浅析合金钢管焊接工艺
2015-10-21 17:19孙攀攀
建筑工程技术与设计 2015年26期
孙攀攀

【摘要】本文从选择焊接人员、管道坡口的制备、合金钢管的焊接工艺要求、管道焊接的质量检查、管道焊接的工艺要求等等,对合金钢管的焊接工艺进行多方面的阐述
【关键词】焊接工艺;合金钢管;焊接质量;热处理
介质压力和温度较高以及工艺比较严格的工艺管道主要应用合金钢管。具有非常高的耐磨性能和抗高压能力以及抗高温能力,还有具备非常高的硬度指的就是合金钢管。合金钢管是企业保障稳定和安全生产的基础,合金钢管更是企业可以追求利益最大化的基础。对于合金钢管的焊接严格依据国家管道焊接工艺流程实行科学化、标准化操作,确保压力管道的焊接质量要求,对于企业的安全运行具有极其重要的价值意义。本文以管道材质为12Cr1MoVG、12Cr2MoG、15CrMoG等合金管为例,对合金钢管的焊接工艺进详细的阐述。
一、选择合金钢管的焊接人员
合金钢管的焊接人员必须具备国家认可的相关技能鉴定证书,经过专业的技术技能培训,不得低于1年以上的专业技术实践能力,并且要负责编写焊接作业指导书册。
必须要由国家进行授权的专业考核机构考核合格的技术人员担任无损检测技术人员,在企业的授权限制以内从事审核工作和焊接监测工作事宜。
必须要由国家认可的相關技能鉴定证书,经过专业的技术技能培训和考核的人员担任焊接热处理技术人员,严格依据国家相关的规章制度、设计文件、焊接作业指导书册进行相关的热处理工作事宜。
必须要由国家认可的光谱、金相、力学性能技能鉴定证书,经过专业的技术技能培训和考核的人员担任光谱、金相、力学性能检测技术人员,严格依据国家相关的规章制度、设计文件、焊接作业指导书册进行相关的材质检测工作事宜。
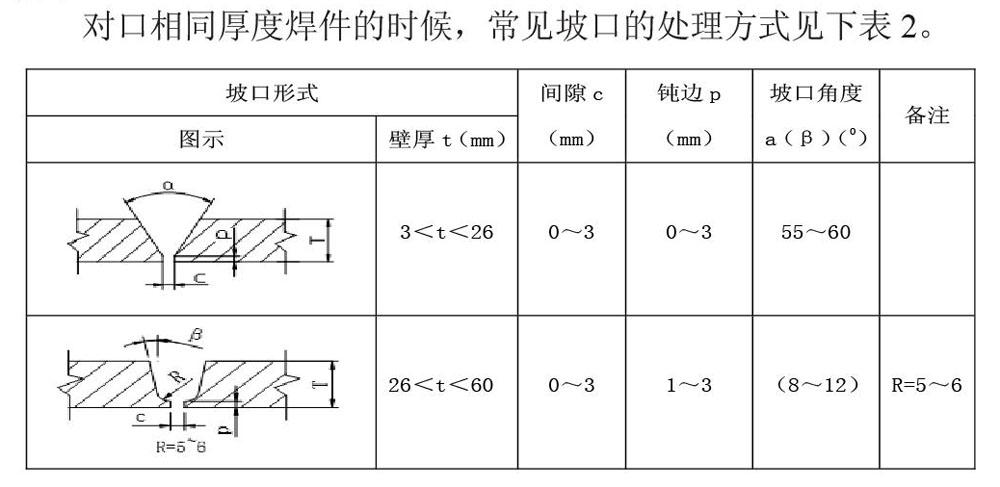
二、管道坡口的制备以及对接要求
合金钢管的焊接口位置一定要避开应力集中区域,以便可以进行焊接和焊接后的热处理工作事宜。
合金钢管的焊接件的坡口和切割加工要采用机械作业方法,还可以采取氧乙炔焰热加工制作方法,但是,必须要将坡口表面的熔渣和影响到接头质量的表面层以及氧化皮除去,还要打磨平整凹凸不平之处。
进行焊接组件前,要将坡口和内层以及外层表面不低于15mm范围内的油漆、污垢、毛刺、铁锈清除干净,要将金属光泽露出来,并且,不可以存在夹层和裂纹等缺陷。
组对焊件的时候,内壁一定要齐平,同时,内壁的错边量不可以超出壁厚度的10%,并且,对接的单面焊不可以超过1mm,对接的双面焊不可以超过3mm。
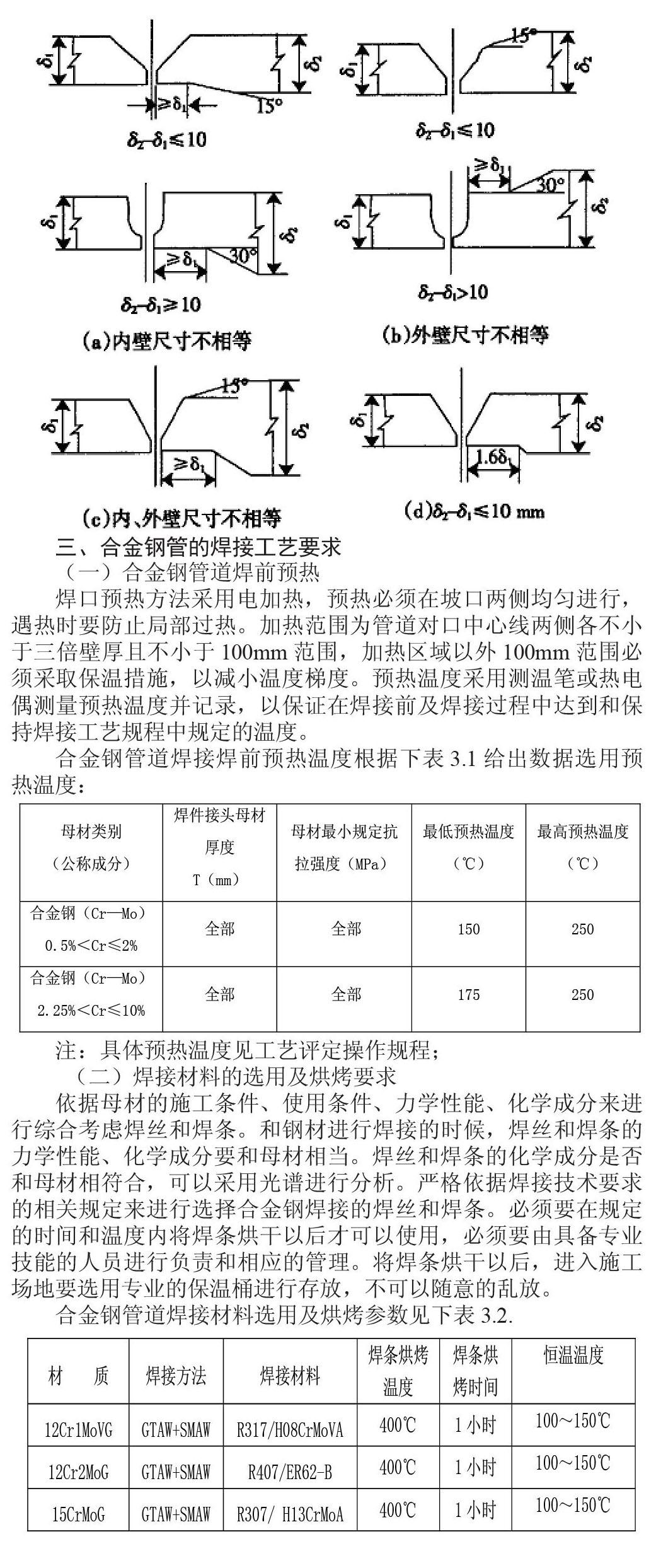
三、合金钢管的焊接工艺要求
(一)焊接材料的选用及烘烤要求
依据母材的施工条件、使用条件、力学性能、化学成分来进行综合考虑焊丝和焊条。和钢材进行焊接的时候,焊丝和焊条的力学性能、化学成分要和母材相当。焊丝和焊条的化学成分是否和母材相符合,可以采用光谱进行分析。严格依据焊接技术要求的相关规定来进行选择合金钢焊接的焊丝和焊条。必须要在规定的时间和温度内将焊条烘干以后才可以使用,必须要由具备专业技能的人员进行负责和相应的管理。将焊条烘干以后,进入施工场地要选用专业的保温桶进行存放,不可以随意的乱放。
(二)合金钢管道焊接
合金钢管道焊接采用氩弧焊打底、手工电弧焊填充盖面。如果焊件的含铬量高于3%或者是合金元素高于5%,进行氩弧焊打底焊接的时候,管道的内部必须要充满氩气或者是其他的保护性气体,保障内侧焊缝金属不被氧化。
焊接施工时,焊工必须严格按照焊接工艺规程规定的焊接参数进行施焊,禁止在坡口以外的母材的表面进行试验电流和引弧,还要避免电弧对母材产生擦伤。焊接过程中,要经常的检测焊缝道间温度,道间温度应在规定的预热温度范围内,且最高预热温度和道间温度不宜大于250℃.每一条焊接缝隙一定要连续焊接完成,如果断焊的时候,要严格依据工艺要求采取后热或者是暖冷等保障不会产生裂纹的保护措施,再次进行焊接的时候,要严格检查焊接层的表面,确保没有裂纹的时候才可以进行焊接。当环境温度低于0℃、雨雪天气、相对湿度大于90%或手工焊风速大于8m/s、氩弧焊风速大于2m/s时,除非采取防护措施(如搭防风、防雨棚或室内加热等)否则严禁施焊。
合金钢非常容易产生焊接延迟裂纹,焊接以后,要及时的进行热处理工序,如果不能及时的进行焊接后热处理工作,要在焊接以后快速的均匀加热到200℃-300℃,还要进行保温缓冷,并且还要进行后热处理以及热处理。合金钢管焊接后的热处理的加热温度,当温度上升到400℃及以上的时候,加热的速率不可以超过(205×25/δ)℃/h,并且,不可以超过330℃/h。合金钢管焊接后热处理的恒温时间应该是每25mm壁厚恒温每小时,并且不可以低于15每分钟,恒温期间最高温度差和最低温度差要低于65℃。恒温后的冷却速率不可以大于(65×25δ)℃/h,并且,不可以大于260℃/h,400℃以下可以自然进行冷却。
结语
综上所述,焊接质量控制技术人员包括焊接工、焊接技术员、焊接热处理人员、焊接检验员、焊接责任工程师、压力容器安全监督工程师、金属监督责任工程师等等,上述人员都是焊接质量的操作者和把关人员,层层把关,严格按照焊接工艺,保障管道运行的安全和稳定。
参考文献
[1]中国化学工程第三建设公司.GB 50236-98现场设备、工业管道焊接施工及验收规范[S].2011,7(2):19-20.
[2]中华人民共和国国家发展和改革委员会.DL/T869-2004火力发电电厂焊接技术规程[S].2010,8(11):03—09.
[3]能源电站焊接标准技术委员会.DL 5007—92电力建设施工及验收技术规范:火力发电厂焊接篇[S].2012,2(4):09-10.
猜你喜欢
河南科技(2020年4期)2020-04-26
装饰装修天地(2018年12期)2018-07-09
赢未来(2017年13期)2017-02-21
科学与财富(2016年29期)2016-12-27
山东工业技术(2016年23期)2016-12-23
中国高新技术企业(2016年30期)2016-12-20
求知导刊(2016年30期)2016-12-03
成才之路(2016年33期)2016-11-19
哈尔滨理工大学学报(2016年2期)2016-09-12