
双链式拉拔机拉拔小车改进设计
2015-12-28 12:03李剑军史丽晨贠志达
钢管 2015年6期
李剑军,史丽晨,贠志达
(1.西安西电高压开关有限责任公司,陕西 西安 710018;2.西安建筑科技大学,陕西 西安 710055)
拉拔机常用于无缝钢管的冷加工、焊接钢管的精拉、铜管的精加工、钢丝以及铜丝的拔制加工等。常见的拉拔机为链式拉拔机,可分为单链式和双链式[1-2]。拉拔机主要由主传动系统、主链条、拉拔小车、小车返回机构、床身、坯料台架、拉拔模、成品收集槽等几部分组成。
拉拔小车是拉拔机中重要的组成部分,其作用是夹住管子的锤头部分并拖动管坯,通过模具以实现管坯的减径和减壁,使拉拔生产加工过程得以实现。其结构设计是否合理,直接影响着拉拔机整机的工作性能及加工后成品管的质量。
1 双链式拉拔机
拉拔加工是继热轧、挤压或焊接之后对钢管进行的二次加工,是生产无缝钢管的主要方式。由于金属具有塑性变形的性质,当金属管材通过面积较小的拉拔模的模孔时,直径将减小,从而加工出所需直径的管材[3-4]。拉拔机工作原理如图1所示。
拉杆前端的短芯头的外径尺寸用于限制钢管内径尺寸,装于拉模座上的模具的内径尺寸用于限制钢管外径尺寸。拉拔小车夹紧管坯的锤头部分,在主传动系统的作用下,完成拉拔加工作业。短芯头拉拔也叫固定芯头拉拔,其目的是减薄管材壁厚,提高管材的机械性能和表面质量,减小管径。拉拔的过程是向管子内孔插入芯棒的短芯头,芯杆的另一端固定在拉拔机的后座上,拉拔时借芯杆之力,短芯头的工作面保持在与模子定径带相对应的位置,管材在受到拉力后,其断面必须经过由短芯头和模子间形成的环状间隙,从而加工出与此间隙尺寸大小相同的成品管材[5-8]。
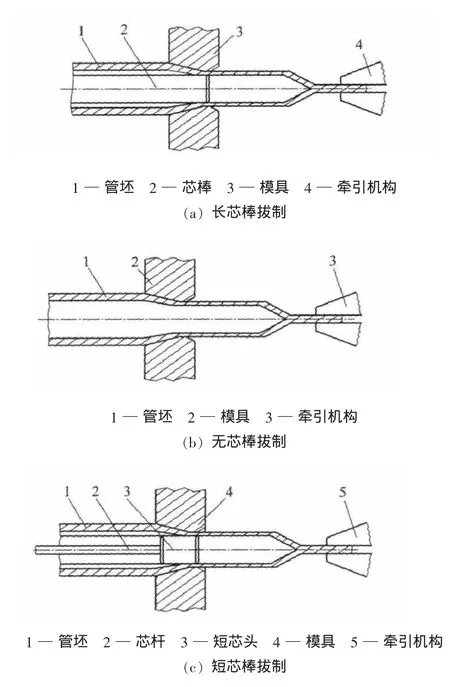
图1 拉拔机工作原理示意
在双链式拉拔机中,拉拔小车通过其横梁两端分别与两根链条上的拉手相连,横梁可以平衡两链条之间的受力,所以双链式拉拔机的受力均衡,对中性好,拉拔出的成品管材质量较高。通常,双链式拉拔机链条和拉拔小车组成闭环,即拉拔小车直接与拉拔链连接。工作时,主传动系统通过链条拖动小车运动;小车返回时,主传动系统反转,通过链条带动小车反向运动。当拉拔小车返回拉模座时,由于惯性作用,拉拔小车在接近拉模座时并不能立刻停止,因而会撞击拉模座,拉拔链受到很大的冲击力,容易造成拉拔链疲劳断裂。拉拔小车的返回也是由主电机驱动,因此这种拉拔机的电机能耗高、生产效率低。
2 拉拔小车改进
为了克服上述链式拉拔机的缺点,采用双挂钩设计,将拉拔小车与链条脱开。在拔制生产加工过程中,小车通过挂钩与运动链条相连来拖曳管坯通过模具。当第一次拔制结束后,挂钩自动与链条脱开,小车在快速返回机构的拖动下返回至拉模座,再进行第二次拉拔作业。小车的快速返回机构与主传动系统是两套系统,小车快速返回时不需要主传动系统反转,较好地解决了双链式拉拔机链条容易疲劳断裂的问题,同时避免了主电机频繁地正、反转,提高了拉拔生产效率。
2.1 拉拔小车总体结构
改进后的拉拔小车结构原理如图2所示,主要由导气管、撞杆、板牙、汽缸、车体、连接销、平衡块、挂钩、摆杆、连接板等组成。

图2 改进后拉拔小车结构原理示意
为了保证双链式拉拔机拉拔小车能可靠的工作,就必须要求两挂钩同时动作,同时实现挂钩、脱钩功能。本次改进设计中,将两挂钩与中间的连接板相连,满足了工作可靠性的要求。
在拉拔作业时,拉拔小车在快速返回机构的带动下接近拉模座,撞杆撞击拉模座,撞杆后移,使摆杆下压,连接板下落,从而使挂钩(两个)同时下落钩住链条,挂钩压缩挂钩回位弹簧。当一个拉拔工作循环结束时,拉拔阻力消失,小车由于惯性的作用,挂钩与链条瞬间脱开,挂钩(两个)在回位弹簧(两个)的作用下同时抬起。
2.2 挂钩结构设计
挂钩是拉拔小车的零部件,拉拔小车通过挂钩的钩头与链条接触,挂钩在链条的作用下使拉拔小车移动,实现管材的拉拔生产。挂钩是承受拉拔力的关键零部件。挂钩材料的选择是否合适,结构设计是否合理,直接影响拉拔小车的性能和可靠性。本研究确定挂钩材料为ZG310-570,挂钩的结构如图3所示。

图3 挂钩的结构示意
销轴孔用于挂钩与平衡块之间的连接,挂钩的钩头用于钩在拉拔链的链条上,使链条带动已夹住管材的拉拔小车进行拉拔生产加工。
2.3 平衡块的结构设计和计算
2.3.1 平衡块截面结构设计
为了解决两挂钩之间的受力平衡问题,在挂钩与小车之间增加了平衡块,以解决两挂钩之间受力均衡的问题。当两挂钩受力不平衡时,平衡块将绕其与车体的连接销轴转动,从而使两挂钩受力达到平衡。平衡块是连接挂钩与小车体的主要零部件,为了满足工作要求,必须对其强度、结构进行综合设计[9-10]。平衡块的结构简化如图4所示。
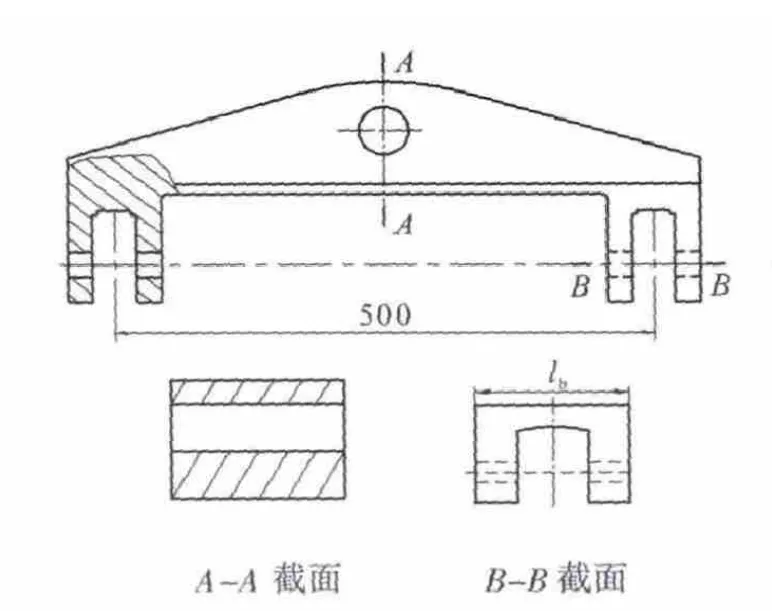
图4 平衡块的结构简化示意
2.3.2 平衡块截面尺寸的确定
为保证挂钩能正常工作,同时要求挂钩、小车与平衡块的连接结构紧凑、转动灵活,选择平衡块与挂钩的厚度相同,即平衡块厚度h=60(mm)。
在设计中,拉拔小车的拉拔力为400 kN,由于采用双挂钩形式,因此单个挂钩受力F=200(kN)。
考虑链及挂钩的冲击和安全问题,选择载荷系数k=1.5,安全系数s=2;平衡块的材料选用35钢,其屈服强度σs=320(MPa),则其许用应力[σ]为:

(1)A-A截面尺寸的确定。
由图4可知,A-A截面受到的弯矩最大,为危险截面。其应力σ为:

式中M——危险截面的弯矩(图4中危险截面的弯矩M为7.5×107N/mm);
将截面抗弯系数W代入公式(1)~(2),可求危险截面长度la:

平衡块上的轴销孔削弱了平衡块的强度,为了保证平衡块有足够的强度,取A-A截面长度为220 mm,即 la=220(mm)。
(2)B-B截面尺寸的确定。
在B-B截面,平衡块则受到拉应力的作用,在危险截面处的σ为:
式中A——拉力作用面的面积,A=lbh=60l(b其中,lb为挂钩处宽度)。
经计算,挂钩处宽度lb≥31.25(mm)。
为了保证平衡块及挂钩能可靠工作,对挂钩处的宽度取整,即lb=32(mm)。

2.4 夹管及挂钩的协调动作解决方案
夹管及挂钩的协调动作将会直接影响拉拔机的整机性能和拉拔作业的生产效率。为保证拉拔小车能正常运行,工作开始时,必须先实现夹管,再挂钩,最后实现拉拔生产作业。在设计中,采用气缸推动板牙来实现夹管,利用撞杆撞击摆杆使挂钩下落钩住链条[11-13]。设计时,必须考虑气缸的动作与撞杆撞击的时序问题。
图5所示为夹管—挂钩—拉拔工作过程。在图5(a)中,气缸的导气管与拉模座接触,气缸的无活塞端无压缩空气,气缸处于收缩状态;挂钩在回位弹簧的作用下处于抬起状态。在图5(b)中,拉拔小车继续靠近拉模座,压缩空气通过导气管进入气缸无活塞杆一侧,从而使活塞杆向前移动,使板牙完成夹紧管材动作;同时撞杆接近拉模座,但未与拉模座接触,挂钩处于抬起状态。在图5(c)中,撞杆撞击拉模座,撞杆后移使摆杆下压、连接板下落,从而实现挂钩下落并钩住链条,此时,在气缸的推动下,板牙已经完成夹紧管材动作,使拉拔小车处于待拔制工作状态。
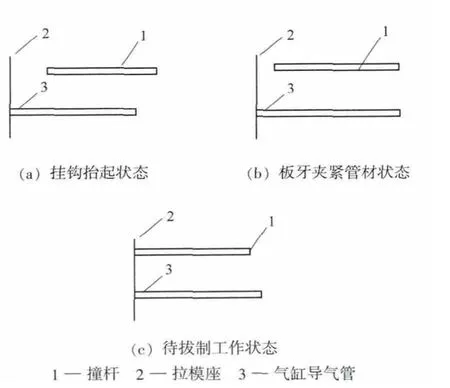
图5 夹管—挂钩—拉拔工作过程示意
拉拔生产过程简单概括为:夹管—挂钩—拉拔。为了保证拉拔过程的顺利进行,在导气管上设计安装了压缩弹簧,其作用是用来保证气缸得到足够压力的压缩空气,使板牙能可靠的夹紧管材;在板牙夹紧管材后,撞杆撞击拉模座,撞杆后移使摆杆下压、连接板下落,从而实现挂钩下落并钩住链条,随即带动已夹住管头的拉拔小车进行拉拔生产。
3 结 论
改进后的双链式拉拔机具有以下优点。
(1)拉拔加工的成品管精度高。在设计双链拉拔机的结构时,确保使拉拔力与管材中心线同心,可防止成品管弯曲,这是单链式拉拔管机所不能比拟的。
(2)拉拔加工的生产效率高。采用双挂钩的拉拔机其拉拔链是闭路的环链,工作时沿同一个方向连续运行,避免了主电机频繁正、反转,因而拉拔加工的生产效率高。
(3)气动双钩式拉拔机可使挂钩自动与链条脱开,解决了传统双链拉拔机容易断链的缺点。
(4)采用气缸推动板牙来实现夹紧管材,利用撞杆撞击摆杆,使挂钩下落钩住链条。可采用机械化、自动化完成这一系列动作,是一种较为先进的管材加工设备。
拉拔小车作为双链拉拔机的主要组成部分,对拉拔生产加工的质量、生产效率起着重要的作用。因此拉拔小车在管材生产领域的应用前景好。
[1]陈朝伟,张荣欣.高速履带式连续拉拔机的设计研究[J].钢管,2014,43(5):36-40.
[2]董震.用于异型棒材加工的链式单线拉拔机的牵引系统设计[J].硅谷,2013(14):17.
[3]罗瑞文.冷拔机拔制小车形式的探讨[J].冶金丛刊,2005(3):8-11.
[4]李丽,朱纪刚.双链式拉拔机的自动控制系统[J].机械工人,2005(5):67-68.
[5]吴宗泽.机械零件设计手册[M].北京:机械工业出版社,2004.
[6] 童品俊.全液压拔制小车[J].钢管,1996,25(2):47-50.
[7]韩观昌,李连诗.小型无缝钢管生产[M].北京:冶金工业出版社,1990.
[8]高美容,高东超.新型线材拉拔机的设计[J].冶金设备,2012(4):47-49,23.
[9] 刘鸿文.材料力学(I)[M].5版.北京:高等教育出版社,2011.
[10] Gere J M,Timoshenko S P.Mechanics of materials[M].New York:VanNostrand Reinhold,1984.
[11]王萧.一种新型拉拔机拉拔小车控制系统及分析[J].世界有色金属,2010(10):71-72.
[12]林辉.台达自动化产品在高速针管连续拉拔机上的整合应用[J].机电工程,2010,27(12):124-126.
[13]周凤也,赵春禾.液压钢丝绳组合式拉拔机[J].重型机械,2010(S2):33-34.
猜你喜欢
建材发展导向(2022年12期)2022-08-19
小资CHIC!ELEGANCE(2021年46期)2021-01-11
军民两用技术与产品(2020年4期)2020-05-16
中国自行车(2020年2期)2020-04-26
当代陕西(2019年13期)2019-08-20
黑龙江电力(2017年1期)2017-05-17
制造业自动化(2017年2期)2017-03-20
现代制造技术与装备(2015年4期)2015-12-23
汽车维修与保养(2015年8期)2015-04-17
声屏世界(2015年3期)2015-02-28
