
一种基于PLC与步进电机的闭环RTT式机械手的电气设计
2015-12-17 07:12苗现华
现代制造技术与装备 2015年6期
苗现华
(苏州健雄职业技术学院,太仓 215411)
一种基于PLC与步进电机的闭环RTT式机械手的电气设计
苗现华
(苏州健雄职业技术学院,太仓 215411)
本文针对机床加工行业,从毛坯到半成品到成品没有实现一体化、智能化生产的现状,设计了基于PLC与步进电机的闭环RTT式机械手。该机械手可以实现机床及周边供料、取料一体化、智能化,尤其是在一些非标准件生产中可以广泛应用。
PLC 机械手 电气设计
引言
随着科技的进步,工业机械手已经频繁出现在工业生产中,但目前,国产的机械手发展尚处于起步阶段,据相关数据统计,国产机器手中80%~90%的减速机用的是国外减速机,60%~70%用的是国外电机,40%~50%用的是国外控制器。另外,国产机械手大多用在搬运、抓取等行业,反应了高端产品的低端化,该现象造成了巨大的浪费。与此同时,在生物、医疗领域等对位置控制精度要求比较高的场合,机械手选用伺服控制系统,成本较高。基于以上两点,本文研究了一种采用步进电机实现闭环RTT式机械手。该设计弥补了在原有开环控制系统中,无法预知被控对象的被控量和实际值的误差,更无法测量外界干扰因素等的不足;对步进系统的闭环研究能形成对被控量和给定值的比较,从而实现补偿,有效提高了原来开环系统的精度,同时减少了机械手成本。
1 设计要求
结合实际情况,通过计算机辅助设计法。绘制站与站的位置,如图1所示。机械手本体是主体,负责对供料站、加工A站、加工B站、成品站之间的工件进行抓取放置。如附录电气图纸位置图所示。在毛坯站只需要人工将料放在供料机上,供料机依靠检测传感器,当有料时,绿灯点亮;当没有料时,红灯一亮一灭地闪烁。加工A站为机床,PLC从机床中取得信号为加工完成信号(机床黄灯指示灯信号)、工件夹紧完成信号、工件放松信号、令机床夹爪夹紧信号、令夹爪放松信号、程序启动信号、报警信号(机床红色指示灯信号)。同样,加工B站同机床A的信号一样。这两组信号供给PLC作为输入输出来控制机械手和机床自动运行。在成品站处,由机械手将加工B站的成品放置在成品处,当有成品时,成品站绿灯以0.5HZ的频率闪烁,提醒工作人员拿取工件。
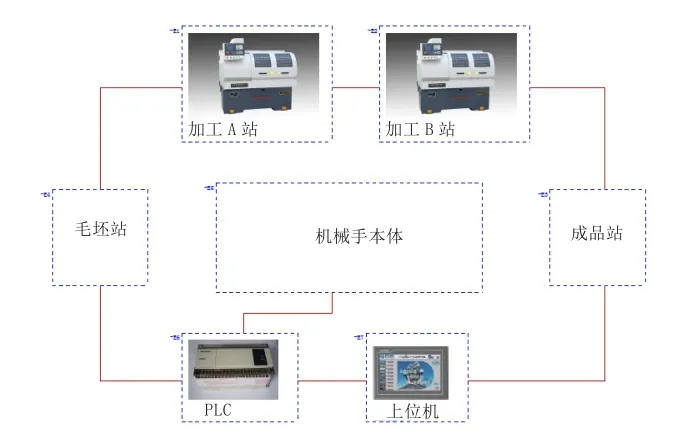
图1 机械手运动过程
2 设计流程
前期对项目的控制要进行可行性分析,技术难点分析,主要难点在于旋转编码器反馈的脉冲数与PLC发出的脉冲数进行对比,进行反馈做差。首先,确定项目整体的大致方案,确定执行机械结构、执行机构、控制系统等。其次,进行其他元件的选型,选型后,需要对各个轴运动控制脉冲数和频率进行计算。然后,进行电气原理图的绘制,并进行外围线路的连接。接下来就可以进行梯形图的程序编写和组态程序的编写,最后进行程序的模拟运行。
本文主要对电气部分进行设计,包括元器件的选型、控制的相关计算、电气原理图的绘制,程序的编写、模拟运行等流程。
3 电气元件的选型
电气元器件的选型主要包括对各个元器件的特性、运行环境等参数进行考虑。
3.1 主令元件的选型
(1)选择开关的选型。考虑到设备需要手动模式和自动模式,所以选用选择开关。其触电构成为两个常开触电,动作功能有三个位置,60°转动保持,反转复位。如图2所示。其电气特性如下:额定工作电压为DC24V,额定工作电流为4A,约定发热电流为5A,使用环境为-25℃到+55℃,适合在正常环境下使用。

图2 选择开关图形符号
(2)限位开关的选型。限位开关又称微动开关,在设备中设置机械限位,是为了防止机器在运动过程中软限位出现问题,通过硬限位得以保障。在设备中选用比较直观的接触式限位开关,将限位开关安装在底部机械手静止的基座上,当机械手运动到相应限位时,撞到限位开关的弹片,使电路切断,实物如图3限位开关所示。

图3 限位开关
选用微动开关主要考虑以下几个因素:首先是外观尺寸,目前,市场上所有的小型微动开关尺寸相对较小的大概是12.8mm×5.8mm×12mm。这种小型微动开关用于小电流电路,通常情况下,分断能力在0.1~3A。行程也比较短,也就是微动开关的尺寸和行程、分断能力成正比。然而在考虑尺寸时,要折中操作力和电流容量。另外是电气特性,微动开关通常能分断从5mA/5VDC到25A/250VAC的电流。我们选用的三菱FX系列PLC输入为ON,X0-X10的电流最小为3.5mA/24VDC,X10之后需要的电流为5mA/24VDC,输入电流要小于7mA。当PLC输入为OFF时,输入电流不得小于1.5mA。再次,要考虑限位开关安装的工作环境,机械手设备工作在常温工作状态下,限位开关的机械寿命在1000万~2 000万次,电气失效前最大负载炒作5万~10万次。当然,还需要观察是否有CQC或CSA认证。
(3)急停按钮的选型。在运行过程中,为了能让机械手在特殊情况下停止当前动作而加设急停按钮。在设备中,急停接入可编程控制器的输入端,通过按下急停按钮,来复位所有动作,右旋复位常用操作方式。端子排列如图4所示。所选急停按钮设有一个常开和常闭的一体式触头。额定工作电压为DC24V,额定工作电流为5A,约定发热电流为5A。
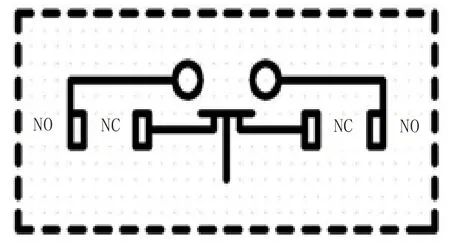
图4 急停图形符号
3.2 配电器件的选型
(1)空气断路器的选型。在低压电器中,空气断路器集控制、电路短路、过载欠压等保护于一体。在该设备中,接入空气开关的电压为220V,频率为50HZ,整个设备的额定电流不超过10A。虽然执行机构为感性负载,但对直流步进电机的启动冲击电流较小,因此,脱扣特性选用C特性。考虑外界因素对断路器性能的影响。首先考虑环境温度对载流能力的影响,因为额定电流不超过多少,而设备所在地的海拔高度低于2000m,因此,分断能力不受影响。另外,设备不采用多台连续并排安装,故额定电流不受影响。
(2)开关电源的选型。选用开关电源主要考虑输入输出电压电流的规格。电路中输入用的是220VAC/50HZ输入。输出主要分为两种,一种是供PLC和上位机其他元件的24VDC/12.5mA输出,另一种供给旋转编码器和步进驱动器的5VDC/3mA输出。开关电源的功率也特别重要,根据经验,这里的电流12.5mA和3mA根据电路的负载来计算。考虑电路中负载均为步进马达,因此,开关电源当设置一些保护。选用的保护功能有过电压保护、过温度保护、过负载保护等。
(3)导线的选型。导线的选择对于整个设备都至关重要,如果导线的截面积选择较小,电器负载大,可能导致导线发热,甚至发生火灾;如果导线截面积选择较大,会造成成本高,导致材料浪费。在实际工程中,通过总结的导线安全电流口诀选择铜导线。口诀为:10下五;100上二;25、35四三界;70、95两倍半;穿管温度八九折;裸线加一半铜线升级算,设备所用的电流在10安培以内。因此,选用2~2.5m2的铜导线作为载体。
3.3 控制器件的选型
(1)PLC的选型。在选用PLC时,首先考虑的是输入输出的点数,然后按照总需要预留总点数的15%~20%备用。本设计的数字量输入点数20个,输出点数为16个。其次是对存储器容量的选择。对容量进行估算,所需输入输出点数之和乘以8得到288bit,就是所需PLC存储器的存储容量。再次是对PLC的IO响应时间的选择。因为本设计输入输出都是开关量,不需要考虑响应时间,但在做模拟量的闭环控制时需要考虑响应时间。最后是对特殊的输入输出的考虑。在本设计中,输入有两个AB相增量式旋转编码器输入,而输出有三个两相步进电机输出。因此,需要晶体管输出功能的PLC。
综合考虑上述因素,结合西门子PLC和三菱PLC的特点,本设计选用了更擅长用于位置控制的三菱FX系列3U的PLC,型号为FX3U-64MT。其有32个数字量输入,32个数字量输出,同时支持两个AB相旋转编码器输入,最大响应频率为50Khz,输出有三个晶体管输出,分别为Y0Y1Y2,位置控制指令简单方便。
(2)步进驱动器的选型。在设备中,执行机构用的是步进电动机,而控制器选用的是可编程逻辑控制器,为此,需要对PLC发出的信号进行放大,以驱动PLC正常工作。步进驱动器有三种驱动模式,分别为整步、半步、细分。相对于整步和半步,细分具有低速振动小和定位精度高两大优点。本设计中X轴为3A的57式两相步进电机,Y轴与Z轴为0.98A的42式步进电机。为了匹配PLC源型/漏型的不同,采用支持驱动器共阳、共阳输入接法的驱动器。在实际应用中,只需拨动驱动器的拨动开关,调节输出电流和细分、半流,以实现对电机的控制。
(3)上位机的选型。上位机本身含有两个部分,表面触摸装置和触摸屏控制部分。而触摸屏一般被分为四大类:电阻式、电容式、红外线式、表面声波式。电阻式触摸屏的屏与外界完全隔离,不用担心灰尘、水气、油污等,工业控制领域主要用电阻屏。而电容式触摸屏的分辨率比较高,透光率也较好,其价格相对昂贵,但满足各方面的要求。手机电脑触摸屏主要用电容屏。红外线触摸屏主要通过判断红外线的通断来确定触摸位置,所以其分辨率可以达到100%,唯一影响其分辨率的是选用的透明挡板材料。表面声波式屏的定位精度比较高,有横纵向,还有的有Z轴力的检测,主要用于各类公众场合,但它对环境的要求较高,寿命较短。本设计选用的是MCGS的TPC7062KS型号的7寸屏,分辨率为800*480,电阻式触摸屏,主板为ARM,400MHZ,内存为64M,外部接口有USB一主一从,串口为1个RS232、一个RS485。
3.4 检测反馈器件的选型
(1)传感器的选型。对机床各种材料的工件上料完成情况及位置检测需要传感器来检测。虽然机床的材料多为金属,但也有其他材质的棒材。为此,选用光电接近开关,在三菱FX3U-64M PLC中支持漏型和源型输入的传感器,选用常用的PNP型传感器作为检测传感器。
(2)旋转编码器的选型。在设计中,编码器扮演着反馈的角色,对整个系统的精度起着至关重要的作用。旋转编码器按输出信号分为增量式编码器和绝对式编码器。前者主要应用于测速、测旋转方向、相对距离、移动角度等;后者则相对前者精度要高的很多,主要用于角度测量、长度测量、位置测量、同步等。本设计主要选用的是增量旋转编码器,在选型的过程还要考虑以下因素。
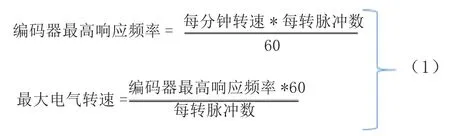
首先,旋转编码器电气上的最高响应频率。在实际应用中,如果高于这个参数,编码器的电路就无法工作,出现漏脉冲的现象。最高响应频率计算如公式(1)所示。其次,在选型的过程中还需要考虑最大电气转速,其数值不能超过最大机械转速,否则会导致编码器旋转轴的损坏。本设计选用的增量式旋转编码器,参数如下:分辨率为1000P/R,最大机械转速为5000转/分,最大响应频率为100KHZ。在实际控制中,要先设定转速小于最大机械转速,再计算出电气频率并与最大响应频率比较。
3.5 执行机构的选型
(1)步进电机的选型。在选用步进电机时,需要考虑电机的转矩必须符合负载运动转矩的要求,同样有转速、输出功率的要求。首先考虑的是负载转矩。负载转矩有计算法、试验法、类比法。计算法比较复杂繁琐,需要参考大量公式;试验法就是在负载上加个杠杆,然后用弹簧秤去拉杠杆,负载转动时的拉力乘以力臂长度就是负载力矩,但存在一定误差。通过类比同行业中类似的设备,并进行机构设置、负载质量、运动速度等方面比较,进而选择步进电机。
此外,步进电机转矩和转速有密切关系,两者成反比关系。图5为步进电机的矩频特性曲线图。当频率在1000HZ以下时,电机的转矩下降比较快,所以电机的转矩要控制在1000以上,也就是速度在300r/min以下。在实际选型中,先确定转矩,然后确定转速,再根据这两个参数观察步进电机的矩频特性。选择符合两个参数的电机,如果选不出,则必须考虑加配减速装置或降低转速。
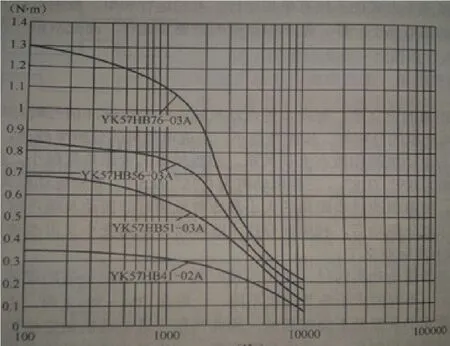
图5 矩频特性曲线
(2)电磁阀的选型。在控制夹爪夹放工件时,需要气缸来控制,控制气缸通过电磁阀来控制。夹爪有两个状态,分别为夹工件和松开状态。本设计选用的是双控三位五通的电磁阀。通过PLC分别控制电磁阀两端的线圈来控制气缸的伸缩,使夹爪夹放。本设计选用的是亚德客4V230C-08的电磁阀,工作电压为24V,工作温度在5~50℃,最大压力为10.5KGF/CM2,励磁时间为0.05。在装配的过程中需要注意的是,接管路时,需要缠绕生胶带,生胶带不能超过牙端面,还需要注意防尘,排气口用消声器。
3.6 其他配件的选型
(1)电阻的选型。在步进驱动器接受的脉冲、方向、使能信号电压等级为5V,而PLC输出的电压等级为24V,因此,需要加入电阻来改变电气参数。
(2)线槽的选型。只有无电磁兼容的配电线路才能放在一个线槽里,线槽内线缆的总面积包括外护层不应超过线槽内截面积的20%,且截流导体不宜超过30根,控制电缆和信号电缆的总结面积不超过线槽内截面积的50%。本设计均选用的是30*30线槽。
4 机械手控制的相关计算
本部分主要分析各个轴的相关计算,主要计算电机的脉冲数、脉冲频率等计算参数。然后设置步进驱动器的相关参数。
4.1 X轴运动分析与计算
(1)X轴控制步进电机相关计算。X轴是由同步皮带轮和皮带来控制。步进电机带动驱动轮控制皮带运转。设驱动轮的外径为D,移动距离为D1,要求时间为2s。电机的步距角为1.8°,细分数为4,则X轴脉冲当量δ为δ=0.005mm/PLS,脉冲数为P=X/0.005PLS,脉冲频率为f=2600HZ。
(2)X轴驱动器相关设置。其中,参数SW1、SW2、SW3主要控制输出电流,因为X轴步进电机的电流为3A,所以需要将参数调成SW1-OFF,SW2-OFF,SW3-OFF。而SW4表示是否半流设置。在电机停止的状态,要考虑驱动器以全电流让电机锁住还是半电流让电机锁住,因为X轴处于水平位置,所以用半流,减少发热,所以SW4-ON。接下来要调细分步数,表示每转的脉冲数,原先步进电机的步距角为1.8°,每转脉冲要200个脉冲,然后经过驱动器的细分之后乘上细分参数,显示电机转动一圈需要多少脉冲。这里设置的是4细分所以设置为SW5-ON,SW6-OFF,SW7-ON。
(3)X轴定位运行控制示意图,如图6所示。

图6 X轴控制曲线
4.2 Y轴运动分析与计算
(1)Y轴控制步进电机相关计算。Y轴传动机构为丝杆加螺母副。丝杆的螺距为4mm,步距角为1.8°,细分为4,最大的速度为13mm/s,实际前进为X,则脉冲当量为δ=0.005mm/PLS,脉冲数为P=X/0.005PLS,脉冲频率为f=2600HZ。
(2)Y轴驱动器相关设置。其中,参数SW1、SW2、SW3主要控制输出电流,因为Y轴步进电机的电流为0.98A,所以需要将参数调成SW1-ON,SW2-ON,SW3-OFF。而SW4表示是否半流设置。在电机停止的状态,考虑驱动器以全电流让电机锁住还是半电流让电机锁住,因为Y轴处于水平位置,所以用半流,减少发热,所以SW4-ON。接下来是调细分步数,表示每转的脉冲数,原先步进电机的步距角为1.8°,每转脉冲要200个脉冲,然后经过驱动器的细分之后就乘上细分参数,显示电机转动一圈需要多少脉冲。这里设置的是4细分所以设置为SW5-ON,SW6-OFF,SW7-ON。
(3)Y轴定位运行控制示意图,图7所示。

图7 Y轴控制运行图
4.3 Z轴运动分析与计算
(1)Z轴控制步进电机相关计算。Z轴传动机构为丝杆加螺母副。丝杆的螺距为4mm,步距角为1.8°,细分为4,最大的速度为13mm/s,实际前进为X1,则脉冲当量为δ=0.005mm/PLS,脉冲数为P=X/0.005PLS,脉冲频率为f=2600HZ。
(2)Z轴驱动器相关设置。其中,参数SW1、SW2、SW3主要控制输出电流,因为Z轴步进电机的电流为0.98A,所以需要将参数调成SW1-ON,SW2-ON,SW3-OFF。而SW4表示是否半流设置。在电机停止的状态,考虑驱动器以全电流让电机锁住还是半电流让电机锁住,因为Z轴处于水平位置,所以用半流,减少发热,所以SW4-ON。接下来是调细分步数,表示每转的脉冲数,原先步进电机的步距角为1.8°,每转脉冲要200个脉冲,然后经过驱动器的细分之后就乘上细分参数,显示电机转动一圈需要多少脉冲。这里设置的是4细分,所以设置为SW5-ON,SW6-OFF,SW7-ON。
(3)Z轴定位运行控制示意图,如图8所示。
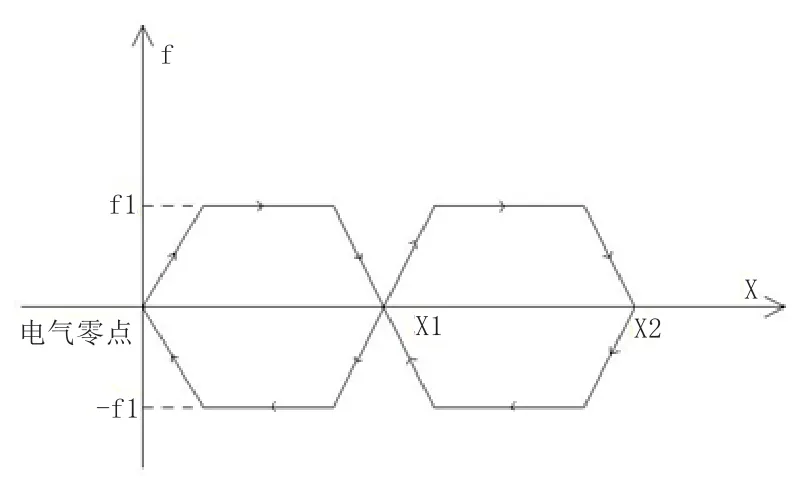
图8 Z轴运行图
5 控制系统外围硬件设计
本部分主要对控制器三菱FX3U-64MT进行外围分配、原理图绘制,程序在此就不赘述。
(1)PLC I/O分配。在分析完项目的流程后,对PLC的I/O进行分配。其中,PLC内部辅助继电器供给上位机编程用,具体如表1所示。
(2)机械手系统接线图绘制。本设计的电气原理图通过EPLAN软件绘制,项目包括高层代号SCH、REP1、REP2,在SCH中绘制包括电路分配,PLC的电源输入输出,气路部分。在REP1中有PLC的图表、卡总览。REP2中生成端子连接图、电缆连接图。
在EPLAN中PLC设计主要有三种,基于地址点、基于通道、基于板卡。基于地址点的设计就是在实际项目中逐个用PLC的IO点,在大的项目中一般会用本设计方法。基于通道的设计就是输入输出模块一个点的路径,对数字量一般是一个DI或者DO的点形成一个通道,而模拟量可能是两个AI或AO组成的通道。而本设计中PLC用的是基于板卡的设计方法,将FX3U-64mt做成窗口宏,然后直接调用,通俗易懂。在实际工程中,基于板卡的设计方法应用较多。
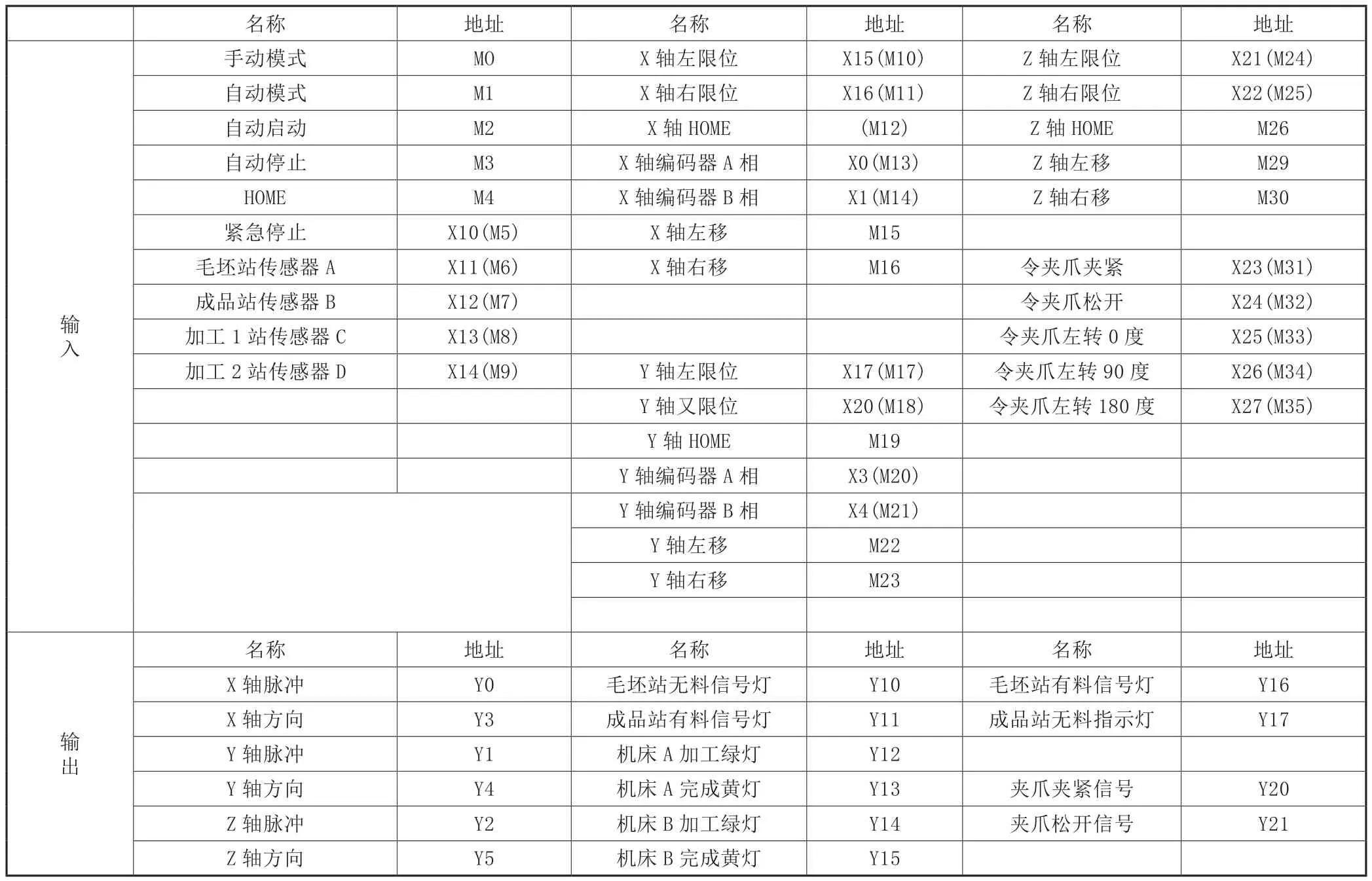
表1 PLC I/0分配(FX1N-60MT-D)
6 总结
该机械手,通过PLC与步进系统对机床及周边设备的结合,实现了自动化加工,减少了人工成本,为企业提高了效益。另外,对步进系统旋转编码器的反馈,实现半闭环的位置控制,从而实现了控制的精确性。
[1]Dietmar Schmid.Automatisierungs-TechnikMitInformatik und Telekommunikation[M].北京:机械工业出版社,2009:145-180.
[2]张彤.EPLAN电气设计实例入门[M].北京:北京航空航天出版社,2014:8.
[3]昆仑通态.mcgsTPc中级教程[M].北京:机械工业出版社,2008:119-127.
[4]天津电气传动设计研究所.电气传动自动化技术手册[M].3版.北京机械工业出版社,2012.
[5]张建民.机电一体化系统设计[M].3版.北京高等教育出版社,2012.
[6]道客巴巴.三菱FX3U用户手册[EB/OL].(2013-03-12)[2015-10-15]. http://www.doc88.com/p-170809517339.html.
[7]李金成,付明忠.三菱FX系列PLC定位控制应用技术[M].北京:电子工业出版社,2014.
Electrical Design of a Kind of Closed-loop RTT Manipulator Based on PLC and Stepper Motor
MIAO Xianhua
(Suzhou Chien-shiung Institute of Technology, Taicang 215411)
This manipulator design, mainly because of the machine tool industry from blank to se mi-finished products to finished product does not implement integration, intelligent production intelligent manufacturing. This manipulator can achieve machine tool and its surrounding material feeding, feeding integration, intelligent, es pecially in s ome non-standard can be widely used in production.
PLC, manipulator, electrical design
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
北华大学学报(自然科学版)(2021年3期)2021-07-13
电脑爱好者(2020年6期)2020-05-26
华人时刊(2020年23期)2020-04-13
哈尔滨轴承(2020年4期)2020-03-17
猪业科学(2018年4期)2018-05-19
新能源科技(2018年1期)2018-02-17
北京航空航天大学学报(2017年5期)2017-11-23
专用汽车(2016年9期)2016-03-01
专用汽车(2015年2期)2015-03-01
