
HXD2型机车齿轮箱加工工艺
2015-12-06 09:13中国中车集团大同电力机车有限公司山西037038孙建忠
金属加工(冷加工) 2015年24期
■ 中国中车集团大同电力机车有限公司 (山西 037038) 孙建忠
HXD2型机车齿轮箱加工工艺
■ 中国中车集团大同电力机车有限公司 (山西 037038) 孙建忠
本文以HXD2型机车齿轮箱为例,详述了齿轮箱的加工工艺。
HXD2型机车的齿轮箱结构复杂,各项技术指标及精度要求较高,需采用适宜的工艺措施和加工方法来进行加工,齿轮箱上、下箱外形分别如图1、图2所示。
图1 齿轮箱下箱外形
图2 齿轮箱上箱外形
1. 齿轮箱加工工艺流程分析
齿轮箱铸造材料是球墨铸铁,铸件质量较好,齿轮箱工艺路线如图3所示。由图3可知,齿轮箱机加工工序为:上箱半箱加工3道工序、下箱半箱加工3道工序、合箱钳工装配工序、合箱加工工序、合箱钳工打磨工序及三坐标检测。
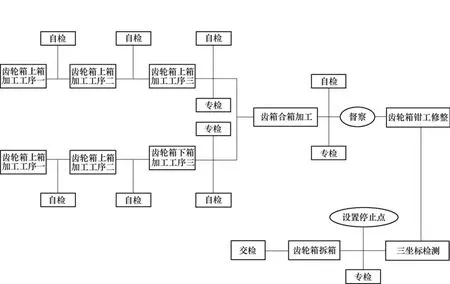
图 3
(1)齿轮箱上、下箱单箱一工序加工工艺。上、下箱一工序主要负责加工箱体四周4个定位块。由BW卧式加工中心和曼德里卧式加工中心加工完成。
上箱加工工艺如图4所示,其中,工件内挡尺寸A=62.5mm/夹具内挡57.5mm;工件内挡尺寸B=82mm/夹具内挡77mm。上箱加工定位点3和5,保证定位块下平面与齿轮箱精加工后结合面的距离。由于齿轮箱上箱一工序所加工定位块是其后二工序和三工序的定位基准,所以一工序加工精度将是决定后续加工能否满足工艺技术要求的关键。
下箱加工工艺如图5所示,其中,工件内挡尺寸A=62.5mm/夹具内挡57.5mm;工件内挡尺寸B=82mm/夹具内挡77mm。下箱加工定位点3和5。保证定位块下平面与齿轮箱精加工后结合面距离为25mm和36.5mm。齿轮箱下箱一工序所加工定位块是其后二工序和三工序的定位基准。所以一工序加工精度将决定后续加工能否满足工艺技术要求。
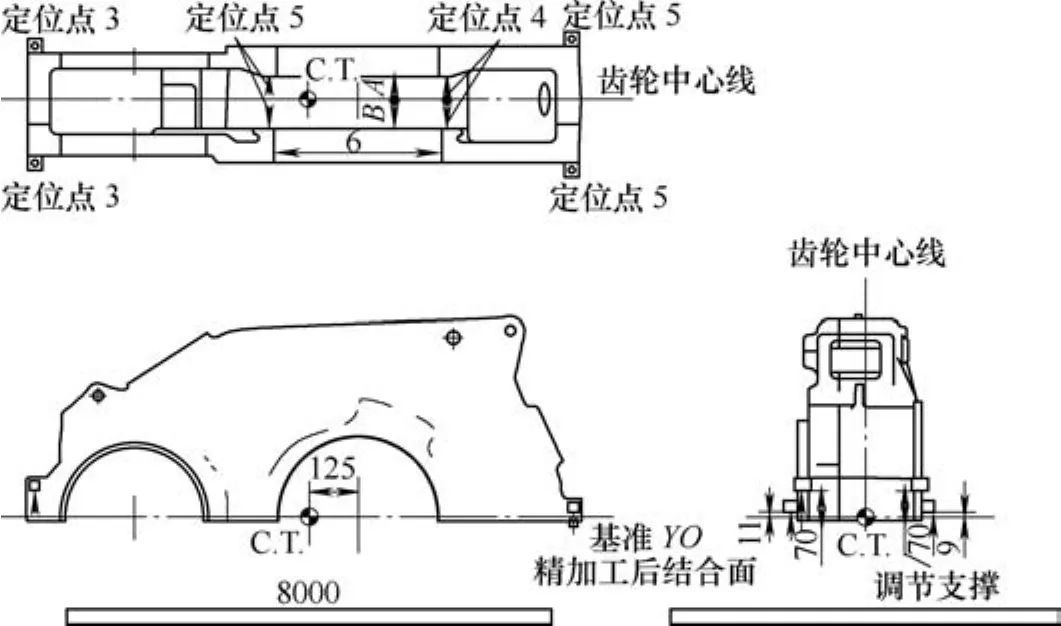
图4 齿轮箱上箱一工序加工工艺
为了保证一工序的加工精度,要进行粗铣和精铣工序,所以刀具选用SECO厂家的,粗铣选用φ40mm玉米铣刀,切销效率高;精铣选用φ40mm高速钢精铣刀。
(2)齿轮箱上、下箱单箱二工序加工工艺。齿轮箱上、下箱单箱加工二工序分别在两台立卧加工中心上完成。上、下箱二工序主要负责粗加工齿轮箱上下箱结合面,为三工序精加工结合面做好基础。
二工序均为粗加工工序,需要加工轴承孔、上下箱结合面和箱体侧面。齿轮箱上、下箱单箱加工二工序分别如图6、图7所示。
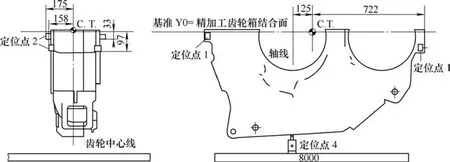
图6 齿轮箱上箱二工序加工工装
(3)齿轮箱上、下箱单箱三工序加工工艺。齿轮箱上、下箱单箱加工三工序分别在立卧转换加工中心上完成。上、下箱三工序主要负责精加工齿轮箱上下箱结合面,加工结合面上螺纹孔等。三工序加工属于精加工,同时是保证齿轮箱上、下箱合箱成功的关键所在。
三工序的加工为精加工,钻孔攻螺纹比较多。刀具选择采用标准数控钻刀,耐用且节约成本。齿轮箱上、下箱三工序加工工艺如图8、图9所示。图8中,精加工后齿轮箱结合面距工作台中心300mm;大孔轴线距工作台中心125mm;定位点1距齿轮轴线137mm;定位点2距齿轮轴线122mm;定位点3距齿轮轴线107mm。图9中,精加工后齿轮箱结合面距工作台中心300mm;大孔轴线距工作台中心125mm;定位点1距齿轮轴线137mm;定位点2距齿轮轴线122mm;定位点3距齿轮轴线146mm。
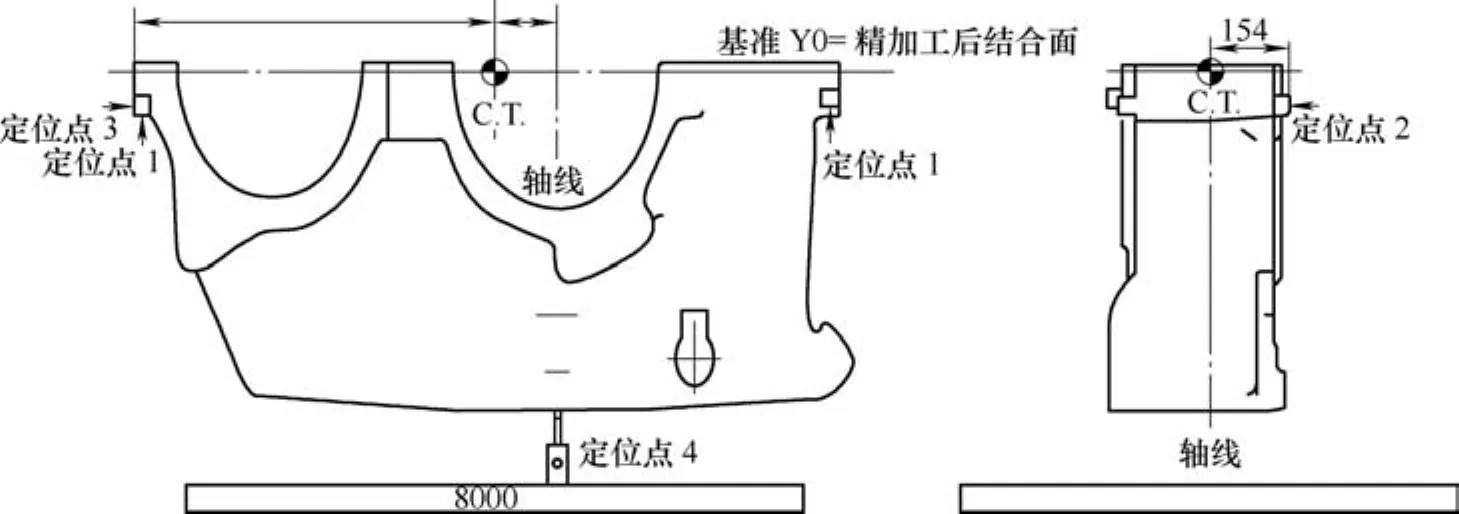
图7 齿轮箱下箱二工序加工工装
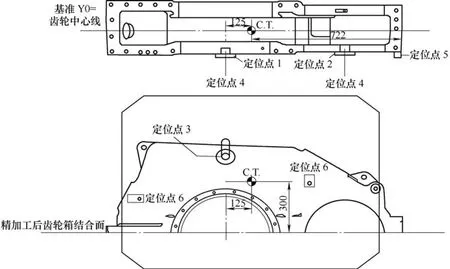
图8 齿轮箱上箱三工序加工工艺
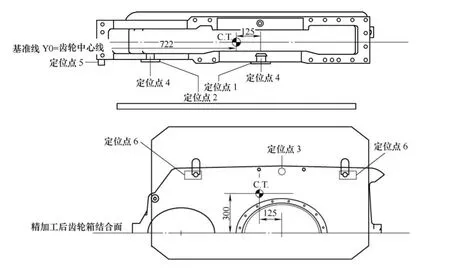
图9 齿轮箱下箱三工序加工工艺
考虑到箱体零件的加工变形对产品精度的影响,夹紧时均采用扭矩扳手进行,既保证了夹紧的需要,又最大程度上防止了箱体变形。
至此,齿轮箱单箱加工完毕。前三道工序为单箱加工,是合箱的基础。在实际生产中发现,由于毛坯偏箱问题造成在合箱处发生上、下箱错箱情况比较多。鉴于这一现象,在单箱加工前要提前测量毛坯尺寸,在加工中要根据实际偏箱尺寸对定位尺寸及时进行调整,尽可能使单箱加工完毕后,全部可以满足合箱要求,避免浪费加工资源,同时提高生产效率。
(4)齿轮箱上、下箱合箱工艺。在进行齿轮箱上、下箱合箱时,要求用去毛刺工具去除所有孔的毛刺,清洁箱体的合箱表面和内部,用塞尺检查两箱接触面间隙(最大0.1mm)。安装两个工艺销钉,装配组装螺钉,要求上、下合箱面接触。遵照图10给出的指示,用扭矩扳手拧紧。用铰刀、手动(或在摇臂钻床上)铰两个销孔,并打印号码使两个部件一致。
(5)齿轮箱合箱加工工艺。齿轮箱合箱加工工艺如图11所示。齿轮箱合箱加工是齿轮箱最后的加工工序,此工序保证了最终尺寸的精度。检测精度需经三坐标检测,以确定加工是否合格。在加工轴承孔时,粗加工和精加工均采用镗刀进行加工,大大提高了加工效率,产品的质量也得到了稳定的控制。
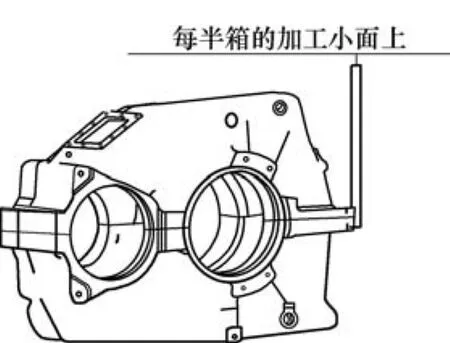
图10 齿轮箱合箱
(6)齿轮箱合箱钳工打磨及三坐标检测。齿轮箱加工尺寸较多,精度要求较高。与以往车型相比,箱体结构较复杂,加工工时较长、难度较大。能否加工出合格产品并完成批量生产的任务都对加工提出了较高要求。
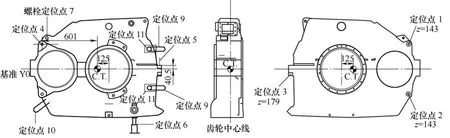
图11 齿轮箱合箱
2. 结语
尽管齿轮箱结构复杂,精度要求较高,但通过采取相应的工艺措施,选择可靠、实用的加工方法,仍然可以加工出各项技术指标都符合图样要求的工件。
20150802)
猜你喜欢
保健医苑(2021年9期)2021-09-08
电气化铁道(2018年4期)2018-09-11
中国设备工程(2018年14期)2018-08-09
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
金色少年(奇趣科普)(2017年4期)2017-06-05
橡塑技术与装备(2016年13期)2016-07-14
卫生职业教育(2014年16期)2014-05-16
河南科技(2014年8期)2014-02-27
城市道桥与防洪(2013年9期)2013-03-11
