
全自动浇注机的研发和应用案例
2015-11-16 06:04朱小钢
金属加工(热加工) 2015年11期
■朱小钢
1. 设备研发背景
浇注是铸造生产中的关键环节之一,基于工艺要求的快速浇注可以最大限度地发挥造型生产线的生产率;良好、精确的浇注可以获得质量高的铸件产品,而且还可以避免铁液的浪费;自动化程度高的浇注设备可以保证浇注过程的安全性并节省大量人力、物力。
全自动浇注机必须达到最佳浇注,即必须准确地将铁液稳定浇入浇口杯,并且浇注过程中始终保持浇口杯处于充满状态直至浇注结束,同时要在保证工艺要求的前提下尽量加快节奏,保证造型线的节拍不受浇注的影响。
目前,全自动浇注机有三大类,即底注式、气压保温式和倾转式,适用场合各不相同,只有这样才能充分发挥各自的优势。
(1)底注式浇注机 优点:①浇注节拍快。②铁液较纯净,可减少铸件夹渣、渣孔缺陷的产生。缺点:塞杆和浇嘴更换频繁,费用高。
底注式浇注机适用于造型生产率大于300型/h的垂直无箱造型或只浇注灰铸铁的有箱造型线。
(2)气压保温式浇注机 优点:①可以对铁液进行保温和升温。②浇注质量稳定。主要缺点:①炉内积渣清除困难。②浇注炉修炉时间长。
气压保温式浇注机适用于造型速度较快、浇注箱重较大且同种牌号铁液的有箱造型线。
(3)倾转式浇注机 优点:①使用灵活,可以随时控制铁液流速,使用广泛。②不存在漏液现象。③浇包修理方便。④使用成本较低。⑤铁液牌号切换便捷。缺点:铁液需要倒包。
倾转式浇注机适用于造型生产率150箱/h左右,且灰铸铁、球墨铸铁混线生产的脱箱造型线。
为了实现水平脱箱造型线的自动浇注,我公司研发了倾转式自动浇注机,用于铸件生产过程中金属熔液的浇注,其采用全伺服驱动方式,具有自动称量精度高和浇点定位准确等特点,是脱箱造型线必备的浇注装备。
2. 倾转式自动浇注机
倾转式自动浇注机驱动方式主要有绕包嘴驱动和浇包重心驱动两种。
HAPI型自动浇注机设备结构特点:
(1)采用绕包嘴驱动方式。以浇包浇口位置为中心旋转来进行浇注,倾斜角度0º~70º,保证稳定浇注。
(2)纵向行走装置。浇注机纵向行走采用交流伺服控制,由齿轮、齿条机构完成运动,运行可靠、平稳、灵活,定位准确,具有无级调速和走节距功能,可以自动回原位,浇包可纵向移动以对正浇口杯。
可与造型线建立联锁,控制造型线暂停推型,并且可以实现与造型线同步运行。
浇注机两端设有安全开关,防止误操作发生危险,并有自动清扫轨道装置。
(3)横向移动,采用伺服电动机驱动,沿生产线方向移动,轨道长度与可浇注砂型数量相适应。
(4)升降移动采用滚珠丝杠提升,直线导轨导向。在浇包倾倒时,升降装置可以实现高度调整,以适应不同砂型高度。
(5)称重采用精密数字化传感器模式,对流量和浇注重量进行计量控制。
(6)浇包容积600k g以下采用单提升滚珠丝杆;800k g以上采用双提升滚珠丝杆。
(7)浇包容积600k g以下采用侧挂式浇包;800k g以上采用回转机架双挂式浇包,机动滚道换包。
(8)浇注倾转采用电动单推杆。
(9)采用筒状茶壶形浇包,具有良好的撇渣性能;为了保证浇包保温效果最好,优化了桶状浇包桶体结构,以确保液体金属表面积最小并配有包盖,可有效减少热量损失,减小温降。
浇包配有对应的筑包模具,可以满足桥式起重机和叉车的运输要求。
(10)电控系统。采用可编程控制器(PLC)控制,具有体积小、抗干扰能力强、性能可靠及使用方便等优点,提高了机器运行的可靠性。各个联锁安全、可靠,并设有急停开关。
该系统配有人机界面,可以设定和显示各个运行参数,监控运行状态,故障报警。浇包倾转速度及倾转角度可在该界面显示,并有铁液下限位报警。
(11)随流孕育装置。该装置固定于浇注机上,由料斗、螺旋给料机、气控系统、导管、红外热金属探测器等组成。
孕育剂的加入量通过微型螺旋给料机来控制,由变频控制实现无级调节给料量,达到随流孕育的目的。
该装置设有料位检测,当料位不足时可提示加料,保证加料和浇注同时开始。
(12)同步装置。该装置取造型线的运行信号,控制浇注机与造型线同步运行实现同步浇注,保证浇注过程不停线。使用旋转编码器采集信号,并可以对信号进行一定处理,保证同步过程稳定、准确。
(13)智能识别浇注。浇包更换完毕后,只需按下自动启动按钮,浇注机根据砂箱状态(需手动设置)自动运行至距生产线最近的未浇注砂型,并自动预对准浇口(若浇口出现偏差,只需微调)进行自动浇注。砂型浇注完成后,自动运行至下一箱可浇注砂型进行浇注并可以自动跳过坏砂型,自动过程持续至剩余铁液不足以浇注一箱砂型。铁液剩余不足时,提示补充铁液。
(14)型板参数预输入功能。将所生产的产品参数输入,若待浇注产品参数变更时浇注机的浇注参数随之自动变更。浇注参数包含:型板号、铸型高度、浇注位置、浇注重量设置、孕育剂设置、浇注曲线等。
HAPII型自动浇注机特点:
(1)采用绕包重心驱动方式。倾斜角度0º~70º,保证稳定浇注。
(2)横向移动、纵向移动和浇包倾转采用伺服电动机驱动,可实现三轴联动。
(3)升降移动采用滚珠丝杠提升,直线导轨导向。
(4)虚拟绕包嘴浇注,自动适时调整铁液的浇点,保证稳定浇注。
(5)称重采用浮动托盘、4点称重。
(6)通过同步编码器,实现横向移动同步浇注。
(7)浇包采用侧挂式固定,实现浇包快速装卸。
(8)通过孕育机构实现浇注时适时孕育处理。
(9)采用气缸升降配重,改善升降丝杠和伺服电动机的受力状态,延长其使用寿命。
主要技术参数如下:
铁液材质为球墨铸铁、蠕墨铸铁、灰铸铁;浇包容量500~1200k g;浇注重量15~50k g;浇注精度<±1k g;浇注速度3~7kg/s。
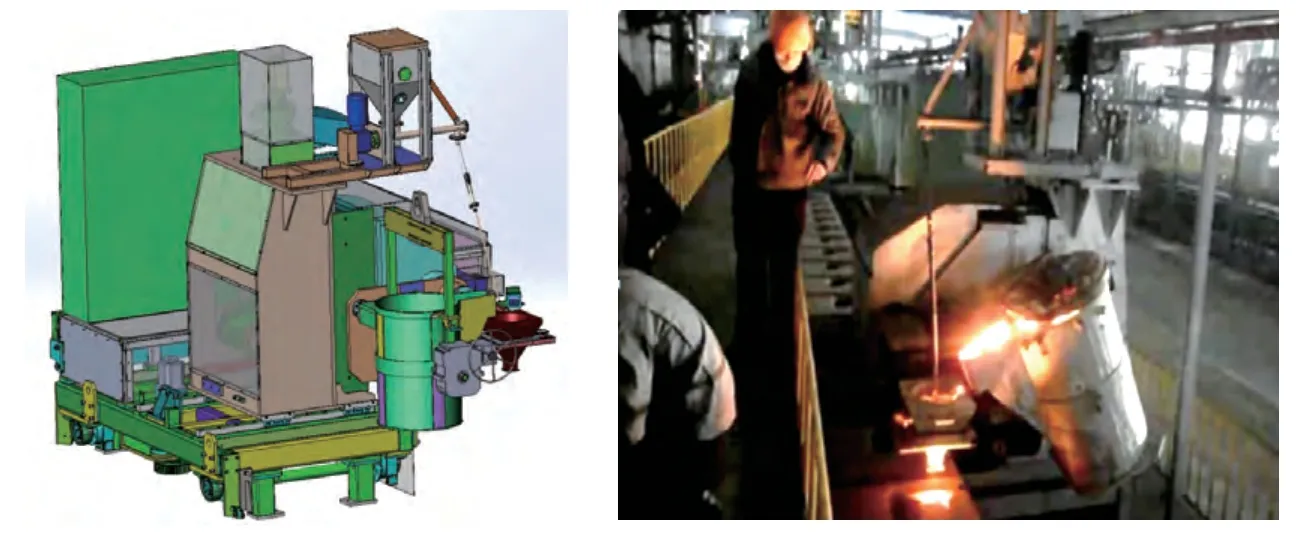
图1 浙江某公司HAPI浇注机
3. 应用案例
案例1:HAPI—50浇注机2014年用于浙江某公司AMF-Ⅲ07脱箱造型线的自动浇注(见图1),造型线生产率100型/h,主要生产缝纫机机头、底板等铸件,浇包容积500k g,每包铁液浇注10~30型,投产已稳定运行一年。
案例2:HAPII—50浇注机,2015年用于山东某公司AMF-Ⅲ06脱箱造型线的自动浇注(见图2),造型线生产率120型/h,主要生产卡钳体等铸件,浇包容积600k g,每包铁液浇注10~30型。该自动浇注机投产两个月以来,运行平稳。

图2 山东某公司HAPII浇注机
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15
机械工业标准化与质量(2022年3期)2022-08-12
中国铸造装备与技术(2021年6期)2021-12-02
铸造设备与工艺(2021年4期)2021-10-17
中国铸造装备与技术(2021年1期)2021-02-02
TMR Modern Herbal Medicine(2020年2期)2020-05-07
中国铸造装备与技术(2017年6期)2018-01-22
中国铸造装备与技术(2017年3期)2017-06-21
中国铸造装备与技术(2017年2期)2017-06-01
中国设备工程(2017年2期)2017-03-06
