
不断创新的我国有色合金特种铸造技术
——2015年第11届压铸工业展览会评述
2015-11-16 06:04中国铸造协会顾问江苏省铸造学会荣誉理事长耿鑫明
金属加工(热加工) 2015年11期
中国铸造协会顾问,江苏省铸造学会荣誉理事长 耿鑫明

随着科技不断发展进步,对铸件提出了更高的要求,如尺寸精度、形状与表面粗糙度更接近零件近终形状与尺寸;实现少无切削加工;铸件质量好、力学性能高;简化生产工艺过程,改善环境及劳动条件;实现机械化与自动化,提高生产效率,节约资源,降低成本,取得好的经济效益与社会效益。
本次展会展出的铸件,反映了我国铸造工作者根据市场需求,以不同的特种铸造工艺方法,创新生产出的高水平铸件,特别是发展较快的铝、镁等合金铸件。参观后改变了人们对铸件是“毛坯”的概念,这些特种铸造件可说是名符其实的“精品”、“精坯”,有的还是精美的“艺术品”。
1. 压铸件
展出的压铸件越作越精,主要表现在优化设计,有的将原来2~3件产品优化合并设计成一件;在工艺上不少铸件采用真空压铸、局部挤压,以提高产品质量;半固态铸造在国内已有实际应用。如:重庆宗申动力公司生产的NP100箱体,材质ADC12,重1.4kg,年产15万件,产品结构复杂,主体壁厚为1.5~10mm,厚薄不均,各部位要求组织致密无缩松,设计兼容水平和垂直两种动力输出方式,该公司采用有限元软件Ansys分析,实现轻量化设计,减轻铸件重量30%。他们还采用FLOW-3D进行模流填充分析,提高了铸件质量及合格率。
湖北华阳公司生产的变速箱换档上盖,通过优化设计,将原有的顶盖与上盖两个铸件组合成一体,取得了很好的效果。
广东文灿公司生产的车门框架,材质SF36,重4.775kg,尺寸1200mm×780mm×120mm,平均壁厚2.5mm,σb≥210MPa,δ>8.5%,用于美国特斯拉汽车Tesla的Model×车型,采用的是真空压铸。
广东鸿图公司生产的薄壁CVT离合器壳体,材质ADC12,重5.8k g,年产10万件,结构复杂,平均壁厚3.5mm,为满足汽车轻量化要求,主体壁厚仅为2.3mm,而且有气密性要求,在工艺上采取模温控制、真空压铸及高压冷却。
采用真空压铸和局部挤压技术生产的压铸件。如:重庆渝江公司生产的6F控制体下阀板,材质A380,重1.3kg,该件用于实现变速箱速度切换,阀孔气孔要求最大0.3mm。
宁波隆源公司生产的NA01阀盖,材质ADC12,重0.22k g,均有致密性要求,因此这类铸件都采用了真空压铸加局部挤压。
苏州春兴公司生产的19in(1in=25.4mm)镁合金电脑壳,材质是公司改良的镁合金材料HJM-1,重272g,平均厚度<0.85mm,该材料流动性、机械强度、散热性、耐蚀性都很好,是业内生产大尺寸镁合金薄壁件的技术创新及突破。
北京有色金属研究总院生产用于涡轮增压器的叶轮,材质A319,重0.28k g,采用半固态触变压铸技术,反映了半固态压铸技术在国内有了实际的应用。
2. 低压铸造件
低压铸造件不少采用树脂砂制作型芯,生产了大型或技术要求高的铸件。如:南通爱尔思公司生产的大型气体变压器外壳,材质ZL101A,重1300kg,平均壁厚12mm,是目前世界上最大的低压铸造件。该铸件水压试验通过0.65MPa,氦气检漏1.0×10-8Pa·m2/s,该产品客户研制时曾采用钢板焊接,但自重过大,运输安装不便,后改为铝合金普通铸件代替,但体积过大,铸型加铸件合计30t,该公司采用具有自主知识产权的创新技术“双炉双升液管低压铸造工艺”,制出致密度要求高,机械加工尺寸公差小,密封面不允许≥0.3mm针孔,以及气密性要求为年泄漏率<0.5%的优质铸件。
江苏江旭铸造集团公司生产的水冷机电壳,材质A356,重9kg,用于江淮电动汽车项目,年产10000套,是新能源电动汽车核心驱动电机的壳体部件,驱动电机冷却方式为水冷,铸件结构采用多环层水道,制造难度大,该公司工艺上采用了多砂芯组合成内芯生产出了复杂的低压铸造件。
又如:烟台路通公司生产的叶板、浙江奥凯公司生产的英格索兰升降机发动机壳体、重庆志成公司生产的PLS875T等铸件,均采用低压铸造工艺,生产了大量优质、复杂的铸件。
3. 挤压铸造件
挤压铸造件能通过热处理强化,可大幅提高铸件的力学性能。突出的是苏州三基公司生产的红旗C028四驱轿车前副车架,材质A356-2,重14.7k g,采用了该公司生产的立式挤压铸造机SCV2500生产,该件的设计和开发,使挤压铸件通过T6热处理后得到强化,其材质的抗拉强度达到280MPa,屈服强度225MPa,伸长率达8.1%,硬度为95HBW。
苏州金澄公司生产用于中兴通信高空固定发射器、支座。
广州金邦公司生产用于电动汽车的气囊支撑臂等一批受力较大、致密性要求较高的零件,均采用了挤压铸造,使挤压铸造工艺扩大了应用。
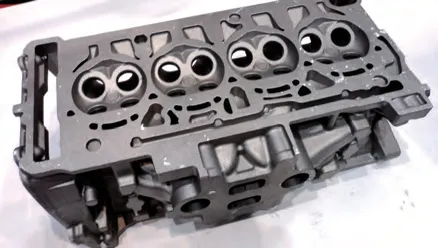
4. 金属型铸造件
金属型铸造件是指用金属型重力铸造生产的铸件。金属型铸造是我国首创的最古老的铸造方法之一。这次展会的产品,配合现代的树脂砂芯、壳芯等铸造出的铸件越来越复杂,也越来越精细,使这一古老的铸造方法换发了青春。
广东肇庆动力公司采用金属型生产的G501 气缸盖,材质A356,外廓尺寸410mm×267mm×112mm,平均壁厚4mm,重10.7kg,用于江铃汽车自主研发的1.5L、1.8L涡轮增压汽油发动机,屈服强度≥220MPa,抗拉强度≥285MPa,伸长率≥4%,硬度(100±10)HBW,目前年产15万件,采用倾斜浇注。
一汽铸造公司生产的EA888 Gen3缸盖、重庆新红旗公司生产的气缸盖、浙江振义公司生产的进气管,以及浙江玉环盛大公司生产的磁悬浮转向托臂等,都有强度与致密性或一类铸件要求。
5. 结语
总之,这次展会标志着我国有色合金特种铸造技术发展又欣开了新的一页,是一次充满活力、继续推动我国铸造业再创辉煌的盛会。笔者作为从事该行业已58年的“老义工”,为业界同仁在各自的工作中所取得的进步与成就深感鼓舞和自豪,深信通过这次展会平台互动交流,将进一步推动我国铸造业的发展,为国际铸造业的进步做出新的贡献。




猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15
机械工业标准化与质量(2022年3期)2022-08-12
山东冶金(2019年6期)2020-01-06
世界农药(2019年2期)2019-07-13
中学生数理化·八年级物理人教版(2018年9期)2018-11-09
中国铸造装备与技术(2017年6期)2018-01-22
中国铸造装备与技术(2017年3期)2017-06-21
铜业工程(2015年4期)2015-12-29
Coco薇(2015年10期)2015-10-19
Coco薇(2015年10期)2015-10-19
