基于时间序列模型的UOE焊管生产过程多目标优化
2015-12-18 08:40杨剑峰王宗南
焊管 2015年3期
杨剑峰,张 备,郭 胜,王宗南
(1.宝山钢铁股份公司 制造管理部,上海 201900;2.宝山钢铁股份公司 钢管条钢事业部,上海 201900)
基于时间序列模型的UOE焊管生产过程多目标优化
杨剑峰1,张 备1,郭 胜2,王宗南2
(1.宝山钢铁股份公司 制造管理部,上海 201900;2.宝山钢铁股份公司 钢管条钢事业部,上海 201900)
为有效实现UOE焊管生产过程的优化计算,提出了一种综合考虑产品质量、成本、库存等多个指标的优化模型及满意求解算法。首先,考虑原料库存对焊管过程的影响,将库存成本作为目标函数,库存量作为约束引入优化模型。然后,针对模型具有多个质量边界约束的特点,利用焊管生产过程中质量约束边界的可调性,引入满意优化理论中的“软约束”调整约束边界,以改善该优化问题求解的可行性。最后,引入时间序列模型中的加权移动平均法和一次指数平滑法进行寻优,并将提出的模型和算法应用于指导焊管生产。研究结果表明:所提出的优化模型及求解算法有效地提高了UOE生产过程的作业效率,优化结果既能满足焊管工艺技术要求,也能有效降低生产过程异常和生产成本。
焊管;UOE;时间序列模型;约束;多目标满意优化;MATLAB
在冶金生产流程中,特别是现代钢铁制造流程中,时间参数的有序性、连续性是各个不同层次上过程有序运行和更大尺度范围内实现多维物质连续性的保证[1]。UOE焊管生产过程作为复杂工业过程,受到国内外学者的高度重视,一些研究成果已初步应用于生产实践,使焊管生产过程自动化控制水平得到相当程度的提高。目前国内外以欧洲钢管和日本JFE为代表的欧洲与日本企业已研究出一些针对UOE焊管生产的控制优化高效率系统[2-5]。这些方法和系统的建立能够有效提高UOE焊管工厂的自动化水平,并已取得了可观的经济效益。在UOE焊管生产过程中达到所期望的综合生产目标(即产品质量、成本、库存等多个指标)的最优化,迫切需要研究UOE焊管生产过程的最优化问题。本研究结合宝钢UOE焊管实际生产过程,利用MATLAB等神经网络分析软件工具,集成运用加权移动平均法和一次指数平滑法等时间序列模型方法,对建立UOE焊管生产过程多目标优化模型进行了初步尝试。
1 多目标优化模型的约束条件
宝钢UOE焊管生产线已于2008年3月建成投产,整个焊管生产线布局呈“S”长蛇型,整个生产作业线由多达30多个工序串联分布构成[6-7],宝钢UOE焊管生产线工艺流程如图1所示[7],UOE主线工序负荷如图2所示[7]。在构筑UOE焊管生产过程的多目标优化模型时,需综合统筹考虑UOE焊管实际生产线的布局情况,焊管生产制造工艺方面的性能要求、质量要求以及焊管生产线的原料钢板库存等方面的内容,建立以下方面的约束性变量条件要求(即建立模型的边界限制条件等)。
1.1 产品质量上、下限约束
假设影响UOE焊管产品质量的性能指标有n个,Ajmin和Ajmax分别为第j个指标的下限值和上限值,则产品质量约束可以表示为

式中,Fj(x1,x2,…,xk)为描述第j个指标与UOE焊管产品性能之间关系的函数。一般来说,若性能指标为某元素(组分)含量,则Fj(x1,x2,…,xk)为线性函数;若性能指标为元素(组分)之间的比值,则 Fj(x1,x2,…,xk)常为非线性函数。
1.2 原料库存的约束
假设Bi为第i种钢板原料当前库存量,Ci为第i种钢板原料的安全库存量,Tid为第i种钢板原料的订货时间间隔,则有第i种钢板原料的消耗时间为


图1 宝钢UOE焊管生产线工艺流程

图2 UOE主线工序负荷图

也即方案能够适用的最长时间为

1.3 相关的“软约束”调整
“软约束”概念来源于满意控制理论,也即针对优化问题的约束条件具有“柔性”(或者“可调整性”)。在UOE焊管的实际生产过程中,存在一定的柔性[7](也即可优化模型的上、下限约束为“软约束”)。为此,可采用一种按照优先级顺序将UOE焊管生产过程中的各类别“约束”条件转化为按照边界调整目标函数的方法对约束边界值进行分类设定建模,以此来解决各类别的约束之间可能产生的冲突。
2 多目标组合优化算法
就一般规律而言,对于过去的历史数据,可称之为时间序列。时间序列是一部分统计数据按照其发生时间的先后顺序排列而成的序列。时间序列分析是一种动态数据处理的统计方法。时间序列分析的特点在于,观测值通常是非独立的,而且分析时必须考虑到观测资料的时间顺序,当观测值相关时,未来数值可以由过去的观测资料来预测,可以利用观测数据之间的自相关性建立相应的数学模型来描述客观现象的动态特征。序列模式挖掘能够在一个序列数据集里发现频繁出现的序列,是当前一种比较流行的数据挖掘方法。它涉及到的应用面很广,也涉及到时序过程分析等等。然而,采用序列模式挖掘必须检验大量数据,这使得序列模式挖掘非常具有挑战性,而目前国内高校对于序列模式挖掘已有一定程度的深入研究[8-11]。现阶段分析时间序列的方法构成了数据挖掘分析的一个重要领域,即时间序列挖掘分析。
2.1 加权移动平均法
所谓“移动平均法”是指根据时间序列资料逐渐推移,依次计算包含一定项数的时序平均数,并以此反映长期趋势的方法。当时间序列的数值由于受周期变动和不规则变动的影响,起伏较大,不易显示出发展趋势时,可用移动平均法,消除这些因素的影响,分析、预测序列的长期趋势。通常“移动平均法”可以划分为:简单移动平均法,加权移动平均法,趋势移动平均法等。在简单移动平均公式中,每期数据在求平均值时的作用是等同的。但是,每期数据所包含的信息量不一样,近期数据包含着更多关于未来情况的信心。因此,把各期数据等同看待是不尽合理的,应考虑各期数据的重要性,对近期数据给予较大的权重,这就是“加权移动平均法”的基本思想。
加权移动平均法预测模型:可以假设时间序列函数为y1,y2,…,yt,…;则其所对应的加权移动平均公式为

式中:Mtw—t期加权移动平均数;
wi—yt-i+1的权数,它体现了相应的yt在加权平均数中的重要性。
利用加权移动平均数来做预测,其预测为

即以第t期加权移动平均数作为第t+1期的预测值。
2.2 一次指数平滑法
一般而言,历史数据对未来值的影响是随时间间隔的增长而递减的。所以,更精确的方法应是能够对各期观测值依时间顺序进行加权平均作为预测值,而“指数平滑法”可满足这一要求,而且具有简单的递推形式。而“指数平滑法”中最为简便实用的是“一次指数平滑法”。
一次指数平滑法预测模型:设时间序列为y1,y2,…,yt,…,α 为加权系数,0<α<1,一次指数平滑公式为

由公式(5)可知,移动平均数的递推公式为



从指数平滑的实质角度分析,可以考虑将公式(10)依次序充分展开可得到新的公式



并以t期指数平滑值作为t+1期的预测值。
3 工业应用
宝钢作为世界先进的钢铁联合企业,在管线钢、管线管制造上具备成熟的工艺。近年来宝钢管线钢的生产量如图3所示[12]。宝钢管线钢的发展始终紧贴市场需求,并符合国际管线钢的发展趋势[12-13]。宝钢管线钢发展和应用历程与国际管线钢发展的历程比较如图4所示[12]。

图3 近年来宝钢管线钢的生产量

图4 宝钢管线钢与国际管线钢发展历程比较
就一般规律而言,数学模型的工业化应用需综合考虑以下的因素:①工序工艺方面。工艺原理、工艺条件要求、工艺参数、工艺标准、工艺实现过程、工艺优缺点比较、工艺能力等;②设备方面。装备构成、生产能力、产品方案、满足的技术标准等,设备单机构成、设备功能、设备技术参数、设备控制原理、设备控制参数、设备操作方式等;③生产作业线自动化系统方面。包括物流跟踪、工艺流程中自动检测点的设置、控制及反馈等。为说明时间序列模型和算法的有效性,本研究尝试以加权移动平均法和一次指数平移法为例进行优化计算的工业应用实例说明。
3.1 采用加权移动平均法对UOE耗材类的焊丝消耗量估算的工业应用
由于原料钢板边部的平行情况及精确的尺寸公差对UOE焊管的质量影响很大,而且焊接坡口的精度(见图5)对后序焊缝的质量至关重要(关键点:根据成型焊接的要求,将原料钢板精确加工成合适的宽度,并使钢板的两边彼此平行)。为此宝钢UOE机组配备了高效双刀盘高仿形的铣边机[13],最高的进给速度可达20m/min,铣削速度最高可达400m/min。宝钢UOE机组的内外焊机装备精良(见图6),其焊缝自动跟踪的检测精度可达0.1mm,并可实时监控设备的总体状况。整条焊接生产线可实时精确采集焊接过程工艺技术参数(如:电流、电压、焊接速度、送丝速度、送丝扭矩等),并能实时保存独立的曲线数据图[14],进而确保高稳定性的焊接质量,同时针对焊剂回收、分离、烘干、输送均可自动完成,实现内外焊接机组的高效节能环保。
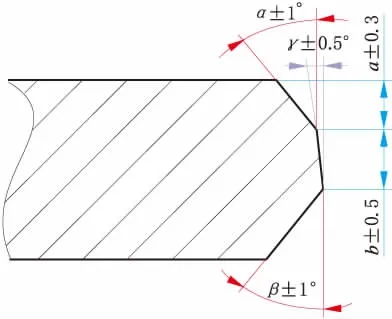
图5 UOE铣边机坡口角度分布
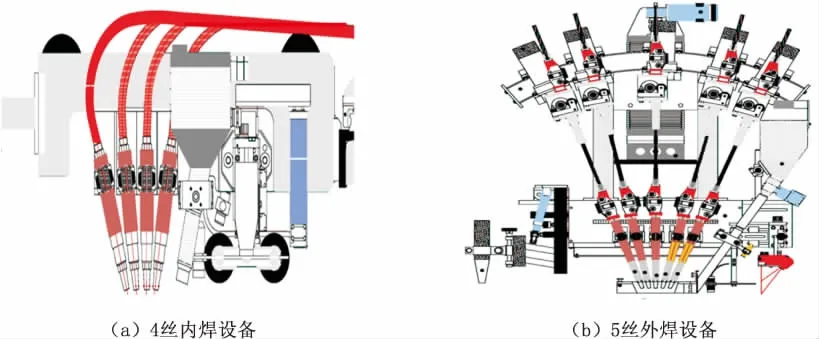
图6 宝钢OUE机组内外焊设备
焊接材料消耗定额的计算是企业技术经济管理的一项重要基础工作。制定先进合理的焊接材料消耗定额,能帮助企业制定采购计划,保证生产任务如期完成[15]。计算焊缝金属质量(G)时,首先确定焊缝截面积(S),乘以焊缝长度(L),得到焊缝体积(V),然后乘以焊缝金属比重(ρ),得到焊缝金属质量(G)。由于焊缝金属比重(ρ)是一个固定的定值,焊缝长度(L)如果视为基本固定,焊缝金属质量(G)则和焊缝截面积(S)成正比关系。开焊接坡口的目的是为了保证电弧能深入焊缝根部,保证焊缝焊透,同时便于消除熔渣,获得较好的焊缝成形,总之是为了保证焊缝质量。在国家有关标准中,焊缝坡口形式及其几何尺寸都有所规定。最常见的焊缝坡口类型是对接焊缝和角接焊缝。生产中最常见的对接焊缝坡口形式为V形、X形、U形等。参照UOE铣边机的坡口类型,焊缝的坡口形式为X形。
本研究针对UOE焊管生产中重要耗材焊丝的消耗,结合UOE生产线生产实际,按照焊缝截面积S纯理想值(不考虑焊偏量及内外焊缝余高偏差、铣边的坡口钝边偏差角度等因素的影响),构筑了UOE双面埋弧焊焊缝截面积剖面图,并列示了焊缝截面积S的经验计算公式(如图7所示)。按照经验公式结合UOE铣边的坡口情况而模拟的单位长度的焊丝消耗量M与壁厚δ的拟合关系如图8所示(注:G=ML)。采用加权移动平均法MATLAB源程序代码如图9所示,加权移动法的模拟值与实际用量值的对比如图10所示。

图7 双面埋弧焊的焊缝截面积计算剖面图

图8 UOE单位长度焊丝理论消耗量与壁厚的拟合关系

图9 采用加权移动平均法MATLAB源程序代码

图10 加权移动法的模拟值与实际用量的对比
3.2 采用一次指数平移法对UOE瓶颈工序的时序模拟测算方面的工业应用
UOE质量工序族群划分如图11[7]所示。依照 UOE焊管的产品大纲、工艺流程、设备特点以及平面布置等要求,构筑UOE工序定位控制及自适应技术,即基于虚拟工序的智能识别及快速诊断分析手段,基于质量工序族群划分进行分解。
从宝钢UOE生产线投产6年来近150万t的业绩实例分析,UOE焊管产品构成的规格组距具有明显的“Matrix矩阵式”结构特点,具体分布见图12。
宝钢UOE生产线BPC过程控制系统逻辑拓扑如图13所示。

图11 UOE质量工序族群划分

图12 UOE生产线X60~X80已生产规格覆盖情况

图13 宝钢BPC过程控制系统逻辑拓扑
依托宝钢生产过程控制BPC系统的相关数据仓库集合以及宝钢四级质量管控体系(见图14),构建了信息数据处理系统,针对UOE机组的30多个工序的时序时间控制进行分解优化(见图15)。
本研究仅针对UOE机组的扩径工序的时序时间优化采用一次指数平滑法进行优化模拟举例说明。本实例采用一次指数移动法的模拟值与实际产量值的对比结果如图16所示,一次指数平滑法MATLAB源程序代码如图17所示。

图14 宝钢完善的四级质量管控体系

图15 UOE机组相关工序时序图
由上文所述,整个UOE产线由30几个小工序串并联构成一个“网格”产线,而针对某些的“节点”工序的负荷变化可以分别依照时间序列模型的一次指数平滑法先期预测“瓶颈”进而有效避免相关工序的“堵料”等,从而对UOE产线的综合效率等优化提供有益的借鉴。

图16 一次指数移动法的模拟值与实际产量值的对比
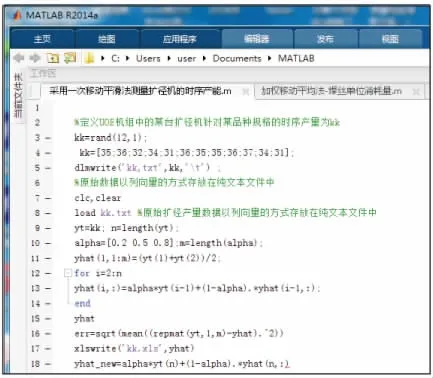
图17 一次指数平滑法MATLAB源程序代码
4 结语
(1)引入时间序列模型方法,提出了采用加权移动平均法和一次指数平滑法解决UOE焊管生产过程的多目标优化问题。
(2)建立的相关多目标优化模型具有较高精度,相关优化算法具有实用价值,有效提高了UOE生产过程作业效率。优化结果既满足焊管工艺技术要求,也可降低生产过程异常和生产成本。
(3)随着后期相关研究的不断发展,时间序列模型等最优算法结合神经网络遗传算法(ANN)等其他最优化方法相结合,能够促进对UOE焊管生产过程最优化研究的持续改进及提高。
[1]殷瑞钰.冶金流程工程学[M].北京:冶金工业出版社,2004:195.
[2]孙磊磊,郑磊,章传国.欧洲钢管集团管线管的发展和现状[J].世界钢铁,2014,(01):45-53.
[3]胡平,郑磊.日本高等级直缝埋弧焊管管线钢管[J].世界钢铁,2014(05):35-53.
[4]陈妍.日本高强度管线钢生产概述[J].焊管,2009(03):64-68.
[5]Arakawa,刘友存(译),张应武(校对).高性能 UOE 管线钢管的开发[J].钢铁译文集,2013(01):27-39.
[6]杨剑峰,张备.驻厂监造模式下的UOE焊管成品库存管理[J].钢管,2013(03):77-82.
[7]杨剑峰,张备,王满智.网络化控制在宝钢UOE的应用实践[J].宝钢技术,2013(03):69-74.
[8]于加晴,查建中,陆一平,等.面向复杂产品的分布式协同设计系统[J].中南大学学报(自然科学版),2010,41(02):539-545.
[9]杨观赐,李琴.基于序列挖掘的分等级搜索可持续进化算法[J].华中科技大学学报(自然科学版),2011,39(07):40-44.
[10]付仲良.一种序列模式增量式挖掘算法[J].武汉大学学报(信息科学版),2010(07):763-767.
[11]胡孔法,张长海.一种面向物流数据分析的路径序列挖掘算法ImGSP[J].东南大学学报(自然科学版),2008,38(06):970-974.
[12]丁维军,张忠铧.宝钢钢管产品技术的发展[J].钢管,2014,43(03):9-16.
[13]郑磊.宝钢管线钢的发展与中国油气管道建设的回顾[J].宝钢技术,2009(B07):41-45.
[14]黄卫锋,李建新.宝钢UOE大口径直缝埋弧焊管机组的技术特点与优势[J].宝钢技术,2008(05):11-14.
[15]宦凌,姚晴里,张淑萍.焊接材料消耗定额的计算和分析[J].电站辅机,2004,25(03):43-47.
Multi-objective Optimization of UOE Welded Pipe Production Process Based on Time Series Model
YANG Jianfeng1,ZHANG Bei1,GUO Sheng2,WANG Zongnan2
(1.Products&Technique Management Department,Shanghai 201900,China;2.Tube,Pipe and Bar Business Unit,Baoshan Iron&steel Co.,Ltd.,Shanghai 201900,China)
The calculation for the optimization of the effective realization of UOE welded pipe production process,the algorithm for solving the optimization model and with a comprehensive consideration of the quality of the products,cost,inventory and other multiple performance measures.Firstly,considering the effects of welding process of raw materials inventory,the inventory cost as the objective function,the inventory was introduced as constraint optimization model.then,according to the characteristics of model has multiple quality constraints,using quality constraints during the process of welded pipe production boundary adjustability,introducing satisfactory optimization theory in the“soft constraints” adjusting the constraint boundary,to improve the feasibility of solving the optimization problem.finally,weighted moving average time series model is introduced and an exponential smoothing method is used to search the sorrow,application model and algorithm and proposed to guide the welded pipe production.The results show that:the proposed optimization model and solving algorithm can effectively improve the efficiency of UOE production process,the optimization results can meet the requirements of welding technology,but also can effectively reduce production process and production cost.
welded pipe;UOE;time series model;constrain;multi-objective satisfactory optimization;MATLAB
TE973
B
1001-3938(2015)03-0029-09
杨剑峰(1979—),男,工程师,现就职于宝山钢铁股份有限公司制造管理部,主要从事UOE焊管产品开发及生产质量管理工作。
2014-11-12
谢淑霞
猜你喜欢
装备环境工程(2022年9期)2022-10-13
昆钢科技(2022年2期)2022-07-08
宝钢技术(2021年6期)2022-01-19
数学物理学报(2021年5期)2021-11-19
石材(2020年4期)2020-05-25
重型机械(2019年3期)2019-08-27
建材发展导向(2019年10期)2019-08-24
物理教师(2017年5期)2017-06-09
工程建设与设计(2016年1期)2016-02-27
冶金经济与管理(2015年4期)2015-01-10