浅谈系杆拱拱肋吊装施工过程控制
2015-10-21 17:19秦岩兵
建筑工程技术与设计 2015年26期
秦岩兵
【摘要】通过对新建德大铁路跨国道104特大桥系杆拱拱肋吊装的施工过程控制,使拱肋安装精度处于规范及设计误差范围之内,安装完毕拱肋整体线形美观,拱肋焊接质量合格,为拱肋安装及张拉创造了良好条件,达到了系杆拱造型美、省建材、结构轻等设计目标。
【关键词】拱脚 拱肋 横斜撑 支架 焊缝
1. 工程概况
系杆拱,又可称为简支梁拱组合体系,系杆拱桥造型美观,造价低廉,最近几年,在我国有较大的发展。新建德龙烟铁路德大段跨国道104特大桥在8#墩和9#墩之间采用64m钢管混凝土系杆拱跨越国道104。系杆拱拱肋由两根截面为Φ700mm,壁厚18mm的钢拱管,用腹板连接而成,钢管为上下位置,其截面呈竖哑铃形状,两拱管轴线距离950mm。两榀拱肋由3根横撑联接,拱肋两端第一根横撑用两根斜撑与拱肋相联。横撑钢管直径700mm,壁厚16mm;斜撑钢管直径500mm,壁厚14mm。系杆拱拱肋吊装主要控制内容包括拱脚定位、拱肋吊装及焊接、横斜撑吊装定位及焊接等。
2. 施工过程控制
2.1拱脚定位、预埋
在系梁施工时,要对拱脚进行定位,系梁混凝土浇筑完毕后,拱脚作为梁体最大的预埋件,将直接影响拱肋的吊装合拢,是整个拱肋吊装过程的关键。
拱脚使用[20槽钢支架固定在设计位置,为保证槽钢支架的稳定性,在墩身施工时,在拱脚处预埋工字钢,将槽钢支架与其牢固焊接。拱脚定位属于三维坐标定位,X、Y、Z(横向、纵向、竖向)三个方向都必须保证精确,另外支架的焊接还必须要考虑不得影响系梁梁体预应力施工,所以在支架焊接前,对支架的高程、位置都要综合考虑予以良好的设计,焊接施工时更要严格控制。
拱脚安装需要定位几个特征点,根据几何尺寸关系,以两端最下侧为坐标原点,使用全站仪对坐标原点进行放样,使用水准仪保证坐标原点及拱脚另一端中轴线两点的高程,拱脚空间位置确定后,使用吊线锤的方法保证拱脚垂直度,之后将拱脚与支架焊接牢固。
在以后施工过程中经常复测拱脚的位置,并将两个拱脚联合复测,系梁混凝土浇筑前,必须对拱脚位置进行复核,且在浇筑过程中要注意不得有可以影响拱脚支架或拱脚本身位置移动的行为发生。
2.2拱肋吊装
2.2.1拱肋支架焊接
拱肋安装前搭设组合门式承重支架,支架自下而上为分:预埋钢板、钢管立柱,拱肋支座三个部分。
梁体混凝土浇筑前要进行钢板预埋,支架立柱钢板中点必须处于拱肋中轴线上,钢板上表面保证水平。
为节约施工工期,在系梁梁体混凝土养护、预应力施工等过程中,提前对钢管立柱、斜撑、拱肋支座进行下料,并将钢管立柱与斜撑、拱肋支座焊接起来,立柱与斜撑之间根据立柱长度使用[20a槽钢均匀布置1-2道进行横向联接,保证立柱与斜撑的稳定,在立柱一侧采用直径16mm的螺纹钢筋交错焊接于钢管上,供人员上下。若钢管柱须分节制作,钢管柱接头位置采用破口焊接。
钢管支架采用50t吊车吊装,钢管立柱使用水平尺量测X、Y两个方向的垂直度。钢管立柱与斜撑的底部与预埋钢板全焊缝焊接,四周布置加劲肋,钢管立柱之间顺桥向用[20a做横向联结,横联之间利用∠50*50*5mm角钢做成桁架形式的联结,钢管横桥向之间采用两根[20a双拼做横向联结,增加支撑的稳定性。
钢管柱顶设置拱肋支座,拱肋支座为组焊件,钢管柱顶部设置1000×1000×16mm的钢板,钢板底部与钢管立柱焊接,钢板与钢管柱之间利用4个I16工字钢做斜撑。钢板顶部横桥向焊接一道钢板,钢板中部位置切成直径860mm的圆弧形,用于支撑拱肋,拱肋圆弧段最低点位置处比此处拱肋设计高度低1-2cm,钢板上底部使用三角形钢板做加劲肋。
2.2.2拱肋吊装
拱肋按设计要求从两侧对称依次吊装拱段,最后进行合拢段的吊装。根据拱肋重量、起吊高度、施工安全等方面考虑,本工程采用了100t吊车进行施工。
拱肋的长度应根据实测预埋拱肋腹板封底钢板的位置及所观测钢管拱肋长度随温度的变化做相应调整,吊装前应对拱肋长度和拱肋两支点距离作连续同时观测,根据每天早中晚三个时间段的数据来最终确定拱肋长度。
拱肋起吊前在拱肋顶上下两端确定两个起吊点,起吊时下起吊点使用钢丝绳起吊,上起吊点通过手拉葫芦(该手拉葫芦通过加长手拉链,使工人可以在系梁上直接操作)与钢丝绳连接,挂在吊钩上,然后起吊。拱肋下部吊至预定位置后,使用手拉葫芦调整拱肋角度,提高或降低拱肋上部高度,粗调后将拱肋下部与拱脚(或已安装拱肋)预合拢,合拢通过吊线锤复核拱肋上吊杆预留孔与梁体预埋吊杆锚箱中心位置,根据复核结果对拱肋下部进行切割。切割完后重新合拢,之后进行精调。
吊装就位后用预设接口定位法兰进行初定位,根据水准仪和全站仪的线形控制指令,利用导链和千斤顶进行三维调整,使对接口两两吻合。对失圆误差和中心距微小误差,可利用钢质夹具空中整形。拱肋上端使用全站仪对拱肋中线进行复核,三角高程法测量拱肋上部高程,通过调整拱肋支座高度对拱肋上部进行调整,精调完成后围绕连接处周围焊接钢板,进行临时固结。
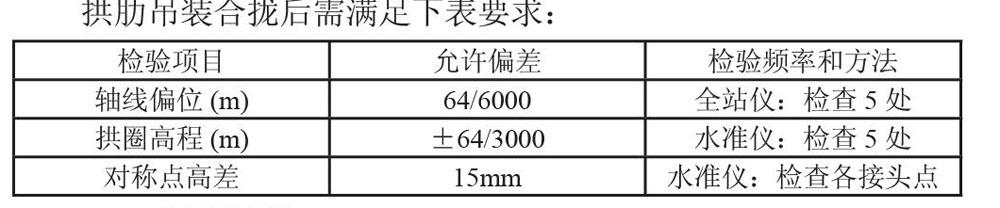
拱肋吊装合拢后需满足下表要求:
2.2.3拱肋焊接
拱肋焊接采用二保焊,根据焊接工艺评定试验结果制定最优的焊接工艺规程,现场焊接人员根据已制定的焊接工艺规程进行现场焊接作业。拱肋合拢时要在自然温度达到5℃-15℃时进行焊接,现场温度超过此范围时与设计单位联系解决。焊工焊接完1/3至1/2板厚后,切去临时固结钢板,打磨修整后继续焊接。每两层之间的焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开。
2.3横、斜撑吊装
将横撑吊至设计位置后,使用槽钢将横撑两端固定在拱肋上,两端对称焊接完毕后拆除支撑。
斜撑待对应横撑安装完毕后即开始安装,斜撑吊起后使其两端与拱肋和横撑相贯面吻合點焊定位,对称施焊,完成斜撑安装。
2.4焊缝检测
拱肋及横斜撑焊接完成后根据设计要求对焊缝进行检测,合格后方可进行拱肋混凝土压注施工。
3.结束语
拱肋吊装过程中,主要控制要点有:
3.1拱脚定位
(1)拱脚支架设计要合理、施工过程要加以控制,保证支架的正确安装。
(2)拱脚主要特征点的三维空间定位一定要准确,固定前使用仪器进行定位,固定后进行复核,两侧拱脚的直线距离一定要使用直尺进行复核。
(3)系梁后续施工过程中一定要经常对拱脚位置进行复核。
3.2拱肋吊装
(1)拱肋支架要有足够的承载力,满足吊装要求。拱肋支架立柱一定要竖直,支架整体稳定。
(2)拱肋吊装过程中必须对吊杆位置进行复核。
(3)拱肋吊装就位后,对接口必须两两吻合,拱肋上部标高一定要准确。拱肋上下钢管中心线一定要控制在设计线位上。
(4)拱肋及横、斜撑焊接工艺一定要根据试验结果进行施焊,保证焊接质量。
拱肋吊装作为系杆拱施工的一道关键工序,是系杆拱线形最直观的体现,施工过程控制的优劣将直接影响整个系杆拱的美观,这就要求在施工中精心设计,严格管理,做好技术指导,抓好过程控制。
参考文献:
[1]《铁路钢桥制造规范》(TB10210-2009)
[2]《钢结构工程施工质量验收规范》(GB50205-2001)
[3]《跨国道104特大桥1-64m系杆拱专项施工方案》
[4]跨国道104特大桥系杆拱施工图(德大桥通1202-Ⅰ)
猜你喜欢
风能(2020年8期)2020-04-19
华声文萃(2019年12期)2019-09-10
文萃报·周二版(2019年43期)2019-09-10
祝您健康·文摘版(2019年3期)2019-06-11
中国高新技术企业(2017年10期)2017-06-20
中学教学参考·理科版(2016年3期)2017-05-19
汽车之友(2016年3期)2016-01-30
新高考·高一物理(2015年11期)2015-12-24
美与时代·城市版(2014年2期)2014-04-15
城市建设理论研究(2011年28期)2011-12-31