同向双螺杆大型混炼挤压造粒机组切粒效果异常的主要原因分析及解决方案
2015-11-18 01:18刘鑫传
橡塑技术与装备 2015年10期
刘鑫传
(大连橡胶塑料机械股份有限公司,辽宁 大连 116039)
同向双螺杆大型混炼挤压造粒机组切粒效果异常的主要原因分析及解决方案
刘鑫传
(大连橡胶塑料机械股份有限公司,辽宁 大连 116039)

对同向双螺杆大型混炼挤压造粒机组切粒效果异常的主要原因进行了详细分析,提出了实际、可靠、高效的解决方案。
同向双螺杆大型混炼挤压造粒机组;模板;切刀;主要原因;原因分析;解决方案
同向双螺杆大型混炼挤压造粒机组是大型聚丙烯装置后处理的关键设备。通过加料装置将聚丙烯粉料与各种添加剂混合态加入挤出机筒体内,在高温下剪切、熔融。挤出机将熔融的聚合物混炼、塑化,通过齿轮泵建压及换网装置过滤后,进入模板切粒。切粒机采用水下切粒方式,造粒模板将熔融的聚合物通过模孔挤出,切粒机上旋转的切粒刀贴合在模板表面,将其切成颗粒,并在工艺水中冷却,被工艺循环水输送至离心干燥器、振动筛,经干燥、筛分后送至包装车间。
设备主要组成包括:计量喂料系统、驱动系统、混炼挤压系统、挤出造粒系统、粒子处理系统、其它辅助系统、电气控制系统七个主要部分组成(见图1)。
大型混炼挤压造粒机组目前在国际上有四家主要的供应商:大连橡胶塑料机械股份有限公司、德国CWP公司、日本KOBE公司、日本JSW公司。大连橡胶塑料机械股份有限公司作为国内唯一的大型混炼挤压造粒机组供应商,“大橡塑”品牌在石化业界拥有优异的使用业绩及口碑。
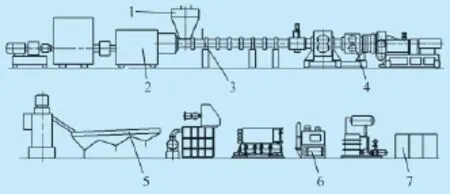
图1 机组流程图
在石化用户的实际生产过程中,多数用户都会出现成品聚丙烯粒子中有“带尾料”、“片料”、“细料”等切粒效果异常现象。通过对同向双螺杆大型混炼挤压造粒机组运行的长期监控及为众多石化用户进行的进口设备检维修工作,对在实际生产中导致切粒效果异常的主要原因进行了研究、分析、解决。
1 切刀与模板的接触情况不理想
1.1“磨刀”操作没有达到使用要求
在造粒机组开车的初期,需要对切粒机的整盘全新切刀进行“磨刀”操作,“磨刀”的效果好坏直接决定了最终的成品粒子质量。如果切刀前进压力及“磨刀”时间设定不合理,出现切刀“偏磨”等现象,就会造成切粒效果异常,成品粒子中混有“带尾料”、“片料”等不合格品。切刀与模板的接触情况关系图如下(见图2)。
在进行“磨刀”操作时,需要要在规定“磨刀”时间后打开切粒机与模板的连接,现场观测切刀的“磨刀”情况。如果出现图2中显示的“不好”情况,则适当调整进刀压力及延长“磨刀”操作时间。直到每把切刀的整个刃口都磨的比较光亮、锋利,接触面均匀,则视为合格,可以进行开车操作。

图2 切刀与模板的接触情况
1.2切粒机进刀压力不合适及刀轴与模板的垂直度超差
当设备运行一段时间出现后,粒子中出现“带尾料”、“片料”等现象,则需要在设备停车后将模板上的物料清理干净,观测模板的磨损情况,根据模板的磨损情况(见图3)进行相应操作。

图3 模板磨损示意图
如出现图3(b)现象,则可能是切刀的前进压力过低,只有切刀的尖端与模板造粒带贴合,需要调高切刀的前进压力;如出现图3(c)现象,则可能是切刀的前进压力过高,只有切刀的尾端与模板造粒带贴合,需要调低切刀的前进压力;如出现图3(d)现象,则可能是模板与刀轴的垂直度出现偏差,切刀只与模板造粒带的局部贴合,需重新调整刀轴与模板的垂直度在0.01 mm以内,垂直度调整方法见图4。
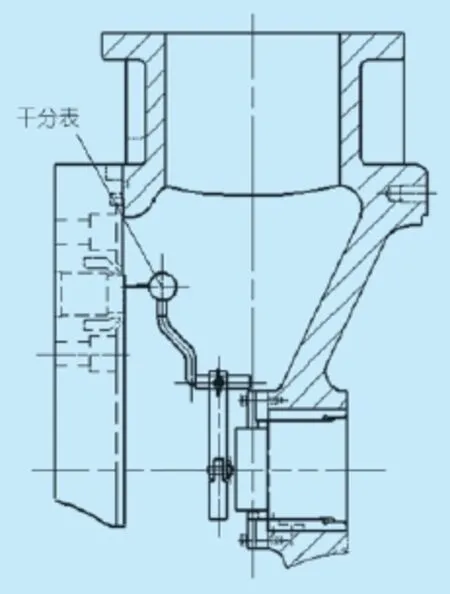
图4 刀轴与模板垂直度调整方法示意图
2 开车时切粒机刀轴进刀不到位
2.1切粒机刀轴前进压力不足
在造粒机组开车时,当切粒机水室与模板锁紧后,如果刀轴前进压力过小,刀轴前进不到位,则在切刀与模板之见会产生很大间隙。当熔融态的聚合物从模板孔流出后,就会产生“缠刀”现象,被工艺水冷却后的聚合物会将切刀盘缠绕住。如果发现、处理不及时,会出现“灌肠”现象,聚合物会将切粒机出口与干燥机之间的工艺水管道堵塞,造成非常严重的事故。
在造粒机组开车前要首先检查刀轴前进压力的设定值是否正确,检查刀轴移动系统(见图5)相关管路及油缸是否有泄漏现象,最好在开车操作前单独动作刀轴前进、后退功能,观察刀轴运行是否到位。定期对刀轴移动系统进行维护,对系统液压油进行更换,并循环将系统中的空气排干净。

图5 刀轴移动系统原理图
2.2模板造粒带表面残余聚合物“垫刀”
切粒机水室与模板锁紧前,需要清理“充模板”操作后残留在模板造粒带表面的聚合物。如果对模板造粒带表面残留聚合物清理不彻底,则残留的聚合物会垫在模板与切刀之间,使模板与切刀之间产生间隙出现“垫刀”现象,造成切粒效果异常。
在进行模板清理工作时,应使用专用工具进行操作,并在最短的时间内将模板造粒带残留聚合物清理干净,同时对模板造粒带表面喷涂雾化硅油对模板出料孔进行迅速冷却,延缓模板内残余物料的流动速度。清理结束后第一时间启动切粒机运行,在最短的时间内将切粒机水室与模板锁紧。
3 模板使用情况异常
3.1模板加热不均匀
模板的使用性能对能够产出合格粒子至关重要,如果模板加热不均匀,会造成模板的不同区域出料孔聚合物流速不均匀,有快有满,造成切粒效果异常,会出现“大小粒”现象,严重的可产生“垫刀”现象。
模板在出厂前要进行热成像试验,试验数据合格后方可出厂,并提供相关试验报告。确保模板使用的热油系统工作正常,热油温度到达模板使用要求。在模板加热稳定后,使用红外线温度计测量模板各区温度,确保模板温度均匀方可开车。调节好工艺水温度,防止工艺水温度过低造成模板温度不均匀。
3.2模板表面不平或出料孔周边不锋利
模板在长期使用后,可能会因为出料压力过高、模板材质等原因造成模板表面不平。模板的出料口在切刀的长期切削下出现缺口、钝化等现象。如果出现上述情况,则或造成切粒效果异常,可能会出现“碎屑”料,并且可能对切刀造成严重损坏。
在设备停车期间或因切粒效果异常停车后,使用模板刀口尺工具对模板造粒带表面进行检测,确保模板的平面度达到使用要求。对模板的出料孔进行细致观测,确保出料孔的周边锋利。定期对模板出料孔周边进行研磨,确保出料孔周边锋利。如果出现模板造粒带表面不平现象,就需要立即对模板进行复磨,复磨后的模板参数需达到使用要求。
4 切刀与模板的匹配不合理
切刀与模板在生产中匹配使用,切刀与模板是一对摩擦副。当切刀与模板的硬度与材质匹配不合理时,会造成切粒效果异常。当切刀的硬度过高时,会造成“磨刀”困难,切刀与模板磨损过快,严重缩切刀与模板的使用寿命;当切刀的硬度过低时,会造成切刀磨损过快,增大造粒机组停车的次数,成品粒子中会产生大量粉尘。
模板造粒带的硬度通常在62 HRC,切刀刀刃硬度在57~59 HRC,在此数据下模板和切刀可以正常工作。模板造粒带材质(通常为WC或TiC)与切刀刀刃需选用合适的合金材料,确保使用寿命。
5 切刀的磨损
在实际生产中,切刀与模板不停的磨擦,并且多重因素都会导致切刀的损坏,是大型造粒机组中最常更换的易损件之一。进刀压力过大、刀轴与模板的对中性不好、粘附在模板表面的金属残留物会造成切刀刀刃崩裂或产生断刀。长时间不更换切刀、不解锁切粒机刀轴锁紧装置会造成切刀磨损过度及发生“垫刀”现象。上述原因都会造成切粒效果异常,产生“带尾料”或“絮状料”。
当造粒机组停机时,要仔细检查整盘切刀的表面,确保切刀表面的完成、光滑、刃口锋利。定期更换切刀,更换时需要将整盘切刀全部更换。通常切刀的更换周期在3~6个月,切刀刀刃的合金最大磨损量控制在2 mm以内。严格按照切粒机的操作规程操作,不能随意更高各项参数设定。定期清理模板表面,复查刀轴与模板的对中性。
6 工艺水温度设定不合理
造粒机组开车程序中,决定能否开车成功的一个最重要因素就是“水”、“刀”、“料”的三同时。就是工艺水进入水室、切粒机刀盘转动、模板出料这三个工序要同时进行,才能保证开车成功。其中工艺水的温度设定是其中一个重要因素。工艺水进入水室后,对模板进行迅速冷却,尤其是模板的下半区最先接触到工艺水。如果工艺水的温度设定不合理,则模板下半区的模孔可能会出现大面积堵塞现象,堵塞后的模孔在后续生产中很难被聚合物冲开,造成模板出料孔出料速度不均匀现象,造成切粒效果异常,形成“大小粒”。不合理的工艺水温度也会降低切刀的使用寿命。
针对不同熔融指数的聚合物要设定不同的工艺水温度参数,通常的工艺水设定范围在60~65℃。通过调节PCW水箱的加热管路控制阀和补水管路控制阀来调节水温。生产低融指聚合物时,适当提高工艺水的温度。生产高融指聚合物时,适当降低工艺水的温度,加快聚合物的冷却成型。
7 聚合物牌号切换时参数设置不合理
石化用户需要根据市场的不同用途需求生产多种牌号的产品,并且经常需要对产品牌号进行切换。因为不同牌号的产品都对应不同的设备参数设置。如果在牌号切换时没有调整好设备参数,就会造成切粒效果异常。比如由低融指牌号切换至高融指牌号时,容易产生“细粒”现象。
对于牌号切换时产生切粒效果异常原因,在生产中要严格按照每种牌号的设定参数进行操作,密切关注设备的运转情况及成品粒子情况。如当产生“细粒”现象,可以通过提高机筒、开车阀、连接套等温度,增强聚合物的流动性。适当将开车阀的开度降低,提高聚合物的混炼度。
同向双螺杆大型混炼挤压造粒机组结构复杂,控制点及故障点多并结合多项工艺组合。在实际生产中导致机组切粒效果异常的原因众多,因此需要在生产中密切关注设备的各项参数及使用情况,严格按照设备的操作规程进行操作,定期对设备进行维护保养并更换备件。当出现切粒效果异常的时候需要有针对性的进行排查、解决,确保造粒机组的连续长期平稳运行。
[1] 机械设计手册. 1998.
[2] J.E.希格列,C.R.米什克. 机械设计能通用手册. 1993.
[3] 刘廷华,魏丽乔,吴世见,等. 聚合物成型机械. 2005.
[4] 第一汽车制造厂设备修造分厂编写组编. 机械工程材料手册,1979.
(XS-04)
扭转市场不利局面 神宁新型聚丙烯正式投产
低端聚丙烯产品市场及售价不断受到冲击,价格及利润持续下滑。为积极应对不利局面,烯烃公司进行市场调研后产出高附加值新产品2240s聚丙烯。
2015年4月16日,神宁煤化工烯烃公司聚合车间PP装置一次性产出高熔指聚丙烯新产品2240s,产品售价较该公司目前市场主打产品每吨高出1 000~1 500元。
据了解,2015年以来,随着国内烯烃项目的陆续上马投产,烯烃公司原来生产的低端聚丙烯产品市场及售价不断受到冲击,价格及利润持续下滑。为积极应对不利局面,烯烃公司组织专人深入广州石化、茂名石化等石油化工公司进行市场调研,成立开发小组,研究确定新牌号产品各项技术指标和生产方案。新牌号2240s聚丙烯产品就是他们利用规模产量及人员、技术优势产出的高附加值新产品。
据了解,2240s是一种具有高流动性、抗冲击的共聚高附加值聚丙烯产品,可用于注塑圆柱形容器、桶、板条箱、洗衣机、汽车内外饰件等,具有市场需求量大、产品售价高的优势。
摘编自“中国化工信息网”
Main analysis and solutions for abnormal pelletizing effect of large co-rotating twin screw mixing extrusion granulation group
Main analysis and solutions for abnormal pelletizing effect of large co-rotating twin screw mixing extrusion granulation group
Liu Xinchuan
(Dalian Rubber & Plastics Machinery Co., Ltd., Dalian 116039, Liaoning, China)
This paper analyzes main causes of abnormal pelletizing effect of large co-rotating twin screw mixing extrusion granulation group, and presents practical, reliable and effi cient solutions.
large co-rotating twin screw mixing extrusion granulation group; template; cutter; main reason; cause analysis; solution
TQ320.66
1009-797X(2015)10-0044-05
B
10.13520/j.cnki.rpte.2015.10.008
刘鑫传(1981-),男,工程学士,工程师,现主要从事橡胶塑料机械的研发设计工作。
2015-02-08
猜你喜欢
肥料与健康(2022年1期)2022-12-02
设备管理与维修(2020年19期)2021-01-05
商品与质量(2020年31期)2020-12-18
凿岩机械气动工具(2019年2期)2019-06-24
科技与创新(2019年3期)2019-02-19
机械工程与自动化(2018年1期)2018-04-02
干旱地区农业研究(2017年4期)2017-08-16
山东工业技术(2016年20期)2016-10-26
浙江大学学报(工学版)(2016年9期)2016-06-05
科技传播(2012年10期)2012-06-06