
L245/S30403直缝复合管焊接工艺研究
2015-12-28 12:03尚才众
钢管 2015年6期
尚才众
(河北海乾威钢管有限公司,河北 沧州 061300)
随着碳钢/不锈钢复合板生产工艺的日臻成熟,其价格日趋合理,这使得综合性能优异、性价比突出的复合焊接钢管的批量化生产成为可能。本文以焊接科学基础为依据,结合某公司在JCO生产线上生产直缝复合管的实际情况,探讨了直缝复合管焊接的核心问题,分析了其生产中的两类现象,以及影响其耐腐蚀性能的4个因素。
1 复合管焊接概论
碳钢/不锈钢复合管既具不锈钢的耐腐蚀性能,又兼备碳钢的强度[1-3]。复合管焊接的特殊之处在于既要处理好常规焊接钢管焊接接头的力学性能问题,又要保证复合管的耐腐蚀性能,并努力克服复合材料异种金属焊接的排斥性。
复合管焊接的核心问题是保证管材的耐腐蚀性能,在生产过程中有两类现象需要重视。
(1)物理现象:过渡层、复层焊接时,过渡层焊缝金属受到基层母材或复层焊缝金属受到过渡层的熔入而引发化学成分降低的稀释现象。当复层铬含量降低到钝化所需的极限(铬当量Creq=12.5%)以下时,不锈钢的耐蚀性趋于临界边缘。
(2)化学现象:焊接热循环达到敏化温度,碳、铬亲和反应,晶间腐蚀使焊缝接头丧失耐蚀能力。
影响直缝复合管耐腐蚀性能的4个因素分析如下。
(1) 过渡层。
为防止基层成分对复层焊缝金属的不利影响,预先在基层焊缝金属表面熔敷一层规定成分的金属层,该过程称为过渡层焊接[4]。过渡层焊接完全是工艺的需要,目的是降低基层金属对复层焊缝金属的稀释而增设的一道“防火墙”。过渡层介乎于基层碳钢和复层不锈钢之间,主要起隔离稀释作用;此外,过渡层还应该具有良好的塑性、韧性吸收性,并缓冲应力对两金属交界面的破坏作用。不锈钢复合钢板焊接的关键工序是复层与基层交接部位的焊接,也就是过渡层的焊接[5]。
(2)熔合比和稀释率。
焊接时,被熔化的母材部分在焊缝金属中所占的比例称为熔合比,而稀释率一般用熔合比来表达[6]。在复合管焊接中,通过控制熔合比达到降低稀释率的目的。复合管母材与填充金属成分差别较大,母材的熔入必然稀释焊缝金属的合金含量。这种稀释作用造成焊缝的奥氏体形成元素(Ni、C、N、Mn)含量不足,使焊缝可能出现奥氏体+马氏体双相组织,从而恶化接头质量,甚至引起焊接裂纹。熔合比与焊接接头形式、焊接工艺密切相关。
(3)晶间腐蚀和贫铬。
焊接奥氏体不锈钢时,可能会产生焊缝晶间腐蚀、熔合区“刀蚀”和热影响区敏化区腐蚀。奥氏体产生晶间腐蚀的原因可以用“贫铬理论”来解释[7]。在727℃的纯铁中,碳在γ相中的溶解度是α相的40倍,不锈钢中的奥氏体晶粒对碳溶解性极强;复合管焊接电弧加热到450~850℃会发生敏化,出现碳钢一侧的碳元素通过界面向不锈钢焊缝中发生迁移的现象,在焊缝中的α/γ边界析出M23C6相、发生“贫铬”现象,危害焊接接头。
因此,焊接奥氏体不锈钢复合管时应先焊接基层和过渡层,避免不锈钢焊缝以及母材多次受到热影响,并注意控制层间温度不高于100℃[8]。
(4) δ铁素体。
焊接碳钢/不锈钢复合管的复层(不锈钢)时,可能会出现晶间腐蚀和热裂纹[9]。δ铁素体是焊缝金属在一次结晶过程中生成并保留至常温的,含碳量很低,塑性和韧性极佳。δ铁素体对S、P、Si、Nb等元素溶解度较大,可以防止这些元素偏析和形成低熔点共晶,阻止凝固裂纹。因此,奥氏体不锈钢焊缝中常常需要形成一定数量δ铁素体,以防止焊缝产生凝固裂纹[10]。
δ铁素体散布呈小坑状存在于奥氏体晶粒之间。晶格取向自由、成大角度晶界分布,削弱奥氏体柱状晶和树枝晶的方向性,隔断奥氏体晶界连续网状碳化铬析出,防止晶间腐蚀。
2 直缝复合管焊接工艺
河北海乾威钢管有限公司(简称河北海乾威)采用山东鲍德金属复合板有限公司生产的热轧R1钢板(L245/S30403复合板)。L245/S30403复合板在高度真空条件下轧制而成,轧制中两种金属扩散实现完全的冶金结合,其剪切强度为313 MPa,在JCO冷弯成型时不发生分层开裂、焊接热影响区开裂。L245/S30403复合板的物理性能见表1。
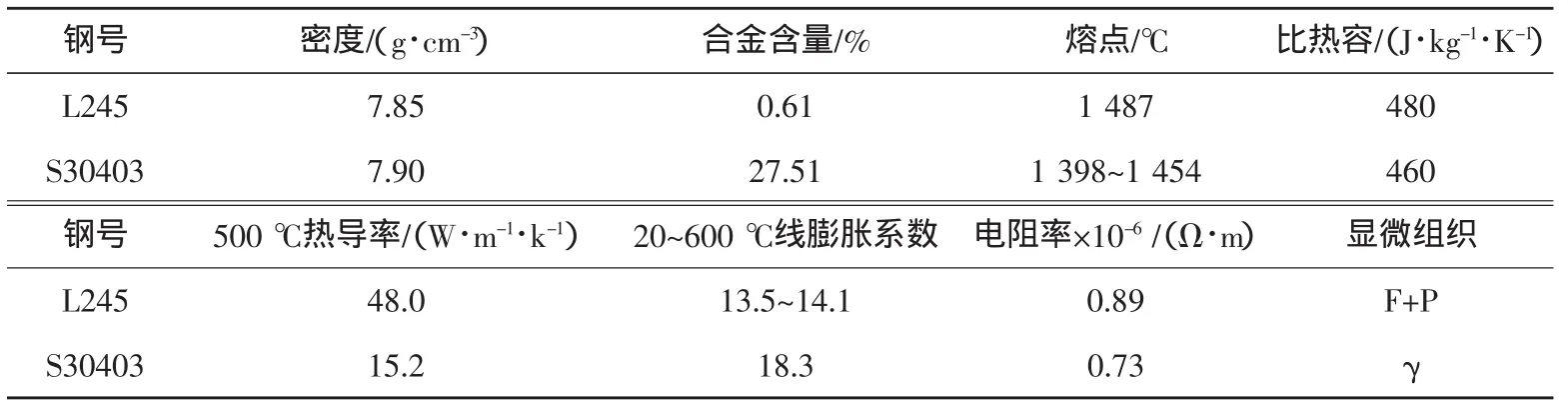
表1 L245/S30403复合板的物理性能
从表1可以看出:复层奥氏体不锈钢S30403较基层碳钢L245合金元素含量高,物理性能相差较大。
2.1 焊接方法
不锈钢复合管导热系数小,焊接时高温停留时间不宜过长;过渡层焊接需要控制熔合比,适合小电流、高焊接速度的焊接方法。TIG(非熔化极惰性气体保护焊)焊接采用氩气作为保护气体,氩气的电离势高、弧稳性好,焊接电流在10~500 A内电弧稳定燃烧,低热量输入、低热影响区、低热变形、低冲淡;TIG焊接时,高频振动的焊丝对熔池的搅拌功能可以改善熔敷性能,使熔池产生裹挟的气体、有助杂质逃逸。TIG焊接方法可以满足不锈钢直缝复合管的焊接要求。
(1)使用Φ3.2 mm铈钨极,尖端角度30°~50°,钨极针尖前端应该磨出0.5~1.0 mm的平台,以减缓电极熔化损失,稳定焊接。钨极针尖角度对焊缝熔池有影响,减小针尖角度会增加弧柱的锥角,导致焊缝熔深减小,熔宽增大;反之亦然。焊接时焊丝应通过钨极针中心线,针尖与焊丝的距离在2~3 mm为宜。TIG焊焊枪、焊丝、工件位置如图1所示。
(2)焊接速度为40~50 cm/min时,保护气体流量15~40 L/min。假如焊道表面无金属光泽,呈灰黑色,说明氩气流量小或纯度不足。
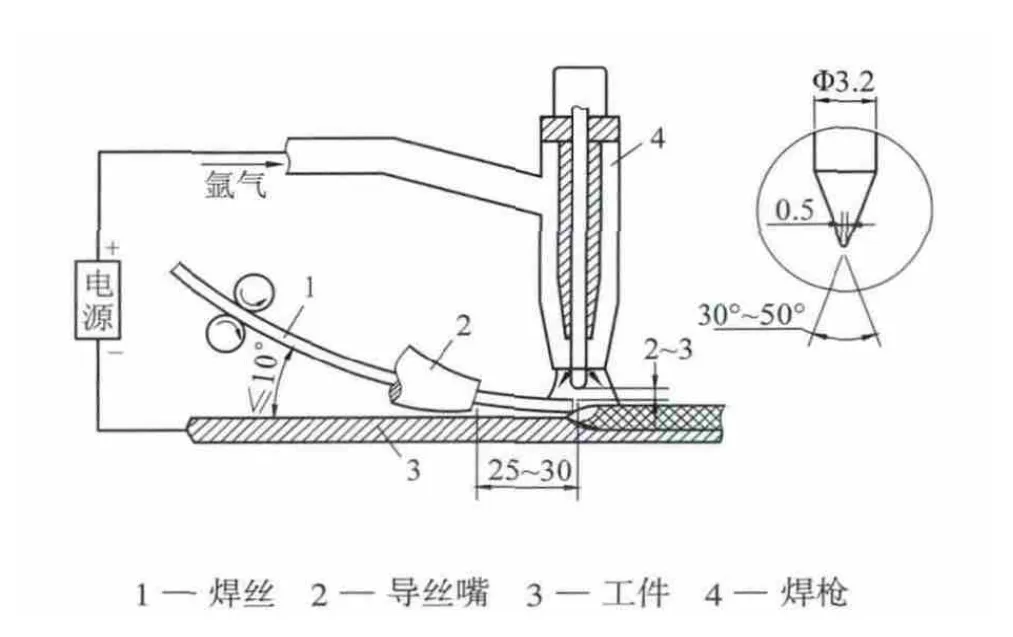
图1 TIG焊焊枪、焊丝、工件位置示意
2.2 焊材遴选
(1)基层焊材采用与基管等强度匹配的原则。复层焊缝金属面临基层、过渡层的稀释侵害,复层焊材应采用提高级别匹配的模式;过渡层焊材选择原则上采取与复层焊材通用的方针。拟选择CHM-308L或CHM-309L作为TIG焊接用焊丝。L245/S30403直缝复合管母材和遴选焊材的化学成分(质量分数)见表2。

表2 L245/S30403直缝复合管母材和遴选焊材的化学成分(质量分数) %

图2 舍费勒(Schaeffier)组织图
(2)避免在过渡层、复层焊缝处形成单相奥氏体组织,焊缝组织应为γ+δ双相组织。适量的δ铁素体可以减少热裂纹的产生[7],防止晶间腐蚀,提高耐腐蚀性能。借助舍费勒(Schaeffier)组织图并结合熔合比,推算δ铁素体的含量和预测焊缝金属的抗热裂纹性能。舍费勒(Schaeffier)组织图如图2所示。
基层L245碳钢的铬当量和镍当量(L点)为:Creq=0.315%,Nieq=5.110%。复层S30403不锈钢的铬当量和镍当量(H点)为:Creq=Cr+Mo+1.5Si+0.5Nb(%)=19.585%,Nieq=Ni+30C+0.5Mn(%)=11.760%。CHM-308L焊丝的铬当量和镍当量(P点)为:Creq=20.230%,Nieq=11.460%。CHM-309L焊丝的铬当量和镍当量(Q点)为:Creq=24.130%;Nieq=14.145%。
从图2可以看出:假如选择CHM-308L焊丝,熔合比在28%以内时,可以得到0~8%(体积分数)的δ铁素体;假如选择CHM-309L焊丝,熔合比在40%以内时,可以得到0~10%(体积分数)的δ铁素体。显然CHM-309L焊丝的适应范围更广一些,否则超出范围焊缝金属就会产生脆硬马氏体组织及热裂纹,CHM-309L对δ铁素体和稀释率救济的意义更大。
因此,选用四川大西洋焊接材料股份公司的CHM-309L焊丝,规格为Φ1.2mm、Φ1.6 mm。
2.3 焊接坡口
复合管的焊接坡口形式复杂多样,目前国内各生产厂家对其还没有形成统一的认识。文献[11]认为:复合管的坡口设计既要考虑满足焊接接头性能的要求,又要顾及自身生产线坡口的制备方法及焊接方法的工艺要求;理论上再完美的坡口形式,若加工困难或加工成本太高都是不可取的。
河北海乾威生产 Φ508 mm×(8+2)mm×6 000 mm、L245/S30403直缝复合管时,其焊接坡口如图3所示。其中,内坡口铣边角度80°、高度5 mm,内坡口容积大有利于改善焊接接头性能。坡口角度较大,减少了根部母材,使熔合比降低[12]。5 mm的内焊坡口深度达到了钢板厚度的1/2,目的是减小焊接热循环对不锈钢母材的影响。复层一侧的坡口深度还要考虑TIG焊接的熔敷和熔深。2 mm钝边既是为方便铣边设备加工,又给GMAW(熔化极气体保护焊)定位焊单面焊接双面成型和基层埋弧焊提供基础。
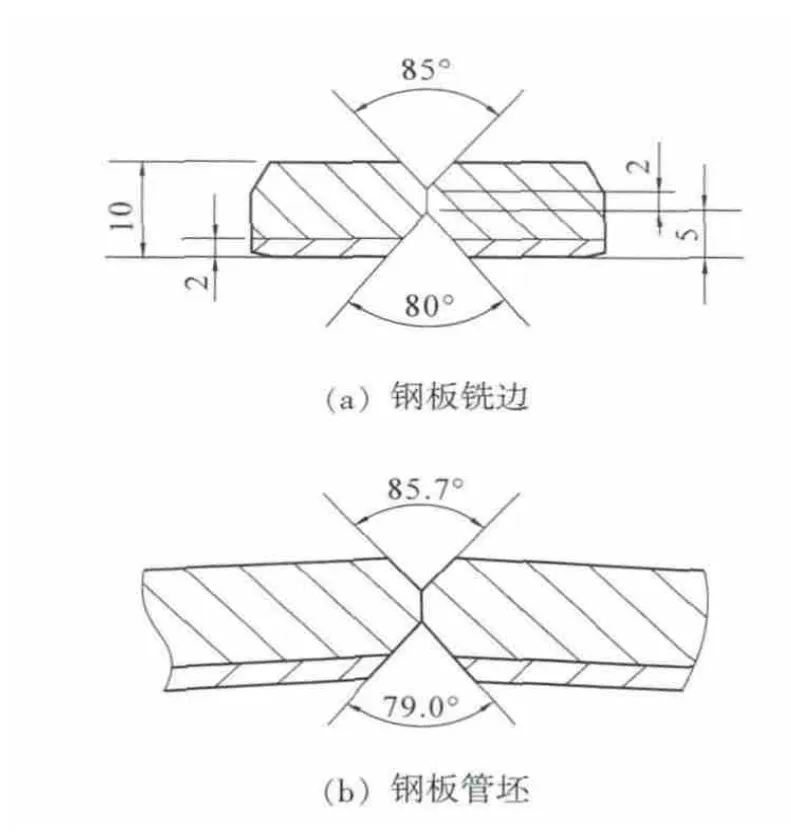
图3 L245/S30403直缝复合管焊接坡口示意
2.4 焊接参数
为控制熔合比降低稀释率,过渡层焊接应尽可能少的熔化基板,直流正接小电流、高焊接速度、小焊接热输入[5],并采用小直径焊丝。过渡层焊缝金属必须完全覆盖基层金属,其厚度应控制在2/3 mm[8],保持内坡口清洁,防止定位焊熔透焊道造成的污染。L245/S30403直缝复合管焊接工艺参数见表3。

表3 L245/S30403直缝复合管焊接工艺参数
2.5 化学成分分布
利用光谱仪对 Φ508 mm×(8+2)mm×6 000 mm、L245/S30403直缝复合管焊缝中心的铬、镍元素含量进行点分析(小探头多样块组合),复层-过渡层焊缝中心化学成分分布如图4所示。由于CHM-309L焊丝的填充,复层(含余高)在焊缝中心线高度方向3 mm以内铬、镍含量较高,超过S30403母材(图4中虚线表示母材铬或镍元素的含量);高度超过4.5 mm,在过渡层和基层熔合区附近铬、镍含量急剧下降,其成分相当于低合金钢的,直至微量。铬、镍含量在整个过渡层较高,平均值接近母材的,为复层焊接创造了良好的条件。
2.6 显微组织
L245/S30403直缝复合管焊缝宏观形貌如图5所示,直缝复合管显微组织如图6所示。
从图6可以看出:碳钢母材未受热影响区影响,组织为带状分布的细晶粒铁素体和珠光体,晶粒度在7级以上(图6a);基层焊缝组织为铁素体(为主)+贝氏体+再结晶珠光体,而铁素体沿不发达柱状晶分布(图6b)。在图6(c)中,基层、碳钢母材熔合线附近,左侧为条状、颗粒状的铁素体和细碎的珠光体组织,右侧过热区组织由块状铁素体以及贝氏体、珠光体多种晶粒组成。基层金属的稀释使过渡层焊缝组织变化复杂(图6d)。过渡层、基层熔合线附近形成了以奥氏体为基体,铬的碳化物和类马氏体组织组成的凝固过渡层;邻近复层的区域奥氏体组织逐渐纯净起来[13]。过渡层、复层熔合线附近,异种钢焊接组织正常、无明显碳化物析出的增碳带,无焊接缺陷(图6e)。不锈钢母材的组织为带孪晶的奥氏体以及少量点状碳化物(图6f)。复层焊缝的组织为奥氏体及枝晶状分布的δ铁素体,且δ铁素体枝晶繁茂(图6g)。可以认为:Φ508 mm×(8+2)mm× 6 000 mm、L245/S30403不锈钢直缝复合管的焊接电流适合,冷却速度适中。在复层、不锈钢母材熔合线区域,图6(h)上部为焊缝组织、中间为熔合区,其组织由奥氏体晶粒和沿晶分布的δ铁素体构成;下部为不锈钢母材过热区,其组织未见明显粗大。图6(i)所示为过渡层、复合层的多相熔合区,是焊接缺陷和焊接应力集中区域,是不锈钢直缝复合管焊接的主要时效部位。
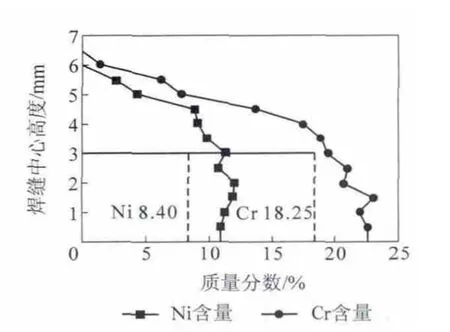
图4 L245/S30403直缝复合管复层-过渡层焊缝中心化学成分分布

图5 L245/S30403直缝复合管焊缝宏观形貌

图6 L245/S30403直缝复合管的显微组织
2.7 第三方检测结果
为保证产品质量并检验L245/S30403直缝焊接复合管生产工艺的合理性,河北海乾威委托国内复合材料检测机构——江苏省产品质量监督检验研究院对该批直缝焊接复合管的性能进行全面检测,检测结果合格,具体结果见表4。

表4 L245/S30403直缝复合管第三方检测结果
3 结 论
(1)复合管焊接的问题归根结底是耐腐蚀性能问题,而过渡层又是影响复合管耐腐蚀性能的关键。
(2)通过控制焊接热输入来降低熔合比是复合管焊接的原则,但要防止未熔合等焊接缺陷发生。
(3)焊缝中含有一定比例的δ铁素体,对复合管的综合性能有帮助。
(4)利用舍费勒组织图选择焊材,对于防止焊接凝固裂纹和控制稀释率意义重大。
(5)复合管应该谨慎使用扩径工艺。复合管中基层与复层的弹性模量不同,当扩径力消失后基层、复层所发生的塑性、弹性变形不尽相同,可能对双金属结合面有害。
(6)复合管宜采用时效或机械的方式消除残余应力;焊后热处理只能消除40%以下的残余应力,焊后热处理时允许加热到 400℃,应延长保温时间并随炉缓冷。
(7)目前,复合管的生产应用技术尚不完善,其焊接效率低下、检测技术落后,同时缺乏适合于复合管结构特点的耐蚀性能评价体系。
[1]中国机械工程学会焊接分会.焊接手册[M].北京:机械工业出版社,2007:1204.
[2]李为卫,秦长毅,贾君君,等.一种油气田开发用新型双金属复合管[M].钢管,2009,38(4):22-24.
[3]曹晓燕,邓娟,上官昌淮,等.双金属复合管复合工艺研究进展[M].钢管,2014,43(2):11-15.
[4]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 13148—2008不锈钢复合钢板焊接技术要求[S].北京:中国标准出版社,2008.
[5]史元春,于启湛.异种金属的焊接[M].北京:机械工业出版社,2012:262-263,267.
[6]中国机械工程学会焊接分会.焊接词典[M].3版.北京:机械工业出版社,2008:36-37,121.
[7]李亚江.合金结构钢及不锈钢的焊接[M].北京:化学工业出版社,2013:218-219,230.
[8]吴树雄.金属焊接材料手册[M].北京:化学工业出版社,2008:380,398.
[9]李亚江.焊接原理及应用[M].北京:化学工业出版社,2009:178.
[10]陈世修,秦宗琼.奥氏体不锈钢中铁素体含量计算[J].阀门,2005(1):20-22.
[11]尚才众,董宏斌,贾云刚,等.09MnNiDR低温钢管双面双层三丝自动埋弧焊接研究[J].钢管,2014,43(4):23-29.
[12]马文姝,白凤臣,伞国安.锅炉异种钢管焊接接头焊缝稀释率试验[J].焊接,2006(12):50-53.
[13]张汉谦,吴宇,陆文雄,等.异种钢接头结晶及相变特点的研究[J].兵器材料科学与工程,1991(9):1-6.
猜你喜欢
云南化工(2020年11期)2021-01-14
金属加工(热加工)(2020年9期)2020-11-04
重型机械(2020年2期)2020-07-24
石油化工建设(2018年2期)2018-07-11
金属加工(热加工)(2018年2期)2018-03-22
海峡科技与产业(2017年6期)2017-07-01
科技视界(2016年10期)2016-04-26
广西林业科学(2016年1期)2016-03-20
焊接(2016年9期)2016-02-27
焊接(2016年2期)2016-02-27
