
自动化电镀废水处理系统的设计
2015-12-26 03:02王熙雏范宏
电镀与涂饰 2015年17期
王熙雏*,范宏
(1.苏州工业职业技术学院,江苏 苏州 215104;2.上海电力学院电气工程学院,上海 200090)
自动化电镀废水处理系统的设计
王熙雏1,*,范宏2
(1.苏州工业职业技术学院,江苏 苏州 215104;2.上海电力学院电气工程学院,上海 200090)
针对汽车零部件电镀生产中所产生的含镍废水,设计了一种自动化电镀废水处理系统。通过对其结构进行了优化,推出其系统结构图,并对系统实施方式进行分析。介绍了该废水处理系统的运行流程和特点。对系统调试中的故障进行了分析和解决。该系统经投入使用后,运行良好,经济效益高。
电镀;废水;处理;设计;运行流程;调试;故障
First-author’s address:Suzhou Institute of Industrial Technology, Suzhou 215104, China
随着行业产业规模的不断扩大,经济飞速发展的同时,水污染也越来越严重,带来了一系列的生态问题,并且水资源也比较匮乏,因此,对废水进行有效控制、回收利用,已是当前的重中之重。废水处理的常用方法有化学沉淀法、电解法、离子交换法、催化交换法、电渗析法、细菌分解法、氧化法等[1-2]。目前所使用的废水处理系统比较复杂,且大部分过程需要人工判断和控制,非常费时费力,经济效益和社会效益比较低。本文将针对某生产汽车零部件的电镀车间产生的含镍废水,提出一种自动化电镀废水处理系统及运行流程,以实现废水处理系统的自动控制,解决现有废水处理系统中需要人工控制、费时费力的问题。
1 废水处理系统设计
1. 1 废水处理工艺流程
废水处理系统的结构示意图如图1所示。自动化废水处理系统包括通过管道依次连接的原水池1,加药装置2,中水池3,袋式过滤器4,砂滤器5,炭滤器6,精密过滤器7,UF(超滤)过滤器8,RO(反渗透)装置9,中间水箱10,回用水箱11。其中,加药装置2包括反应器21和药槽22,反应器21与原水池1及中水池2通过管道相连,药槽与反应器通过管道相连。RO装置包括一级RO膜组91、水箱92、二级RO膜组93和清洗装置94。
原水来自于电镀车间产生的水洗液和漂洗液,其主要污染物为镍,故在设计本系统时,主要考虑的是去除镍离子,不考虑去除其他污染物。如图1所示,原水流入反应器中,由药槽加入酸碱、PAC(混凝剂)、PAM(絮凝剂),在反应器里充分反应,在此过程中可以通过风机加速其反应,实现酸碱中和,通过PAC、PAM混凝絮凝作用,使废水中的悬浮物沉淀。经过预处理后,水到达中水池,再经过各种过滤器过滤,进入 RO反渗透装置,其中RO1产生的淡水会进入一级淡水箱,此淡水通入RO2的膜,出来的浓水进入污泥池,用压滤机对其进行压缩处理并排放到缓冲池待后续处理,压缩后是含镍的污泥,淡水流入中间水箱,最后到回用水箱,回用水箱内的水可送至车间生产线回用。
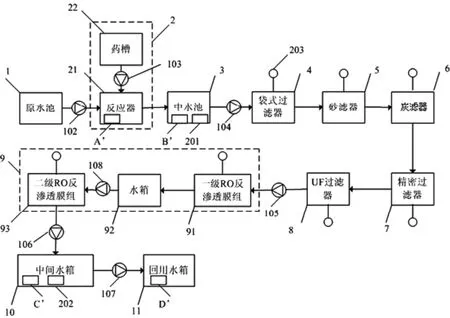
图1 废水处理系统结构示意图Figure 1 Schematic diagram showing structure of the wastewater treatment system
1. 2 废水处理系统实施方式
自动化废水处理系统中控制器的连接示意图如图2所示。
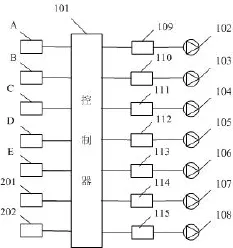
图2 废水处理系统控制器连接示意图Figure 2 Schematic diagram showing controller connection of the wastewater treatment system
如图1所示,原水池1与反应器21之间的管道上安装有第一泵102,药槽22与反应器21之间的管道上安装有第二泵103,中水池2与袋式过滤器3之间的管道上安装有第三泵104,UF过滤器8与RO装置9之间的管道上安装有第四泵105,RO装置9与中间水箱10之间的管道上安装有第五泵106,中间水箱10与回用水箱11之间安装有第六泵107,水箱92和二级RO膜组93之间的管道上安装有第七泵108。
如图2所示,第一泵102、第二泵103、第三泵104、第四泵105、第五泵106、第六泵107及第七泵108分别通过第一模拟开关109、第二模拟开关110、第三模拟开关111、第四模拟开关112、第五模拟开关113、第六模拟开关114及第七模拟开关115与控制器101相连。
反应器21中安装有第一pH探头A′,对应的第一pH仪表A与控制器101相连,通过预设的pH范围来控制药槽101加酸或加碱,以使反应器21中的pH达到预设的范围。中水池3、中间水箱10及回用水箱11中分别安装有第一CM(电导率)探头B′、第二CM探头C′及第三CM探头D′,对应的第一CM仪表B、第二CM仪表C及第三CM仪表D分别与控制器101相连,控制器101还连接有一报警器E,当第一CM仪表B、第二CM仪表C及第三CM仪表D中的任意一个超过其预设的范围时,控制器101控制报警器E进行报警,操作人员可以对废水处理系统的相关装置进行检查,找出解决方案。
中水池中安装有第一浮球液位器201,中间水箱中安装有第二浮球液位器202,第一浮球液位器201及第二浮球液位器202都与控制器101相连。袋式过滤器4、砂滤器5、炭滤器6、精密过滤器7、UF过滤器8、一级RO膜组及二级RO膜组上安装有压力表203,当超出或低于所需的正常水压时,可通过相应的泵的旁通阀门调节,以达到正常的水压[3]。
在本系统中,第一泵、第二泵、第三泵、第四泵、第五泵及第六泵中的一个或多个为高压泵,这样能够提高废水处理系统的效率,管道为能承受16 kg的加厚管道,第一模拟开关、第二模拟开关、第三模拟开关、第四模拟开关、第五模拟开关及第六模拟开关中的一个或多个为压差开关。当泵两端的压差超过预设范围时,关闭对应的泵,以防止因水压过大而打爆水管的情况发生;当压差小于预设范围时,再将对应的泵开启,实现了自动检测、自动控制。安装了压差开关后,液位信号和压差信号协同控制对应泵的运行,即使液位信号达到了设备运行的条件,压差没有在预设的压力范围内,设备依然不能运行,即在高压力的情况下关闭对应的泵。
1. 3 废水处理系统优化
图1的废水处理系统只有在加药装置的反应器中安装有pH探头,在调节反应器21中的pH时,可能会出现一次性酸碱加多的情况,造成中间水箱10和回用水箱11中的pH不符合回用要求,故对此系统作进一步优化。如图3所示,在中间水箱10和回用水箱11中安装第二pH探头F′和第三pH探头G′,对应的第二pH仪表F及第三pH仪表G都与控制器101相连,这样可以控制酸碱的回调,pH过低时控制加药装置加碱,pH过高时控制加药装置加酸,从而有效避免了一次性酸碱加多时无法回调的问题。

图3 废水处理系统优化后的结构Figure 3 Structure of the wastewater treatment system after optimization
2 废水处理系统运行流程
自动化废水处理工艺是基于上述的自动化废水处理系统来实现的,如图4所示,其包括以下流程。
S91:控制器控制废水处理系统的泵的开闭。
S92:在中水池中安装第一浮球液位器,当中水池的液位达到预设低液位,自动关闭中水池后端管道上的泵;当中水池的液位达到预设高液位时,自动开启中水池后端管道上的泵。
S93:在中间水箱中安装第二浮球液位器,当中间水箱的液位达到预设高液位时,自动关闭中间水箱前端管道上的泵;当中间水箱的液位达到预设低液位时,自动开启中间水箱前端管道上的泵。
S94:在中水池和中间水箱中分别安装pH探头,用于控制酸碱的回调。
S101:在废水处理系统的一个或多个泵上安装压差开关,当压差高于预设范围时,关闭对应的泵;当压差低于预设范围时,开启对应的泵。
上述流程不分先后,同时进行,协同自动控制废水处理系统,省时省力,提高了废水处理的效率[4-5]。
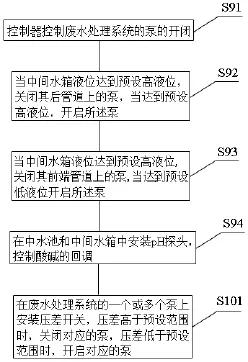
图4 废水处理系统运行流程Figure 4 Operation process of the wastewater treatment system
3 系统特点
废水处理系统的总体结构如图 5所示。安装设备时,需注意管路既不能漏水,也要连接美观等细节。相较于现有技术,本系统具有以下特点:
(1) RO装置(如图6所示)包括一级RO膜组、二级RO膜组,对废水中的阳离子和阴离子的去除效果更好、更彻底。一级RO装置和二级RO膜组之间包括水箱和第七泵,第七泵通过第七模拟开关与控制器101相连。RO装置还包括清洗装置,它位于二级RO膜组之后。
(2) 中水池的材质为钢板,废水中一般含有腐蚀性很强的物质,采用钢板比较耐腐蚀,使废水处理系统比较持久耐用。中水池的内表面设置了环氧树脂防腐层。
(3) 控制器通过连接模拟开关来控制泵的开闭,并通过安装浮球液位器,自动控制对应泵的开闭,实现了废水处理系统的自动化,省时省力,提高了废水处理的效率。
(4) 通过在泵上安装压差开关,根据泵两端的压差控制泵的开闭,防止水压过大所引起的水管爆裂。
(5) 通过在中水池和中间水箱中安装pH探头,控制酸碱的回调,有效解决了一次性酸碱加多的问题。

图5 废水处理系统的总体结构Figure 5 Overall structure of the wastewater treatment system

图6 反渗透装置Figure 6 Reverse osmosis device
4 系统调试中的故障分析
废水处理系统的调试主要分为两部分,一是自动化控制方面的电箱部分,二是管路的水压、水质部分。然而实际与理论是不可能完全吻合的。尽管从理论上看,设计上能达标,但是实际调试中往往会因为一些因素使得整个系统运行不了或者水质不能达标[6],根据相关技术资料与现场调试经验,对常见故障和维修对策进行分析,如表1所示。
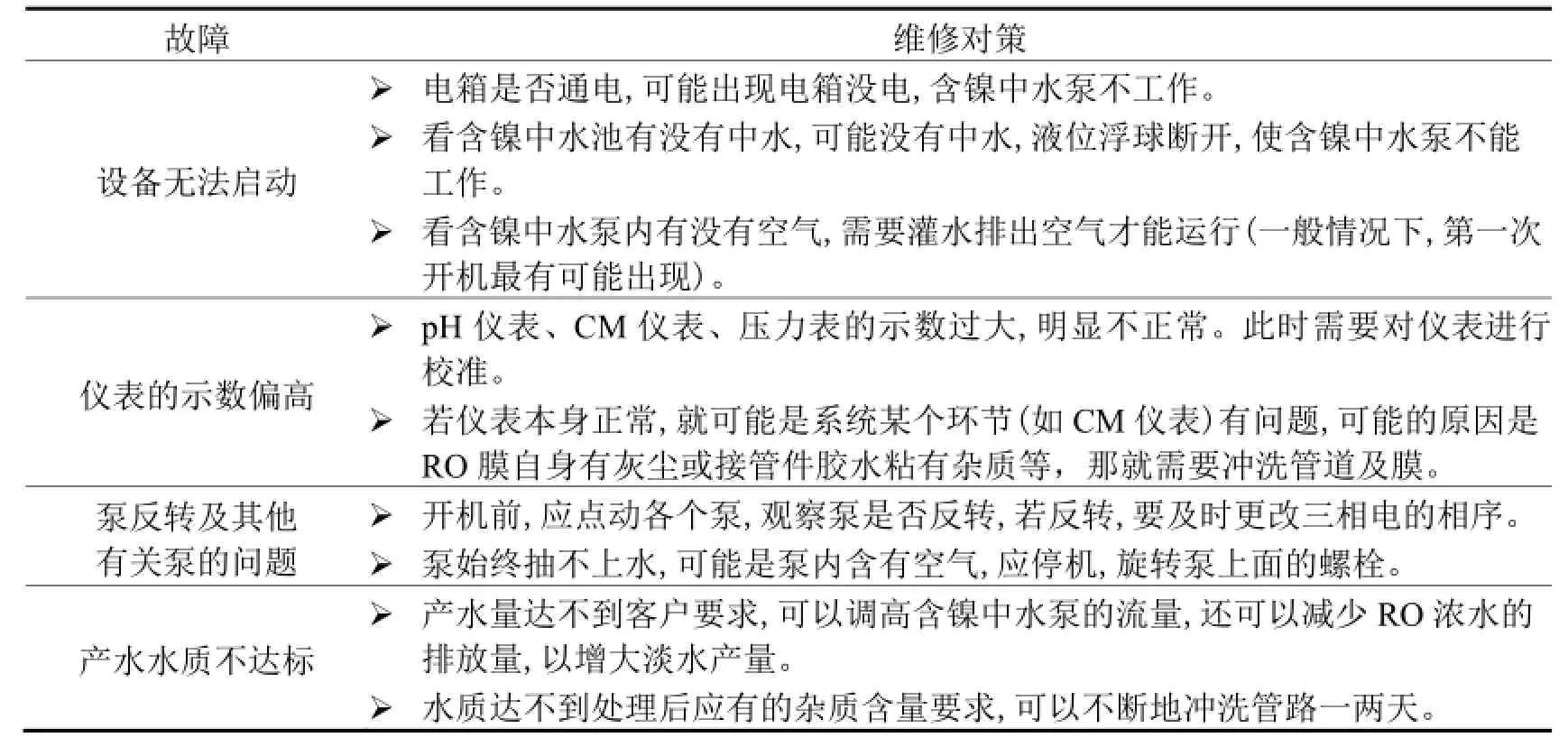
表1 调试过程中常见故障分析Table 1 Analysis of common faults in debugging
5 运行效果与经济效益
自动化电镀废水处理系统经过调试后,运行稳定,操作管理简单,可根据CM仪表来测量水质是否达标。原水含镍≤8 mg/L,pH为3 ~ 4,处理后出水的镍含量稳定在0.5 mg/L以下,pH稳定在7 ~ 8,镍去除率较高,达到电镀污染物排放标准以及客户回用需求。
车间日常产生废水量为16 m3/d,设备处理速率为2 m3/h,所以每天只需工作8 h。本设计除了在加药箱没有药剂的情况下需采用人工加药以外,其他情况下都是自动化控制,只要把控制电箱面板上的旋钮开关打到自动即可,操作人员只需要将面板上的仪表数值记录下来,所以可由其他工作人员兼职,省去了人工费。通过运行成本计算,电费为1.5元/m3,药剂费为0.72元/m3,合计处理费用为2.22元/m3,具有一定的经济效益。
6 结语
本自动化电镀废水处理系统投入使用后运行良好,可靠性高,实现了废水处理系统的自动化控制,省时省力,提高了废水处理的效率,而且成本较低,镍去除率高,可给其他电镀企业或者相似水质的工业废水的处理、循环经济、清洁生产提供一定的参考。
[1]祁高月, 庄海超, 李勇, 等. 南方某电子公司R-CHIP电镀废水处理及回用工程[J]. 水处理技术, 2015, 41 (3): 131-134.
[2]林华, 黄明, 许立巍, 等. 含氰含铬电镀废水的分类处理工程实例[J]. 工业水处理, 2009, 29 (10): 63-65.
[3]梁森, 王侃夫, 黄杭美. 自动检测与转换技术[M]. 3版. 北京: 机械工业出版社, 2013: 89-92.
[4]郭崇武, 李健强. 电镀废水处理技术与实践[J]. 电镀与环保, 2012, 32 (4): 49-53.
[5]杨伟志. 自动化电镀废水综合处理与回用工程设计[J]. 环境工程, 2013, 31 (1): 15-18.
[6]王刚, 张路路, 尹倩婷, 等. 广东省电镀废水处理技术现状与达标分析[J]. 电镀与涂饰, 2014, 33 (20): 891-895.
[ 编辑:温靖邦 ]
Design of automatic electroplating wastewater treatment system
WANG Xi-chu*, FAN Hong
An automatic system for treating the nickel-containing wastewater discharged from electroplating of automobile parts was designed. The structure of the system was developed after optimization. The implementation of the system was analyzed. The operation flow and characteristics of the wastewater treatment system were described. The faults during system debugging were analyzed and solved. The system runs well after being used and has high economic efficiency.
electroplating; wastewater; treatment; design; operation flow; debugging; fault
X703.3; X781.1
A
1004 - 227X (2015) 17 - 0991 - 05
2015-05-15
2015-07-01
国家自然科学基金(51307104)。
王熙雏(1978-),女,安徽肥东人,硕士,讲师,主要研究方向为控制理论与控制工程。
作者联系方式:(E-mail) 80413313@qq.com。
猜你喜欢
表面工程与再制造(2022年1期)2022-05-25
数学小灵通(1-2年级)(2020年10期)2020-11-14
石油石化绿色低碳(2019年6期)2019-01-14
电镀与环保(2016年3期)2017-01-20
中国卫生(2016年12期)2016-11-23
小学生导刊(低年级)(2016年11期)2016-11-14
电镀与环保(2015年6期)2015-03-11
应用数学与计算数学学报(2014年1期)2014-09-26
电测与仪表(2014年18期)2014-04-04
汽车零部件(2014年2期)2014-03-11
