千万吨炼厂减压转油线管道设计要点浅析
2015-12-21 01:26梁振波邹彦娜中国石油工程建设公司华东设计分公司山东青岛266071
化工管理 2015年12期
梁振波 邹彦娜(中国石油工程建设公司华东设计分公司,山东 青岛 266071)
1 概述
近几年国内新建炼厂都是千万吨炼油、百万吨乙烯规模的大型石化基地,新建炼厂已经实现了原油一次加工处理能力由500万吨/年到1000万吨/年的跨越。随着装置大型化的发展趋势,管道设计难度也随之升高。本文结合工程实践,从管道选材、管道布置、管道应力分析等方面对大型减压转油线的设计进行了简单剖析,而得出大型装置中转油线管道设计的基本理念和设计方法,使其更好的实现先进的工艺方案和路线,服务于生产。
2 管线布置
500 万吨/年以下规模常减压装置减压转油线的操作温度为385℃左右,为得到更多优质的蜡油以供应下游装置,目前国内千万吨常减压装置都采用减压深拔技术,转油线操作温度为415℃左右;为防止部分介质在炉管内汽化,原来500万吨/年规模装置利用加热炉炉管吸收转油线热位移的方案(如图-1所示)已经不可行。
目前千万吨炼厂减压转油线均采用了过渡段吸收热位移的技术,典型的方案如如图-2所示;过渡段的柔性的增加不仅吸收了蒸发段的热位移,而且由于阻力增加,也不会出现加热炉炉管内介质过早出现汽化的现象,即使炉管内介质温度大于原常减压装置,也避免了炉管最后一段扩径的方案;这与原来尽可能降低过渡段的长度、追求最低的压力降的设计理念是完全不同的。
但为了防止过渡段管道介质流动阻力过大及因小半径弯头应力过于集中造成的应力超限问题,过渡段弯头宜采用R=4DN-6DN的大半径煨弯弯头;另外大半径弯头也可以有效消除两相流管线的震动隐患。
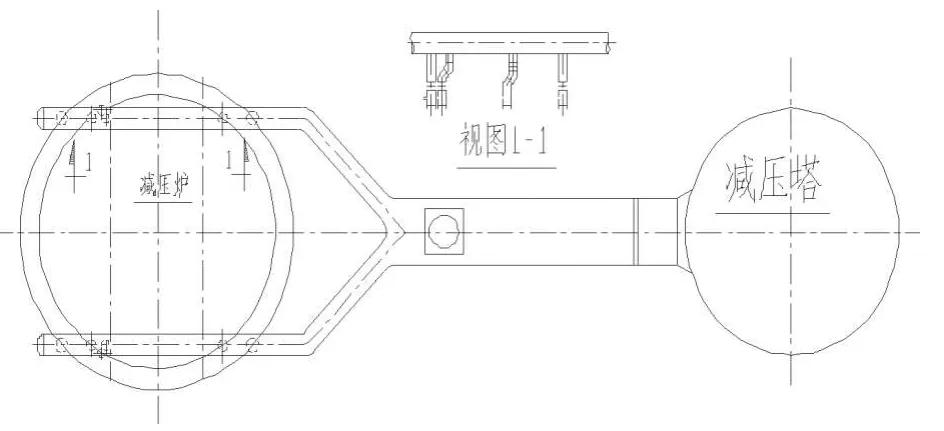
图-1

图-2
2.1 管道选材
2.1.1 主管段和分支段材料选用
转油线选材主要的考虑因素是抗环烷酸及高温硫化物腐蚀,以及高流速和紊流影响。
千万吨炼厂的减压转油线主管道(低速蒸发段)主管段一般在DN4000左右,分支管段DN>800mm,主管段、分支段均应选用钢板卷制焊接钢管,不允许选用螺旋缝焊接钢管;由于主管段已超出一般压力管道的范畴,应按国家标准GB150-89《钢制压力容器》中的各项要求,与计算方法对转油线的壁厚、加强圈、开口补强和支座等进行必要的强度计算。
根据加工原油属性不同,转油线应选用不同材质,以达到装置长期安全操作的条件下尽量节省材料和和施工成本。
低硫(总硫<0.5%wt)低酸[酸值<0.5mg(KOH)/g]介质,宜选用20R钢板,应符合GB6654标准要求;高硫(总硫≥0.5%wt)、低酸介质,宜选用20R+1Cr5Mo,20R+Ocr13A(405)或20R+00Cr19Ni11(304L)复合钢板,应符合JB4733标准要求;低硫、高酸[酸值≥0.5mg(KOH/g)]介质,宜选用20R+OOCr17Ni14Mo2(316L)或20R+OOCr19Ni13Mo3(317L)复合钢板,应符合JB4733标准要求;高硫、高酸介质,宜选用20R+OOCr17Ni14Mo2(316L)或20R+OOCr19Ni13Mo3(317L)复合钢板,应符合JB4733标准要求;对加工原料特别恶劣的装置,如委内瑞拉重油,复合钢基材应选用1Cr5Mo。
2.2 过渡段材料选用要求
过渡段一般选用无缝钢管和无缝管件,但与500万吨/年规模炼厂不同,千万吨级炼厂过渡段存在逐级扩径的设计方案,随着逐渐扩径,很大比例的管道直径已经超过DN500,大管径部分采用碳钢+3mm复合或堆焊的复合钢管或者管件也是可以接受的;需要和经济专业协作,综合考虑采购和施工成本,再做决定是采用纯材,还是采用复合钢管。
过渡段材质的选择可以参考低速段材质的选择,在此就不再详细论述。
转油线这样的选材就不可避免的出现异种钢焊接的问题,常常需要将奥氏体不锈钢和Cr-Mo钢或内衬Cr-Mo钢焊接起来。从材料工程的观点看,如有可能,应避免此类焊接,因此在装置的其它管道优先推荐异种钢法兰连接,但转油线不推荐法兰连接的处理方案。
异种钢焊接具有潜在开裂敏感性。此类开裂与下列因素有关:奥氏体焊接材料和铁素体钢之间的融合线、局部硬化区域、高度敏化焊缝区域。焊后热处理(PWHT)不会消除这些区域;甚至可能硬化其组织,因为在焊后热处理(PWHT)过程中会产生碳转移。该区域的形状和延伸范围取决于焊接参数,很难控制。
常规做法是在大约350℃,用不锈钢焊条(焊丝)。但转油线操作温度远超过350℃,由于奥氏体材料和铁素体钢之间的热膨胀系数不同,热疲劳成为需要额外考虑的因素。
这种情况下通常需要用高镍合金焊条(焊丝)。与铁素体材料相比,镍合金材料之间的热膨胀系数相差不大,而它们抗硫化物腐蚀性能比含铬合金不锈钢低得多。需要仔细控制硬度以防止应力腐蚀开裂(SCC)/氢脆破坏。
另外生产和检验要特别注意。每次焊接都应在现场进行独立焊接工艺评定。评定和检验应经过焊接试件进行校核。对于Cr-Mo钢和不锈钢之间的连接,应在厂房内进行并制订焊接“安全临界点”的上限,避免在户外进行异种钢焊接。
因此千万吨级炼厂转油线推荐分段预制,现场组对。
3 应力分析
管道的应力计算在炼油化工配管设计中占有十分重要的地位,合理的配管设计可以使生产运转安全,节省投资,节约能源,延长装置生产周期和使用年限。
整个管系应采用CEASERⅡ进行计算分析,考虑到CEAS⁃ERⅡ的局限性,应力集中的大管件应采用有限元分析法进行强度校核,如裤装三通和过渡段和蒸发段斜接处,并将管嘴推力提交设备专业,以便设备专业核算减压塔强度,并对管嘴做适当不强。
与500万吨/年常减压装置炉管吸收转油线热膨胀不同,这种情况下出现了过渡段柔性非常大的配管方案;此方案的缺点是增加了管线投资,而且又加大了动力损耗;并且过渡段由于逐级扩径,介质已经开始汽化,避免两相流引起的管道振动是应力分析必须考虑的因素,在保证管系安全的情况下尽量减少管道的弹簧支架,并尽量减少管道长度;千万吨炼厂炉管不仅不吸收涨量,还给转油线一额外的推力,因此必须将部分加热炉炉管加入到CEASERⅡ的模型中。
4 结语
以上是本人千万吨常减压装置减压转油线一些意见和见解,希望对初次接触此类设计的人能有所帮助,起到向导的作用。
[1]张德姜,王怀义,刘绍叶.石油化工装置工艺管道安装设计手册[M].北京:中国石化出版社,2009.
[2]唐永进.压力管道应力分析[M].北京:中国石化出版社,2003.
[3]岳进才.压力管道技术[M].北京:中国石化出版社,2006.
猜你喜欢
社会科学战线(2022年3期)2022-06-15
中国特种设备安全(2020年11期)2020-06-09
金属加工(热加工)(2020年12期)2020-02-06
石油化工腐蚀与防护(2018年4期)2018-08-29
石油化工建设(2018年2期)2018-07-11
石油化工建设(2018年6期)2018-04-22
当代化工研究(2016年9期)2016-03-20
焊接(2015年5期)2015-07-18
天然气与石油(2015年2期)2015-02-28
实验流体力学(2011年5期)2011-01-14