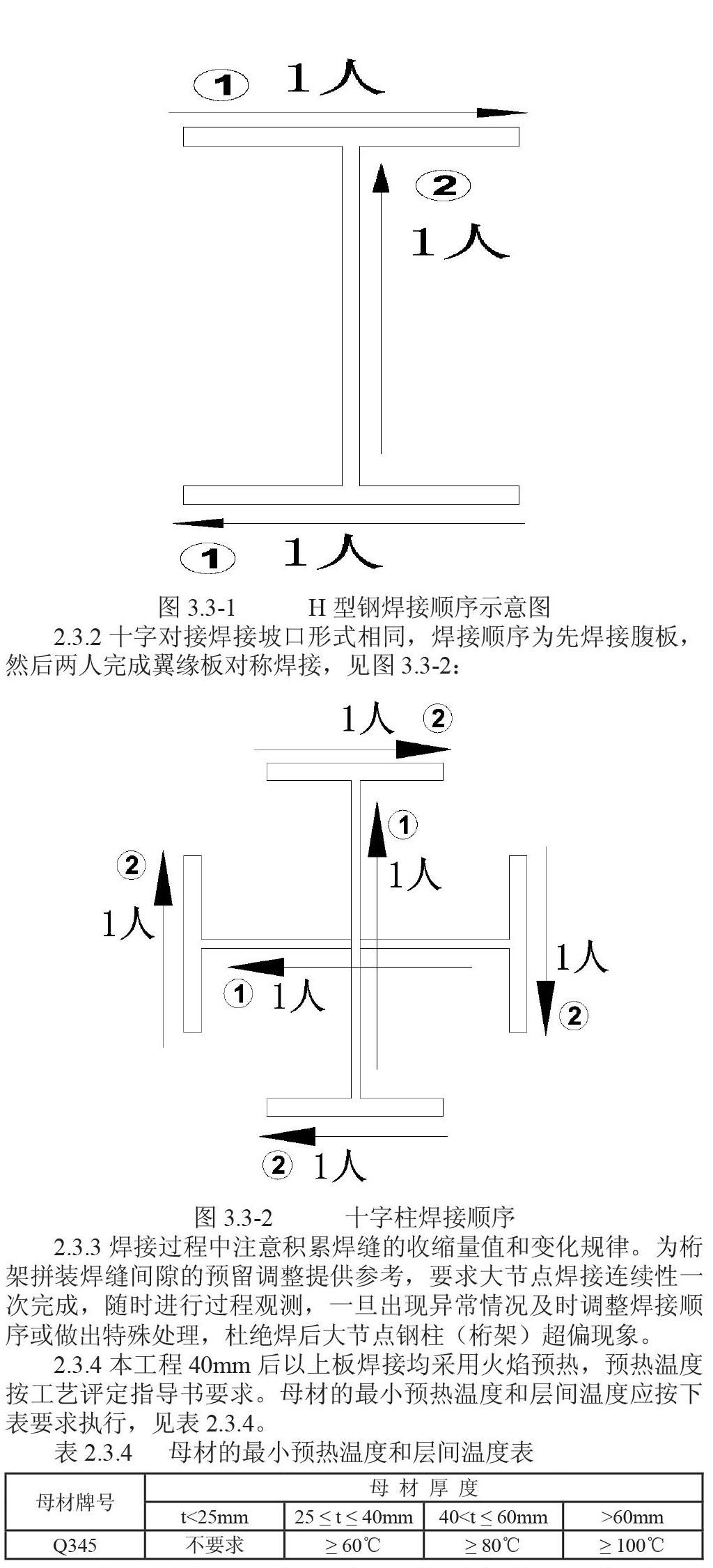
图3.3-1 H型钢焊接顺序示意图
3.3.2十字对接焊接坡口形式相同,焊接顺序为先焊接腹板,然后两人完成翼缘板对称焊接,见图3.3-2:
图3.3-2 十字柱焊接顺序
3.3.3焊接过程中注意积累焊缝的收缩量值和变化规律。为桁架拼装焊缝间隙的预留调整提供参考,要求大节点焊接连续性一次完成,随时进行过程观测,一旦出现异常情况及时调整焊接顺序或做出特殊处理,杜绝焊后大节点钢柱(桁架)超偏现象。
3.3.4本工程40mm后以上板焊接均采用火焰预热,预热温度按工艺评定指导书要求。母材的最小预热温度和层间温度应按下表要求执行,见表3.3.4。
(1)接头的预热温度应不小于上表规定的温度,层间温度不得大于230℃。
(2)接头预热温度的选择以较厚板为基准,应注意保证厚板侧的预热温度,严格控制薄板侧的层间温度。
(3)预热时,焊接部位采用烤枪对焊道两侧均匀逐步预热,加热区域为被焊接头中较厚板的两倍板厚范围,但不得小于100mm区域。加热时应尽可能在施焊部位的背面。
(4)预热和层间温度的测量应采用红外线测温笔进行测量。测量时应距焊缝两侧各75mm。
3. 现场焊接质量保证措施
4.1.焊工培训
厚板现场焊接的质量与操作者的水平和执行焊接工艺的能力有直接关系。由于每个工程的原材料和结构特点均不相同,在开工之前,即使是持有有效焊工证的焊工也必须进行针对性的焊接培训,以熟悉现场作业环境及母材的特性。
4.2原材料质量
钢结构构件的原材料和焊接材料的质量是保证现场焊接质量的基础。由于厚板现场焊接接头普遍存在拘束应力大的特点,尤其是在T形、角接连接形式下(厚板H形钢柱、梁)层状撕裂现象尤为突出。采购的原材料要求为大厂产品,所有采购的材料必须随车附有材料质保书、产品合格证等质量证明文件。
材料进场卸货前必须经过质量管理部外观、及实测允许偏差检查合格,40mm厚度以上的板逐张金详超声波探伤。提前约请监理方见证取样,送双方认可的实验室复检合格后方可进行下料施工。
4.3提供较为良好的作业环境
现场厚板焊接因填充量大,一般情况下应确保一条焊缝可以一次焊接完成,避免中途停顿,所以现场焊接操作平台及防护棚的搭发要求较高。要求在现场焊接部位采用特制型钢架或脚手架钢管进行搭设,平台底部满铺跳板,跳板上面覆盖防火石棉网,焊接操作平台周边设踢脚板,防止小件物体坠落。在焊接平台周边及顶部,用防火材料搭设防护棚,要求防护棚顶部不透风、周边不漏水,还能承受一定的外部荷载。
4.4严格执行焊前、焊后热处理工艺
4.4.1本工程40mm后以上板焊接均采用火焰预热,预热温度按工艺评定指导书要求。母材的最小預热温度和层间温度应按下表要求执行,见表4.4.1。
(1)接头的预热温度应不小于上表规定的温度,层间温度不得大于230℃。
(2)接头预热温度的选择以较厚板为基准,应注意保证厚板侧的预热温度,严格控制薄板侧的层间温度。
(3)预热时,焊接部位采用烤枪对焊道两侧均匀逐步预热,加热区域为被焊接头中较厚板的两倍板厚范围,但不得小于100mm区域。加热时应尽可能在施焊部位的背面。
(4)预热和层间温度的测量应采用红外线测温笔进行测量。测量时应距焊缝两侧各75mm。
4.4.2焊后处理
本工程焊接后采用保温棉覆盖缓冷,时间不少于两小时。覆盖去除后,清理焊缝表面的熔碴和金属飞溅物,焊工自行检查焊缝的外观质量;如不符合要求,应焊补或打磨,修补后的焊缝应光滑圆顺,不影响原焊缝的外观质量要求。
4.5采用合适的焊接顺序
由于厚板焊接热输入量大,焊接收缩量也较大。对于独立的构件如单独的钢柱,宜区采用双人对称焊接的方式进行,防止钢柱焊后垂直度超出规范要求。对于复杂的桁架现场焊接,要求在桁架整体拼装完成后开始焊接,总体的焊接顺序宜从中间向四周展开,尽量避免在周边形成约束的情况下进行焊接。
4.6加强焊接过程中的变形控制
4.6.1安装过程中努力控制焊接接头,将焊接接头控制在最佳效果,如果出现焊接接头超标必须进行修整后焊接。当焊接接头焊道大于图纸规定尺寸时,应采取单侧逐步填充焊道过程将焊道修整至图纸规定尺寸后焊接,将焊接收缩变形降低到最小,当焊接接头焊道小于图纸规定尺寸时,应将坡口尺寸进行修整,达到规定尺寸后进行焊接,确保焊缝有足够的熔透深度;
4.6.2在同一构件上焊接时,不宜两端同时焊接,考虑焊接收缩影响应采取一端接头焊接,当一端接头焊接完成冷却至室温后焊接另一端接头。
4. 结语
建筑钢结构厚板现场焊接质量对建筑结构的安全至关重要,在施工过程中容易出现质量问题。施工单位在焊接作业前首先应确保原材料的合格,做好焊接工艺评定试验,并针对现场的作业环境进行焊工培训,加强焊接操作过程的管理。在原材料合格的前提下,由合格的焊工按照经过评定合格的焊接工艺施工,厚板现场焊接的质量一定是可以得到保证的。
猜你喜欢
价值工程(2017年10期)2017-04-18
建材发展导向(2016年6期)2017-01-17
建筑建材装饰(2016年8期)2016-12-29
科学与财富(2016年18期)2016-12-22
科学与财富(2016年28期)2016-10-14
湖南大学学报·自然科学版(2015年1期)2015-04-20
建材发展导向(2014年5期)2014-10-20
中国建筑科学(2014年3期)2014-07-21