张集选煤一厂煤泥水系统的优化
2015-10-21 17:19冯志新
建筑工程技术与设计 2015年26期
一、前言
张集选煤一厂是张集矿井建设的配套工程,原设计入选能力400万吨,属井口特大型动力煤选煤厂。工程于2000年10月1日正式开工,于2001年12月10日建成,2002年6月26日正式验收投产,实现了工期短、投资省、质量优、见效快。为适应长远发展需要,又于05年进行了高定位技改,增设动筛跳汰机和煤泥加压过滤机以及药剂自动添加装置等一系列配套设施工程,06年底、07年下半年又对压滤系统进行了改造,在原有4台老式板框式压滤机的基础上更换为4台快速隔膜式压滤机,使选煤厂洗选能力进一步提高,基本满足了矿井生产的需要。但由于技改过程设计的不完善以及相应设备调整后,对煤泥水系统管理的要求进行一提高,导致在组织生产过程中出现了系统生产能力达不到设计处理能力的现状。
二、生产现状及制约煤泥水系统处理能力的因素分析
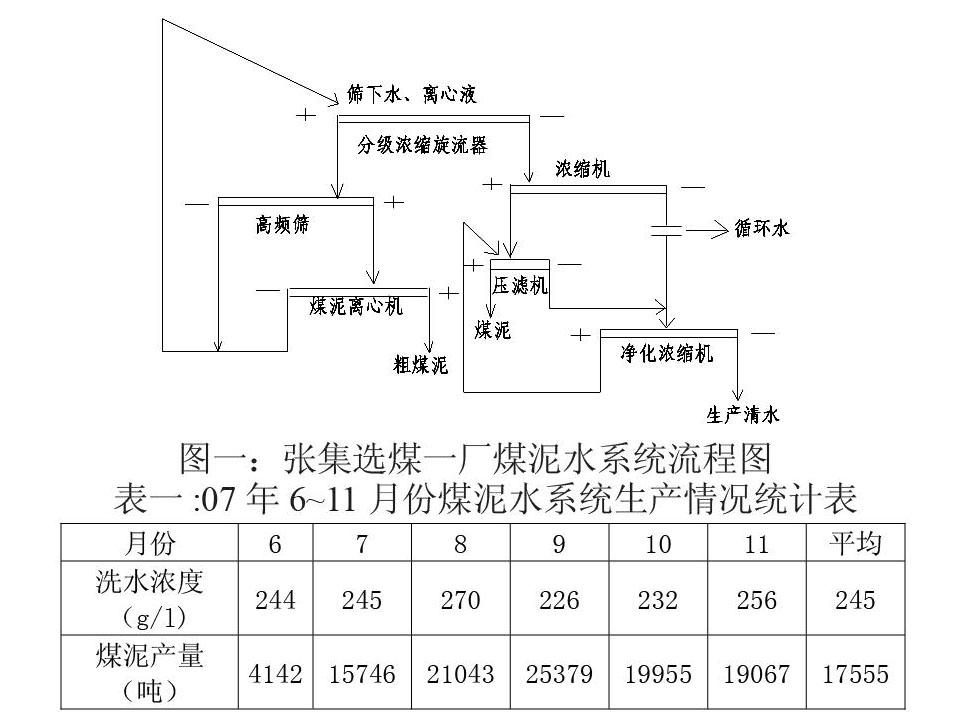
图一:张集选煤一厂煤泥水系统流程图
张集选煤一厂煤泥水系统流程如图一所示,各筛子下及离心液水经分级浓缩旋流器分级后,底流粗颗粒经高频筛、煤泥离心机脱水后回收粗煤泥,而掺入商品煤中,浓缩机溢流澄清水做为跳汰机用水循环使用,底流经压滤机处理回收细煤泥。从表一:07年6~11月份煤泥水系统生产情况来看,洗水浓度偏高,平均达245g/l,而煤泥回收量在1.8万吨/月左右,因洗水浓度偏高,已经对洗选产品质量造成较大影响,限制了全厂降灰幅度,如何进一步优化煤泥水系统,提高煤泥水系统生产能力,以达到进一步提高我厂洗选能力的目的,成为目前我厂亟待解决的课题。
为此我厂组织了攻关小组,对煤泥水系统状况及存在问题进行了系统的分析及摸排,对煤泥水系统在如下几个方面进行了优化改造:
1、加药系统改造
1)加药设备改进
現有加药系统采用2台TXJ-8000型聚丙烯酰胺添加设备,且药剂直接加至浓缩机入料分配桶内,通过调查发现,加药装置的搅拌机构能力不够,导致药剂在桶内搅拌不均,出现打团现象,药效不能充分发挥,从而造成煤泥水沉降困难,于是便将其搅拌机构更换XJM-4型浮选机搅拌装置,使加药装置满足药剂添加需要。
2)加药点改进
另外对加药管路进行了改进,根据多点加药时其沉降效果要好于单点加药理论依据,将一台加药装置加药点改到主厂房旋流器的入料处,另一台加药装置加药点不变,仍在浓缩机入料分配桶处加药,从而进一步提高了煤泥水沉降效果。
3)加药比例调整
原先在压滤搅拌桶内及加药房内添加聚丙烯酰胺比例为7:2,即正常在压滤搅拌桶内直接添加7袋聚丙烯酰胺,在加药房添加2袋聚丙烯酰胺,靠提高压滤煤泥产量来保证洗水浓度的目的,但往往容易出现浓缩机底流不高而溢流浓度不低的现象,根据分析和现场试验,最后调整为5:4,以达到溢流水清而底流浓度高的目的。
2、煤泥水处理环节的改造
1)粗煤泥回收
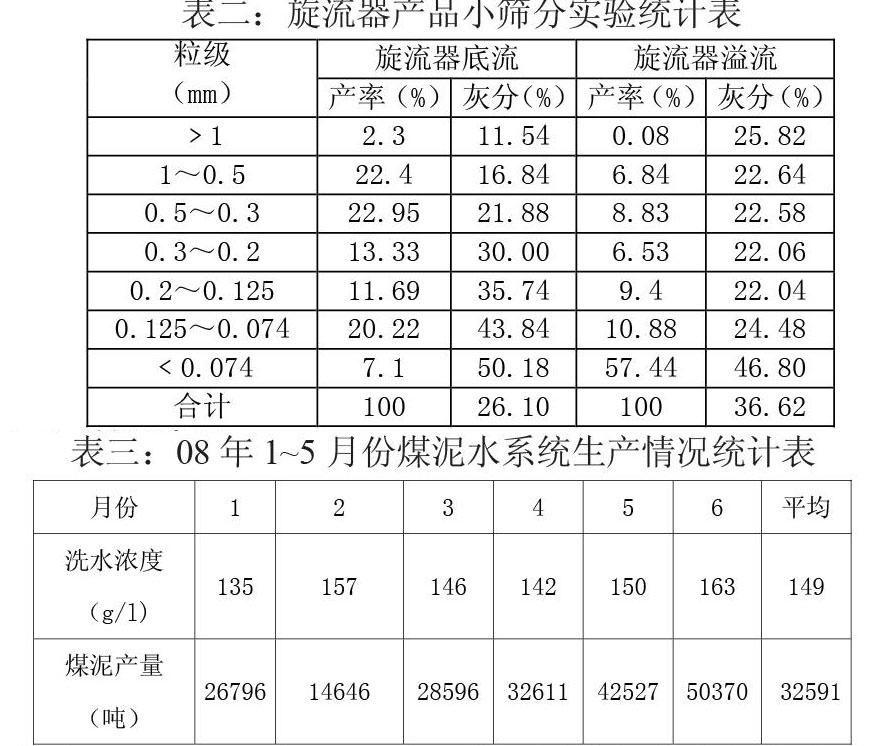
现有粗煤泥回收系统,采用旋流器分级浓缩后,底流粗煤泥再通过高频筛、煤泥离心机脱水后回收。通过实验发现,旋流器溢流中>0.2mm粒级含量达22.28%,底流中<0.2mm粒级含量达39.01%,其分级效率低于85%的设计及设备试运行时检测的水平,说明旋流器组运行工艺指标已经达不到系统要求,因此对旋流器进行了集中检修,对底流口进行了更换,将部分其从原来45mm,更换为35mm,并对操作进行调整,由每组开12台,改为每组开14台,从保证了旋流器运行工艺参数,使粗煤泥回收率得到有效提高。此外,因高频脱水筛分级效果较好,现在的煤泥离心脱水机已经属于多余摆设,且增加了电耗和故障点,于是进行了拆除。
2)细煤泥回收
我厂现有3台φ30m浓缩机,单台沉降面积为756m2正常生产过程中使用1台浓缩机,其余2台作为备用,而通过计算,每小时约有70吨左右细煤泥进入系统,按照浓缩机单位面积处理量为0.05吨/小时计,实际需要沉降面积为1400m2,故需要2台浓缩机方能满足生产需要,因此我们及时调整浓缩机入料方式,改单台运行为2台同时使用。
3、煤泥运输设备的改造
由于4台快速隔膜压滤机投入使用后,使压滤煤泥处理能力速度提高,原有的煤泥运输皮带显得处理能力不够,特别是639机头处容易出现堵溜槽、皮带打滑现象,制约了系统生产能力的发挥,针对现状,我厂对639皮带机头溜槽进行了改进,同时对640皮带机尾落煤点处原悬挂式托辊机构进行了改造,变为固定式平托,在639下层皮带工作面上增加了一道清扫器,及时清除皮带上的粘泥,较好的解决了机头堵溜槽和打滑现象。同时由于压滤系统设备不闭锁,一旦下一级设备出现故障停车或工人误操作,将导致出现煤泥积压而发生压刮板或堵溜槽现象,因此我厂又对压滤机及其下级设备进行了设备闭锁改进,避免了上述现象的发生。
三、效果评估
从表三可知,08年1~6月份煤泥回收能力大幅提高,平均月回收能力达3.2万吨,比07年提高约1万吨/月,且洗水浓度低于200g/l,满足了洗选要求,如果压滤回收能力达不到要求,则大量煤泥被迫外排或通过其它方式无偿提供给他人,按照集团公司内部结算吨煤泥200元的价格计算,则每月可挽回经济效益10000*200=200万元。
作者简介:冯志新,男,1979年出生,2001年毕业于华北矿业高等专科学校选矿专业,现为淮南矿业集团选煤分公司张集选煤二厂助理工程师
猜你喜欢
科学家(2022年3期)2022-04-11
小学阅读指南·低年级版(2020年11期)2020-11-16
智富时代(2019年7期)2019-08-16
智富时代(2019年7期)2019-08-16
文理导航·科普童话(2017年5期)2018-02-10
民族文学(2017年8期)2017-09-05
文理导航·科普童话(2017年3期)2017-08-22
三联生活周刊(2017年22期)2017-06-01
爆笑show(2015年5期)2015-07-09