异型空间结构产品研究
2015-10-21 17:19黄戴春冯尔云朱美宁靳毅马龙
建筑工程技术与设计 2015年26期
黄戴春 冯尔云 朱美宁 靳毅 马龙

摘要:异型空间结构建筑产品广泛应用于大型体育馆、展览馆、游泳馆、机场、火车站、图书馆等大跨度空间结构。大跨度异型空间产品结构不规则、曲面变化多样性、突变性,受力研究分析及安装工艺复杂,借助国内外先进设计分析软件及虚拟制造安装软件,进行设计研究及虚拟设计安装研究,能够有效的进行结构优化设计,制造安装虚拟工艺研究,有效的降低设计、施工、管理成本,为企业及社会创造经济效益。
关键词:钢结构;异型空间;桁架;工艺;制作;安装
Different spatial structure products research
Abstract: the alien space structure building products are widely used in the large stadium, exhibition center, swimming pool, airports, railway stations, libraries and other large span space structures. Large-span space alien product diversity of irregular structure, surface changes, respectively, the stress analysis and complex installation process, with the analysis of domestic and foreign advanced design software and virtual manufacturing installation, design research and virtual design installation, can be effective for structure optimization design, manufacturing installation virtual technology research, effectively reduce the cost of design, construction, management, create economic benefits for the enterprise and society.
Key words: steel structure; Alien space; Truss; Process; Production; The installation
1 工程概況:
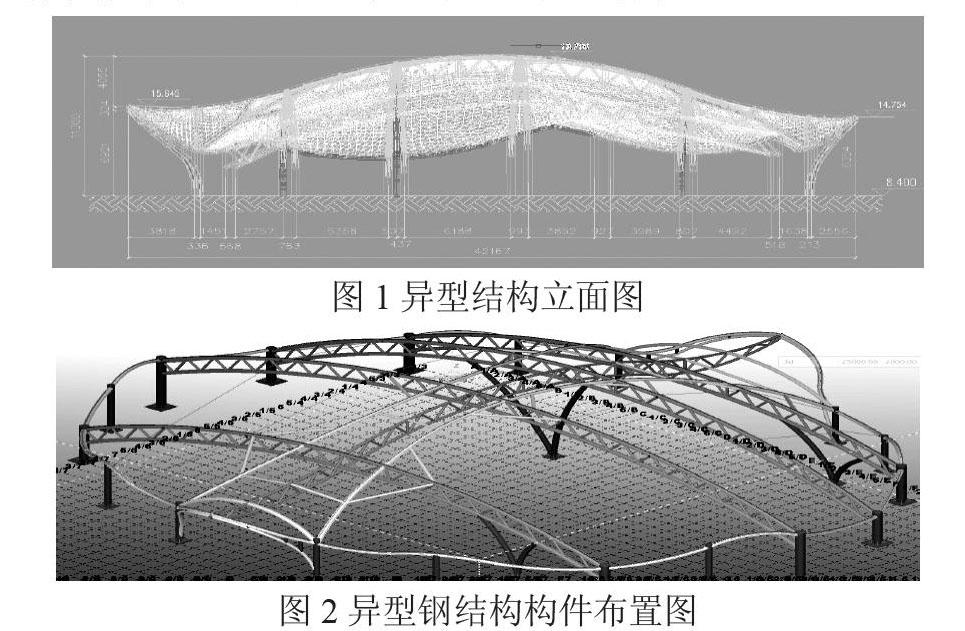
某海洋公园展览馆建筑面积为2256㎡,该工程长48m,宽47m,为单层钢结构张拉膜结构,最低檐口及屋顶标高分别为14.754m、19.700m,工程主体钢构由18根直钢管柱和4根标高不一致异型弧管钢柱及与之相贯的大跨度管桁架及异型圆管组成,异型管桁架钢梁最大跨度为48m,且为弧形椭圆线型结构,最大弦高为7.4m,最大单重为12.92吨,最大管径规格为φ325×16,异型桁架主管拼缝为带衬板全熔透焊接,主管和支管为坡口熔透焊接,由于管跨度较大,焊接拼接节点较多,容易产生焊接平面内变形及侧向变形,在制作过程中,需采取反变形措施及合理的焊接工艺进行施工,加强过程工艺控制,保证产品的焊接、外观质量及安装整体几何尺寸。屋盖由四榀大跨度管桁架预拼装组合桁架、五榀异型屋脊钢桁架、屋脊弧管支撑及四周异型弧管组成,屋面采用张拉膜结构,墙面采用玻璃幕墙进行装饰,安装精度工艺要求高,采用全焊接节点连接,施工难度大。设计独特、新颖,眼看就像海洋里的鳐鱼。见下图1、图2所示。
图1异型结构立面图
图2异型钢结构构件布置图
2 研究过程
异型结构产品实际制造安装之前,首先经电脑计算机,采用国内外先进的优化设计软件进行模拟设计及制作安装的整个过程,进行1:1三维实体模拟放样及二维平面放样分析,确保设计方案及制作安装方案的可靠性和准备性。展览馆研制过程所用的设计、制作安装虚拟研究分析的软件主要有Tekla Structures、CAD以及PIPE2002。
2.1、圆管钢柱、异型弧形管工艺
制作流程:放样下料→相贯口切割→管压弯→接管焊接→喷砂除锈→涂装→检查编号标识。
2.1.1、放样及下料
下料前应先确认材质和熟悉工艺要求,然后根据排版图、下料加工单、零件草图和电脑三维实体、二维平面图进行号料。
2.1.2、相贯口切割
钢柱圆管、钢梁圆管相贯口由PIPE2002数控管相贯切割机进行切割加工。根据预先由Tekla三维及CAD二维放样好的实体,通过PIPE2002数控切割软件,转换成相贯线切割程序进行切削加工,根据不同的焊接工艺参数要求,可以精确的进行等离子切割管件以及不同角度坡口的一次成型加工,电脑放样及实际切割如下图3所示:
图3异型管相贯口切割
2.1.3、弧形管压弯成型:
对于异型弧形管柱及异型钢管梁,由三维优化设计分析及二维平面放样后,先相关相贯口切割加工并对相贯口保护好后,再进行异型弧管的压弯成型。由于圆管管径较大,弧管采用液压千斤顶机械设备进行压弯,在压弯过程中,不间断的进行局部弧度、弧长、弦高等重要控制尺寸进行检查,对局部有变形、表面凹陷、凹痕等缺陷的部位要及时进行校正和采取修边措施,以保证弧度的精确性。压弯成型尺寸由计算机1:1实体设计放样进行确定,其弧度放样标注及液压成型原理如下图4、图5所示:
图4异型空间管实体设计及工艺图纸
图5异型管设备及成型研究原理图
2.1.4、接管焊接
对跨度较大或钢构件过长的圆管要进行圆管拼接和焊接。展览馆项目所用钢管均为低碳无缝钢管,根据优化设计圆管工艺要求,其钢管对接焊缝工艺要求如下:
1)管对接坡口型式要求如下图6所示,坡口部位加内衬垫板焊接:
图6管对接焊接工艺图
2) 先用小直径焊条打底焊,然后用常规焊条施焊。对接焊缝必须焊透,焊接完成后应进行100%超声波无损探伤检测。
2.1.5喷砂除锈、涂装及标识编号
管对接及二次校正完成后,进行钢圆管构件的喷砂除锈、涂装标识,为了保证涂装质量,必修保证除锈等级达到国家标准的要求;涂装环境温湿度要满足喷涂油漆施工环境技术条件要求,在涂装过程中对工厂及现场的拼接焊缝处需预留50mm宽的坡口部位用橡胶带进行保护;最后标识要清晰,便于查找。
2.2 异型大跨度桁架工艺
制作流程:放样下料→相贯口切割→管压弯→单根管焊接→桁架主管和支管的组装→焊接→第一次几何尺寸检查→喷砂除锈→最终几何尺寸检查→涂装→检查编号标识。
2.2.1下料
桁架圆管下料、相贯口切割、管压弯成型及单管对接工艺与圆管钢柱、异型弧形管工艺相同。
2.2.2异型桁架组装
由于异型桁架尺寸不规则,跨度大,桁架组装过程中,组装精度难以把握。焊接节点过多,焊缝比较集中,焊接过程中会产生较大的焊接热应力,是桁架产生热变形扭曲。为了准备把握异型桁架组装尺寸及控制变形,桁架钢构件在制作安装之前,先由计算机进行三维实体及二维放样精确模拟,确定好尺寸后,在有足够大的工厂加工车间制作专有组装平台,进行1:1的预拼装连接,先进行点焊连接,进行尺寸核对,符合放样图纸要求后,再进行焊接。制定合理的焊接工艺,组织好合理的焊接顺序、合理的焊接方法和焊接工艺参数,焊接完成后熔透焊缝需进行100%超声进行无损探伤检测,对不满足技术要求的要根据工艺的要求进行合理返修;
展览馆异型桁架弧管弯度大,且管壁厚达16mm,加工采用热加工辅助成型及热矫正,在加热过程中,逐步给钢管加压力,并严格控制加热温度,其加热温度控制在900℃~1000℃,碳素结构钢在温度下降到700℃之前,应结束加工并缓慢冷却。
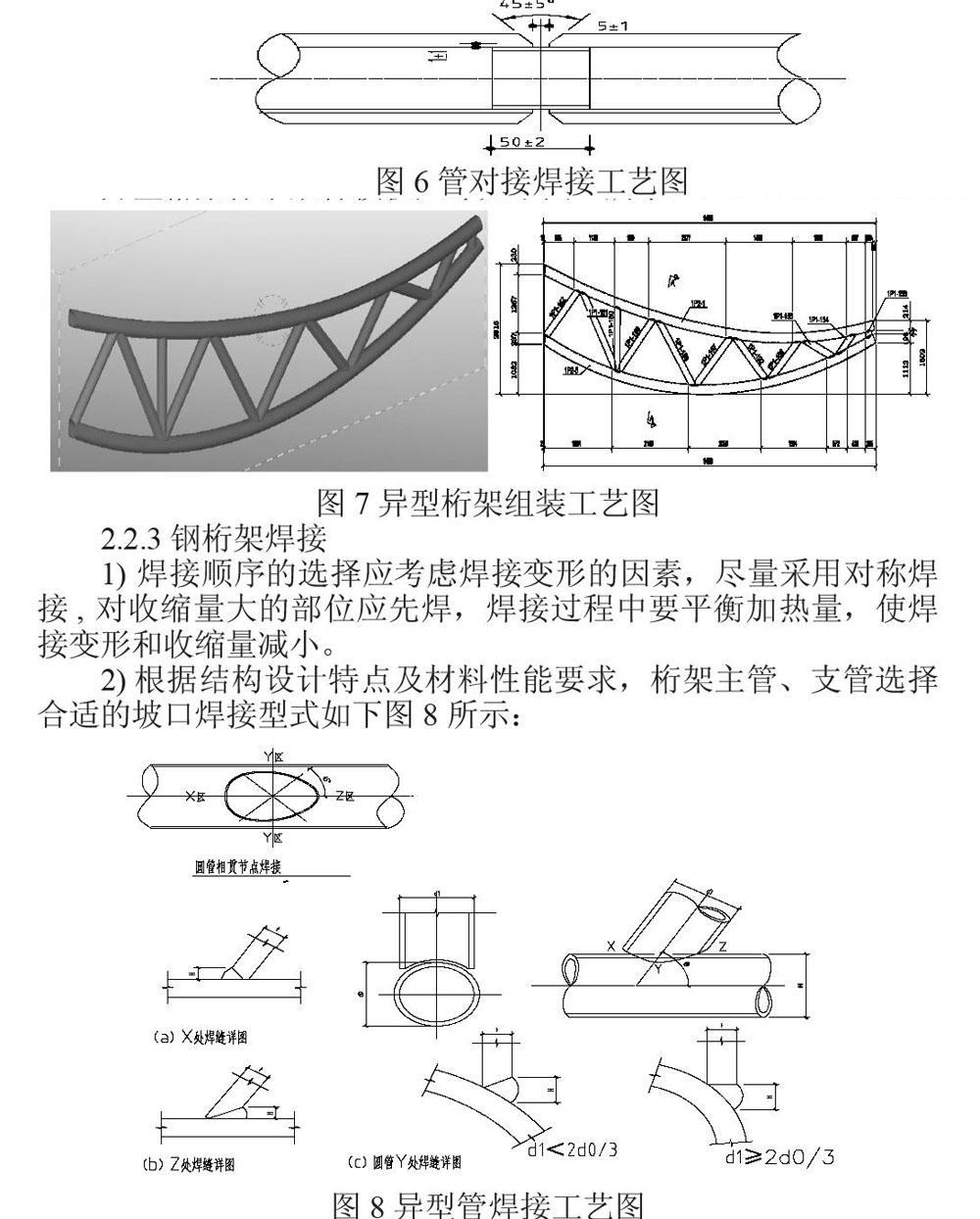
异型桁架标准放样模板尺寸如下图7所示:
图7异型桁架组装工艺图
2.2.3 钢桁架焊接
1) 焊接顺序的选择应考虑焊接变形的因素,尽量采用对称焊接, 对收缩量大的部位应先焊,焊接过程中要平衡加热量,使焊接变形和收缩量减小。
2)根据结构设计特点及材料性能要求,桁架主管、支管选择合适的坡口焊接型式如下图8所示:
图8异型管焊接工艺图
3) 焊后应对焊疤初焊磨平,清除焊渣和飞溅物。
4) 钢管等空心构件的外露端口采用6mm厚钢板作为封头板,并采用连续焊缝密闭,使内外空气隔绝,并确保组装、安装过程中构件内不得积水。
5)先用小直径焊条打底焊,然后用常规焊条施焊。对接焊缝必须焊透。当多根支管同时交于一节点,且支管同时相贯时,支管按大管径和壁厚优先。
6)支管端部的相贯线焊缝位置分为X(趾部)、Y(侧面)、Z(踵部)三个区域、X区采用对接坡口焊接,Y区采用带坡口的角焊缝, 滑过渡,且焊缝均按全融透焊缝进行施工,有效焊缝高度he>1.15t, 且he<1.25t,t为支管的壁厚。
2.2.4除锈、防腐
钢桁架喷砂除锈、涂装、检查及编号标识同圆管钢柱、异型弧形管工艺。
3 钢柱吊装工艺
圆管柱为单根柱子,为了便于钢柱能够准确定位,预先在钢柱柱底精确预埋安装定位锚栓。由于锚栓位置分布不规则,为了精确定位,用全站仪分别进行距离和角度。钢柱为单点起吊,起吊是在距钢柱柱顶约350mm位置焊接连接耳板,通过吊具起吊后,需用手葫芦拉好缆风绳,吊装过程中不断进行位置调整,以保证能准确定位,其起吊方式如下图9所示:
图9钢柱吊装工艺设计图
4 大跨度异型桁架梁安装:
工厂分段模块化制造完成后运输至安装现场附近,首先测量钢柱与钢柱间的定位尺寸、桁架梁待安装标高尺寸、方位坐标等是否符合结构设计要求,报检合格后,才能开始桁架梁的吊装。桁架梁在吊装之前,应进行整体预拼装,符合整体尺寸符合吊装要求后再开始吊装就位、校正、点焊、报验合格后施焊,进行磁粉探伤,合格后打磨光顺,涂装完毕。
大跨度异型桁架梁吊装过程采取多点同时起吊,吊点设置如下图10所示:
图10钢柱吊装工艺设计图
5 结论与建议
本文结合工程实例,通过应用Tekla Structures、PIPE2002、CAD软件对大跨度异型空间管桁架钢结构产品的优化设计、虚拟制造安装的研究分析,总结出一套复杂异型空间管桁架设计、制作及安装工艺技术,此工艺操作简便,构件曲面成型效果好,制作整体尺寸精度高,焊接质量好,实施性强,使工程能够顺利完成安装,满足标准规范要求。
参考文献:
[1] 冯锋. 复杂钢结构工程节点设计与深化设计无缝结合[J]. 施工技术,2012.41(7)p341-343.
[2] 沈才兴,林颖儒,白英胜. 大跨度钢管桁架屋盖设计和施工技术[J]. 建筑机械化, 2005, (1):58–61.
[3] 孙建琴.大跨度空间结构设计[M]. 北京:科学出版社,2009
[4] 伍小平,高振锋,李子旭. 国家大剧院钢壳体施工全过程模拟分析[J]. 建筑结构学报, 2005,26(5):40–45.
[5] 中冶集团建筑研究总院. JGJ81—2002 建筑钢结构焊接技术规程[S]. 北京: 中国建筑工业出版社,2002.
[6] GB8923—88 涂裝前钢材表面锈蚀等级和除锈等级[S]. 1988.
[7] 陈禄如. 建筑钢结构施工手册[M]. 北京: 中国计划出版社,2002.
[8] GB /T1591—2008 低合金高强度结构钢[S]. 2008.
[9] 蒋文雅, 麻秀娟. 采用Tekla Structures软件进行异形结构建模 [J]. 石油工程建设, 2010, 36(2):P 16-17 .
[10] 冶金工业部建筑研究总院. GB50205—2001 钢结构工程施工质量验收规范[S]. 北京: 中国计划出版社,2002.
猜你喜欢
交通科技与管理(2021年13期)2021-09-10
中国建筑金属结构(2019年2期)2019-03-14
中国建筑金属结构(2018年4期)2018-05-23
电脑知识与技术(2016年25期)2016-11-16
计算机教育(2016年7期)2016-11-10
科技视界(2016年21期)2016-10-17
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14