
快卸销设计及销套十字孔的加工研究
2015-11-21 05:58段亚军
机械制造 2015年2期
□ 段亚军
国营长空精密机械制造公司 陕西汉中 723102
快卸销设计及销套十字孔的加工研究
□ 段亚军
国营长空精密机械制造公司 陕西汉中 723102
快卸销具有快速拆装、自动防松以及可以重复高精度定位等特点,被广泛应用于航空和机械领域。设计了一种十字交叉孔的快卸定位销,定位精度高,拆卸方便。该快卸销在销套的端部设计有十字交叉孔,每个孔中各有一个钢球,销轴上有相应的凹槽,沿销套圆周用4个钢珠进行定位。对新型销套的十字交叉孔设计了一套通用工装,能方便地进行系列加工,很好地保证了定位精度。
快卸销 十字孔 销套 工装
销类零件是机械工程中的常用零件,用于定位、连接和防松。快卸销是其中一种,材料、规格、形式多种多样,有不锈钢和高强度合金钢材质的,适用范围很广,尤其在航空领域。快卸销用于各种快速拆装、锁紧、调整及固定等工况,可快速而轻易地松开,以利于经常性地反复连接。
现有的快卸销,销套上有一个通孔,孔内装有2个钢珠,有时会出现定位和连接不可靠现象。本文设计一种新型的快卸销,在销套端部开有十字交叉通孔,在销套圆周方向利用4个钢珠进行定位,如图1所示。
1 快卸销设计研究
快卸销工作时,按下销帽,可以使销体头部的钢珠缩回,使快卸销穿过工件孔;松开销帽时,钢珠弹出,快卸销将无法从工件孔中拔脱。
1.1 快卸销结构
快卸销由钢珠、销套、手柄、销轴、弹簧、销帽等组成。销轴的一部分在销套内,另外一端套有销帽;销帽与销套相对的一端位于手柄的通孔内;销套上沿圆周方向平均设置了4个孔,对这4个孔要进行收口,收口深度大约为0.4~0.5 mm;每个孔内嵌有一个钢珠,使4个钢珠始终处于十字孔内。销轴上相应位置设有一环形槽,槽深为h1,钢珠伸出销套的高度为h2,加工安装时要保证h1≥h2,如图2所示,正常工作时,4个钢珠都是高于销套一定的高度。
1.2 快卸销原理
如图1所示,正常情况下,4个钢珠与销轴的外圆周面接触,实现快卸销的可靠定位;当拆卸该快卸销时,按住销帽,销帽沿着通孔内壁滑动,销帽通过弹簧推动销轴向右运动,当销轴的环形槽运动至销套的4个钢珠处时,4个钢珠落至环形槽内,此时,4个钢珠的外表面低于销套的外表面,快卸销快速从连接件孔内取出,实现快速拆卸;拆卸完后,松开销帽,在弹簧的作用下,销帽复位。
快卸销装配好后,对手柄右端与销套凹槽配合位置处进行收压,如图3所示。
1.3 快卸销使用
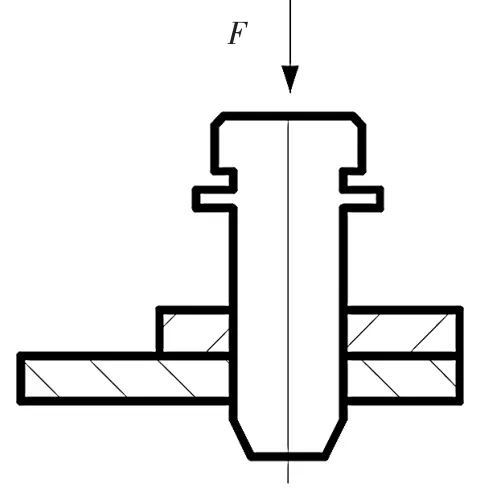
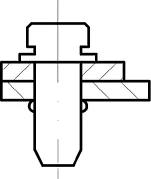
对两个构件进行连接、定位时,如图4、图5所示,压下销帽,4个钢珠都退到销轴凹槽内,此时可以将快卸销穿过销孔(如图4);当穿过后,松开销帽,在弹簧恢复力作用下,销轴复位,钢球弹出,快卸销无法从销孔中拔出,起到了定位或连接构件的作用(如图5)。

▲图1 快卸销装配图
▲图2 图1的A向放大
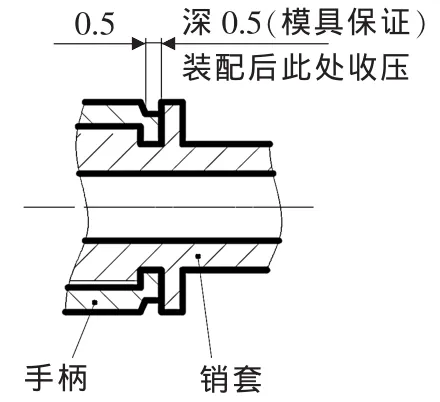
▲图3 手柄和销套的装配放大
2 加工十字孔夹具结构
在销连接中,销套零件杆部都有孔,用来放置定位钢珠,销轴上有相应的凹槽。由于销轴和销套定位精度高,且在非平面的表面上钻孔,所以孔加工时要用工装来保证。若采用普通工装,难以满足高的重复定位精度。为解决上述问题,本文设计了一种钻孔夹具,解决了快卸销销套端部十字孔的钻孔问题,使钻孔的位置精度易于保证;同时通过对定位螺栓长度的调节,可以对同一规格不同长度系列的快卸销十字孔进行加工。
▲图4 正在使用
▲图5 使用后
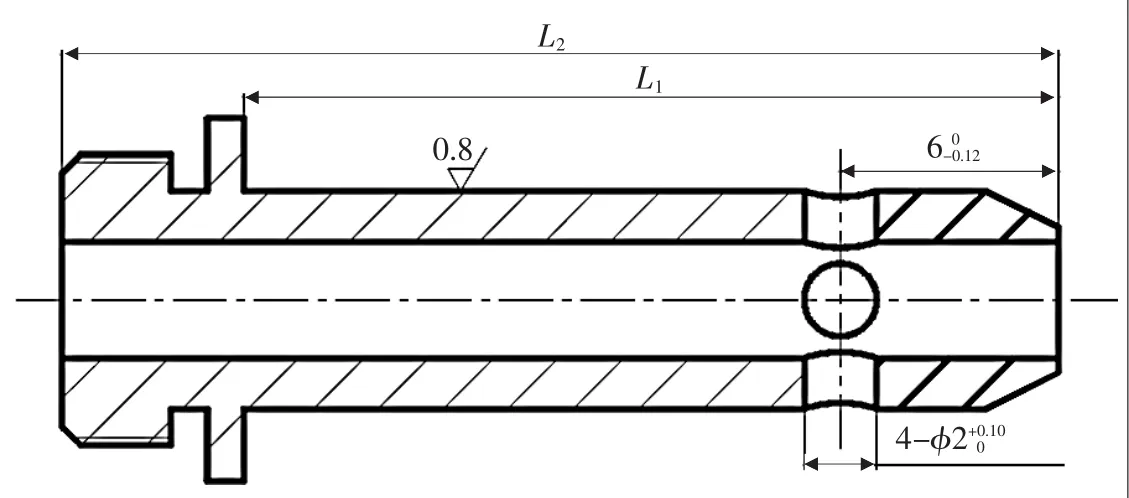
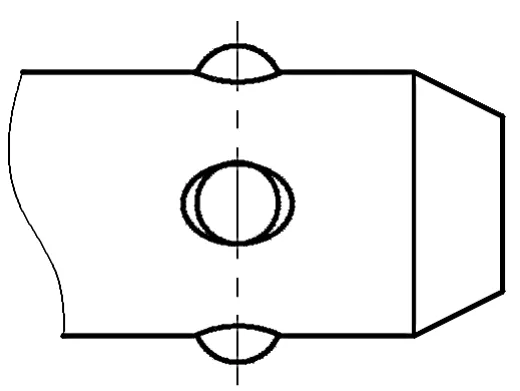
▲图6 快卸销销套
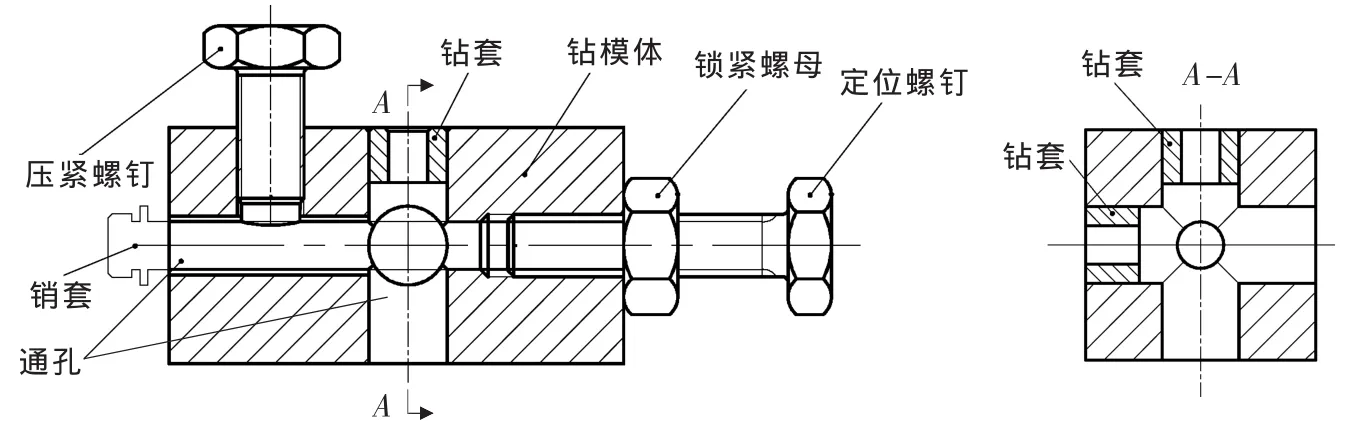
▲图7 快卸销十字孔钻孔夹具装配主视图
2.1 工件的定位与夹紧
孔加工时根据精度要求,可以采用钻、扩、铰、磨等工艺完成。该快卸销销套上的十字孔从尺寸及精度可以看出,通过钻、铰即可达到精度要求。为了减少工步,使工序集中,采用统一工装完成系列加工。本文设计的工装,在同一台机床上即可完成十字孔的钻铰加工。
图6是销套零件图,利用其外圆面和右端面定位。销套限制4个自由度,右端面限制1个自由度,共限制5个自由度。
2.2 夹具结构设计
夹具采用如图7所示结构,由钻模体、钻套、定位螺钉、锁紧螺母、压紧螺钉组成。定位螺钉主要用于控制快卸销销套十字交叉孔在长度方向的尺寸;锁紧螺母用于准确定位后锁紧定位螺钉,防止在加工过程中松动;钻套用于引导钻头,同时防止在加工过程中钻头偏斜;压紧螺钉主要用于压紧销套。
对销套的十字孔进行加工时,先进行工装的粗调。旋入定位螺钉,拧紧锁紧螺母,然后将要进行钻孔的销套装入通孔,再旋入压紧螺钉压紧销套,钻头沿着钻套伸入,对快卸销试件销套进行试钻,直至试件试钻合格,这样就确定了定位螺钉在通孔内的位置,然后转入正式加工。
正式加工时,装入快卸销销套,保证其前端与定位螺钉紧贴,然后用压紧螺钉压紧。压紧后钻第一面孔,钻完后,将钻模体整体翻转90°再钻另一孔。在一次装夹中完成两次钻孔,可在快卸销销套上钻出十字通孔。
当对不同长度的快卸销销套进行钻孔时,通过旋转定位螺钉,使快卸销销套的钻孔位置与十字通孔对应,这样就可以对同一规格不同长度系列的快卸销十字孔进行加工。
2.3 定位误差分析
定位误差是引起加工精度误差的主要因素之一,通过其大小可以判定定位方案是否合理。主要由基准不重合误差和基准位移误差两部分构成,在图7所示方案中,为了便于拆卸,销套和夹具体上的通孔之间采用间隙配合。从图4可知,工序基准是右端面,而加工时也用右端面定位,两者重合,所以不重合误差为零;由销套水平安装定位引起的基准位移误差Δr为:

式中:δd为心轴直径公差值;δD为孔直径公差值。
3 结论
本文提出的快卸销定位可靠、操作方便;十字孔加工工装结构简单、工序集中;十字孔在加工时,零件不需重新安装,只需将钻模体翻转90°后就可以再加工另一方向。在快卸销十字孔加工过程中,通过对定位零件长度的调节,可实现同一规格、不同长度的快卸销加工,有效扩大了该夹具的适用范畴。
[1]张中亭,王伟.销轴十字孔钻削.金属加工[J].金属加工(冷加工),2010(9):33.
[2]李雄.十字孔钻削胎具[J].机械工人,冷加工,1989(11):12.
[3]张军,邓斌斌,赵文文.销轴结构的改进[J].煤矿机械,2011,32(12):192-193.
[4]Gwo-Lianq Chern.Development of a New and Simple Quickstop Device for the Study on Chip Formation[J]. International Journal of Machine Tools and Manufacture,2005,45(7-8):789-794.
[5]David Jackson.Estimating PIN for Firms with High Levels of Trading[J].Journal of Empirical Finance,2013,24:116-120.
(编辑 日 月)
TH162
A
1000-4998(2015)02-0052-03
2014年8月
猜你喜欢
机床与液压(2022年10期)2022-09-20
装备制造技术(2021年4期)2021-08-05
煤矿机电(2020年5期)2020-11-02
煤矿现代化(2020年3期)2020-05-13
材料科学与工艺(2018年5期)2018-11-20
发明与创新·小学生(2018年1期)2018-02-02
发明与创新(2018年3期)2018-01-24
遥测遥控(2015年2期)2015-04-23
电子工业专用设备(2011年1期)2011-10-24
华南理工大学学报(自然科学版)(2011年3期)2011-03-15
