气动式装箱机械手控制系统研究
2015-12-09 07:28邱子浩谷文涌
建材与装饰 2015年49期
邱子浩 谷文涌
(1.山东泰山抽水蓄能电站有限责任公司山东泰安2.华北水利水电大学河南郑州)
气动式装箱机械手控制系统研究
邱子浩1,2谷文涌1
(1.山东泰山抽水蓄能电站有限责任公司山东泰安2.华北水利水电大学河南郑州)
本文介绍了气动式装箱机械手的基本结构、工作原理以及在实际生产中的应用,在装箱机械手设计过程中坚持在保证功能的前提下尽量降低成本的设计理念,完成装箱机械手机械结构和气路系统的优化设计,根据气动式装箱机械手的功能,设计了基于PLC的控制系统,对其软硬件进行了选型与电路设计,完成了其电气控制系统的设计。
装箱机械手;PLC;电气控制系统
前言
气动机械手作为机械手其中的一大类,其特点为:动作迅速、结构简单、重量轻、平稳、节能、可靠和不污染环境等优点,所以被越来越多行业所接受[1]。本文根据一次性餐具自动装箱的需要,设计了一套基于PLC控制的气动装箱机械手,完成对一次性消毒餐具抓取装箱路线的规划,实现装箱机在实际工作环境中高效率的运行。
1 气动式装箱机械手本体结构
装箱机械手由机械系统和控制系统两大部分组成,如图1所示。

图1 装箱机械手组成
本文设计的机械手需要抓取传送带上方的物体,通过机械手的运送放置在箱子内,所以要求机械手具有横入横出、可以升降及伸缩运动,所以采用直角三坐标式,即横向自由度(横入和横出)、升降自由度(上升和下降)和伸缩自由度(伸出和缩回)。
根据三坐标装箱机结构特点,分析机械手动作过程,设计码放方式如图2所示;每个箱子可装12套餐具,分三层放置,每层放4套;先从最底层码放,依次放置到第三层。因此纵向气缸和横向气缸要求设计在中间位置停止;所以设计使用三位五通电磁换向阀与安装磁环的双作用气缸配合使用,利用磁性开关反馈气缸内活塞的位置,可以完成气缸在中间位置的停止。

图2 装箱码放布局
气动装箱机械手组成如图3所示,其中包括纵向气缸、纵向导轨、水平导轨、横向导轨、横向气缸、机械手连接机构、张紧机构、同步电机等。不同方向的导向机构和驱动元件的配合使用可以完成横向或纵向的直线运动,使机械手能实现三坐标的运动功能。

图3 全自动餐具清洗气动三坐标装箱机三维建模图
2 控制系统组成与功能
装箱机械手动作紧凑,能够在不间断的情况下连续工作,要求机械手动作效率高,各个模块在保证安全的情况下提高动作效率。根据机械手实际操作规划,设计动作机械手动作规划如图4所示。机械手控制系统构架如图5所示;为了使机械手各部分能分别完成不同的动作,需要有多种执行元件联合完成;其中主要利用主控制器作为整个装箱机械手的控制核心,利用触摸屏设备完成人机指令交流,利用电磁换向阀控制气缸运动,同步电机的正反转及转速用调速器控制,检测传送带上方物体需要光电传感器来实现[2~3]。如上述所知,装箱机械手控制系统需要由几部分组成:控制器、触摸屏、执行元件以及传感器组成。

图4 气动式装箱机械手动作规划图
3 装箱机控制系统电路设计
装箱机由于其组成和功能决定了控制柜内的布局及各控制元件的安装位置,确定I/O点数时根据图6所示总体方案进行选定。

图5 气动式装箱机械手控制系统构架
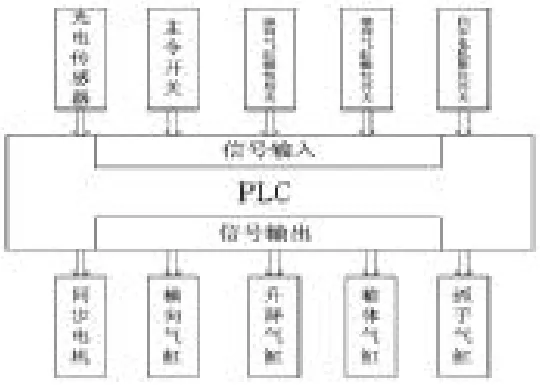
图6 PLC及外围电路
控制柜内硬件型号如表1所示,三位五通电磁阀使用三个,两位五通电磁阀使用一个,则电磁转换接头使用七个。由于装箱机在工作时电磁阀需要频繁开启和断开,瞬时电压较高,为保护PLC输出口不受瞬时高电压冲击,在电磁换向阀与PLC输出口回路中使用中间继电器进行调节保护。

表1 控制系统硬件型号
如表2所示,PLCI/O口使用情况如下,本着基本电路连接方法、低成本的原则I/O口分配尽量紧凑、节省空间,还可以后续添加控制功能、细化控制分配。
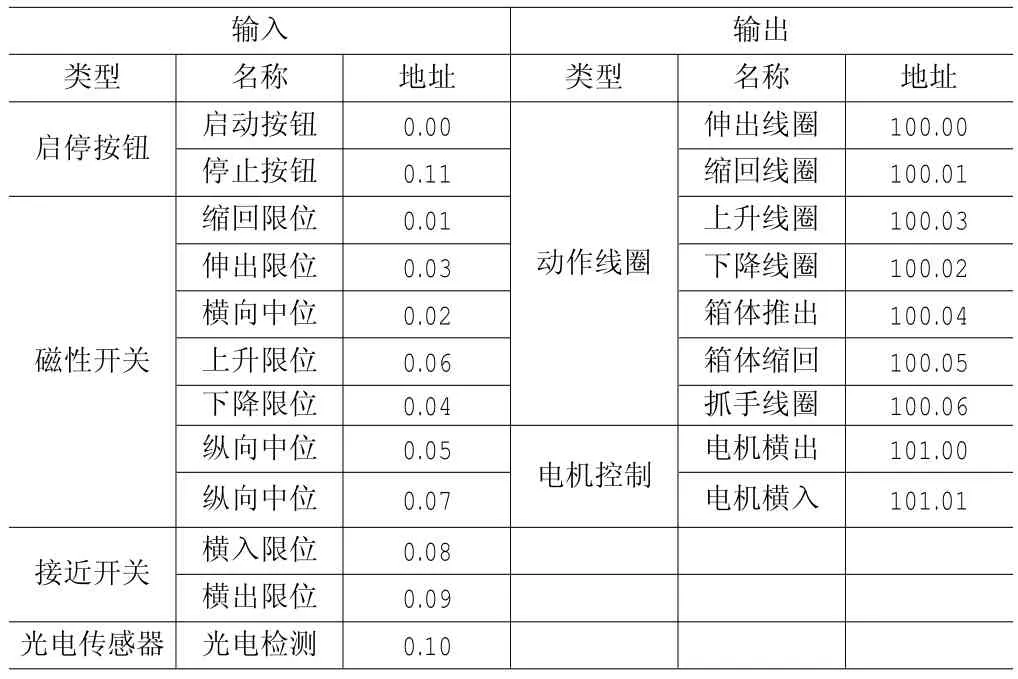
表2 PLCI/O分配表
4 系统程序设计
如图7所示,系统开始运行时,各气缸首先回归原点(即移动至抓取物上方)、抓手打开,待磁性开关检测到气缸回归原点时,系统便等待传送带上餐具;传送带处传感器检测到餐具时,抓手下降,至最低处抓手抓取;此时计数器加1,判断计数器数值是否臆12(设计装箱个数为12个装一箱);若是,程序根据计数器数值判断码放位置;若否,计数器清零加1判断码放位置;判断位置后机械手上升,然后横向移动至箱体上方,下降至不同位置,松开、上升、回归原点,继续等待下一套餐具。
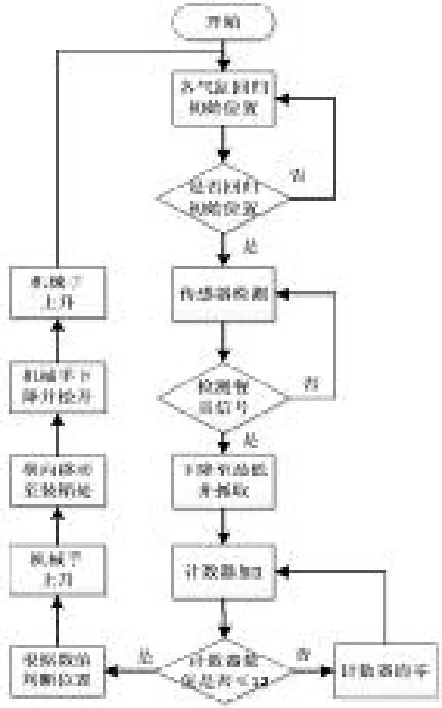
图7 控制程序流程图
根据机械手设计运动方案,机械手各气缸动作为:下降、抓取、上升、伸出、下降、放松、上升、缩回、下一循环。机械手各气缸安装的磁性开关是机械手位置控制的重要环节,机械手的行程及码放位置都依靠磁性开关的安装位置,要确保磁性开关有充分的调节空间,便于机械手在不同尺寸箱体的码放。同时,为了保证机械手执行动作时不造成机械干涉、碰撞等因素,在动作执行的过程中只允许一个气缸动作。
为了控制机械手的启停,需要分别设置开始、停止按钮,但是为了节约PLC的I/O点数量,尽量减少不必要的浪费,在控制系统设计时将开始和停止合并为一个输入口,并在PLC程序中加以区分(即第一次按下开始动作,动作开始后按下按钮动作停止)便可以节省输入口的个数。为方便调试需要在触摸屏设计连续运动按钮,在连续运动关闭时执行单气缸点动,对机械手的各个自由度进行手动控制;启动连续运动,当按下开始按钮时,气动机械手自动执行装箱工作。上文所述将启动按钮和停止按钮合并为一个输入口,应当区分正常停止还是急停,并作了如下设计:在连续模式下按停止按钮设定为正常工作停止;在非连续模式下按停止按钮设定为故障急停。上述两种情况的区别在于:连续运行中停止时,机械手要完成本次装箱动作回归原点时停止;非连续运行中停止时,机械手运行会立即停止,可以保证调试过程安全进行。当再次按下开始按钮时,如在连续运行状态下机械手会记忆此前连续运行状态下,如在非连续运行状态下则立即停止气缸运动,再次启动的时候不会继续工作。
开始停止按钮输入信号需要处理使用,由于该输入信号为手动开关,每个操作者的操作习惯不同,按按钮的持续时间不同,或长或短,这样就会使相应按钮输入是产生各种不同的情况,这种不确定因素对整个系统程序是非常不利的,所以要使用微分指令调整按钮的动作信号;可以将所有的手动按钮都进行上升沿处理,不但可以保证按钮响应的准确性,还可以使程序变得简洁明了,可读性高。
机械手在正常工作时都要处于初始位置(即原点:升降气缸上限位,伸缩气缸伸出限位,抓手张开),在连续模式下按下开始按钮首先系统检查各气缸位置,如果不在原点位置各气缸移动至初始位置;如果已在初始位置系统将进行下一步动作。
另外,在程序编写的过程中,要保证PLC内部辅助继电器的互锁,如气缸上升和下降互锁,伸出和收缩互锁,抓手夹紧和放松互锁,这样不仅保证了PLC程序上的逻辑性,而且还保护了机械结构不会损坏。
装箱机控制程序中主要的就是对装箱位置的控制,由于整个气路系统中存在少量漏气现象及重力作用,纵向气缸不能长时间停留在中间位置,否则气缸会向下滑,会造成位置不准确。因此设置抓取时间尽量短,避免造成定位不准确带来的效率问题。机械手检测到传送带物体以后开始下降至传送带上方,抓取0.3s后上升,保证抓手可以稳定的抓取物体。PLC程序中大量的使用了起保停电路,简单易懂,可读性好,容易修改。
一个箱子里需要装12个装箱物,机械手需要分别在12个不同位置进行放置。因此在PLC编程时,利用一个计数器对码放个数进行计数;当机械手抓取时,计数器从数字1开始计数,每抓取一个物体时计数器内部数字加1;当计数器内部计数值为12时,计数器清零,开始下一循环。再利用数值比较器比较计数器的数字,例:如果编号为1的数值比较器的比较值为1,跟计数器内部数字比较结果,当计数器内部数字为1时,1号数值比较器接通变为通路,在比较器后串联使用一个中间继电器线圈;如果中间继电器线圈得电,则说明对应的机械手正在码放不同的位置,在PLC程序中设计使用伸缩或者升降位置相同的中间继电器常开触点并联,然后串联伸缩或者升降位置相同的磁性开关,最后并联得到横向停止位置。
升降气缸不同的停止位置也是用不同的中间继电器常开触点并联,然后串联伸缩或者升降位置相同的磁性开关,最后并联得到横向停止位置。应该注意的是,在不同位置对应的中间继电器得电时,比如码放物体的一号位置和二号位置之间,总有一个中间继电器是得电的,如果一号位置得电,那么二号位置失电;一号位置失电的同时二号位置得电,中间不存在同时得电或者同时失电的情况,所以可以保证软件程序的准确性,从而可以保证在软件设计上的是稳定的可靠的。
本文通过PLC编程实现对一次性餐具气动装箱机械手的自动化控制,提高了一次性餐具的自动化生产水平,其应用具有非常广阔的市场前景。
[1]John D.Baker,George E.Klinzing Optimal Performance of Penematic Transport Systems[M].Powder Technology,1999:240~247.
[2]孙迎远.PLC在气动机械手中的应用[J].煤矿机械,2008(9):151~152.
[3]滕敏君,李伟光,等.基于PLC和触摸屏的高速邮包机控制系统设计[J].制造业信息化,2008(6):92-93.
TP241
A
1673-0038(2015)49-0209-03
2015-11-1
邱子浩,山东临沂人,在职研究生,高级运维专责。
猜你喜欢
煤气与热力(2022年2期)2022-03-09
小哥白尼(野生动物)(2018年4期)2018-08-01
上海大中型电机(2017年3期)2017-11-13
工业设计(2016年5期)2016-05-04
工业设计(2016年5期)2016-05-04
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10
铁道科学与工程学报(2015年5期)2015-12-24
河南科技(2015年2期)2015-02-27
河南科技(2014年10期)2014-02-27
河南科技(2014年4期)2014-02-27